Fracture of Nanoporous Gold by Nilesh Badwe a Dissertation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Examining the Microlinks Technology Co., Ltd. UM-CAM Richard J
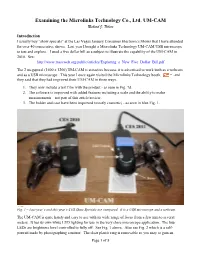
Examining the Microlinks Technology Co., Ltd. UM-CAM Richard J. Nelson Introduction I usually buy “show specials” at the Las Vegas January Consumer Electronics Shows that I have attended for over 40 consecutive shows. Last year I bought a Microlinks Technology UM-CAM USB microscope to test and explore. I used a five dollar bill as a subject to illustrate the capability of the UM-CAM in 2010. See: http://www.msscweb.org/public/articles/Exploring_a_New_Five_Dollar_Bill.pdf The 2 megapixel (1600 x 1200) UM-CAM is attractive because it is advertised to work both as a webcam and as a USB microscope. This year I once again visited the Microlinks Technology booth, ™ , and they said that they had improved their UM-CAM in three ways. 1. They now include a test film with the product - as seen in Fig. 7d. 2. The software is improved with added features including a scale and the ability to make measurements – not part of this article/review. 3. The holder and case have been improved (mostly cosmetic) - as seen in blue Fig. 1. TX! Photo Fig. 1 – Last year’s and this year’s CES Show Specials are compared. It is a USB microscope and a webcam. The UM-CAM is quite handy and easy to use with its wide range of focus from a few mm to several meters. It has its own white LED lighting for use in the very close microscope application. The four LEDs are brightness level controlled to fully off. See Fig. 1 above. Also see Fig. 2 which is a self- portrait made by photographing a mirror. -

An Illuminated Stage Richard J
An Illuminated Stage Richard J. Nelson A microscope is like a good car, it should be powerful and strong. Unlike a car, however, a good microscope needs an assortment of accessories which, in some cases, may be more expensive than the microscope itself. Many simple accessories may be assembled from everyday items and most microscope users improvise in one way or another. I bought three USB Microscopes at the 2011 CES Show in Las Vegas, and I have been evaluating them - see Fig. 1. As with most product categories you will find a full range of designs – cheap to robust. Electronics technology also gets added to the mix when USB microscopes are considered. You may spend less than $100 or you may spend over $1,000. It was the CES “show specials” (low end) that prompted me to evaluate these three USB microscopes. Fig. 1 – My three 2011 CES “show special” USB microscopes. The three designs are shown at the right. See Appendix A for additional details. Each one has its unique advantages and disadvantages. As a technical writer I frequently need to include photos of small items so I thought that perhaps having a small simple USB microscope handy might make capturing small subject images easier. The image quality of these designs are getting better each year and the highest resolution design I saw at CES (expensive) was 5 megapixels. My Nikon stereo microscope and Sony 10.2 Megapixel DSC-TX1 usually handles most of my small subject image requirements. In the “old days” this would be called macro photography – where the subject image is one to ten times larger on the film. -
USB Microscope User's Manual
USB Microscope User’s Manual (Win & Mac) z Introduction Thank you for your choice of our product - it is a high-tech while easy to use Digital Microscope. With this unit you may see a unique & “bigger” world. It is applicable in many fields such as visual inspection on electronic components, and materials in a full range of uses, beauty shop and education. We recommend you reading this manual FIRST to get the best out of this unit. Computer System Requirements: Windows 98SE/ME/2000/XP/VISTA & Mac OS X 10.5 or above P4 1.8 or above RAM: 256M Video Memory: 32M USB port: 2.0 CD-ROM Drive z Technical Specifications Image sensor 1.3 Mega Pixels (interpolated to 2M) Still capture resolution 1600x1200, 1280x1024, 800x600, 640x480, 352x288, 320x240, 160x120 Video capture resolution 1600x1200, 1280x1024, 800x600, 640x480, 352x288, 320x240, 160x120 Color 24 bit RGB Lens Dual Axis 27X & 100X microscope lens Focus Range Manual focus from 10mm to infinity Flicker Frequency 50Hz/60Hz Frame Rate Max 30f/s under 600 Lus Brightness Magnification Ratio 20X to 200X Shutter Speed 1 sec. to 1/1000 sec. Video format AVI Photo format JPEG or BMP White balance Auto Exposure Auto Light source 4 LED (switchable by software) PC interface USB2.0 Power source 5V DC from USB port Operation system Windows2000/XP/Vista, Mac OS X 10.5 or above OSD language English, German, Spanish, Korean, French, Russian Bundle software MicroCapture Size 110mm (L) x 33mm (R) z Install the software Insert the driver CD into CD-ROM Drive and this will automatically display the following interface: 1. -
Microscopes & Magnifiers
Microscopes & Magnifiers Microscopes & Magnifiers 245 Science Bundles 244 Full range of Microscopes & Magnifiers available at: www.rapidonline.com Science Bundles Biology Organs Model Bundle Dissection Value Bundle Lungs, Heart & Kidney Order code 78-7206 Order code 78-7213 £42.69 £91.99 Metal Block Calorimeter Bundle Chemistry Basics Bundle Order code 78-7207 Laboratory Order code 78-7210 Retort Stand £ 5 8 .14 Set £97.87 Order code 52-3705 £10.50 Thermal Energy Bundle Order code 78-7214 £14 .95 Image: Freepik.com Microscopes & Magnifiers 245 Microscopes & Magnifiers Cannot see the microscope or instrument you require? PentaView LCD Digital Microscope Labs Compound Microscopes These compound Celestron’s entire range can be ordered microscopes from Celestron are with us, simply email your enquiry to strong, stable quality instruments suitable [email protected]. for both hobbyists and students. They are manufactured with an all-metal construction and are ideal for the home, school or college. The lab-ready Optical Microscope Beginners Kit microscopes have 10x This beginners kit and 20x/25x eyepieces from Celestron with 4x, 10x and 40x features a quality objective lenses. View microscope suitable for specimens at 40x, 100x, Education any budding scientist 250x, 400x, 800x/1000x taking their first steps magnification. into the world of This digital microscope from Celestron is a quality Built-in, adjustable microscopy. Whether instrument suitable for both hobbyists and students, • LED illumination it’s at home, school or providing superb images for educational and research 3 x AA batteries (supplied) college, this entry-level institutions. The microscope has been designed with • kit with magnification a host of rich features, including a 5MP CMOS sensor, Technical specification 5 x fully achromatic lens objectives, fine and coarse focus, Part code Manu part Magnification Eyepieces from 40x to 600x 52-9645 44128-CGL 800x 10x and 20x provides the perfect mechanical stage and a 4.3in colour LCD touchscreen, 52-9647 44229-CGL 1000x 10x and 25x 14 tool. -

Self-Healing of Impact Damage in Vascular Fiber-Reinforced Composites
SELF-HEALING OF IMPACT DAMAGE IN VASCULAR FIBER-REINFORCED COMPOSITES BY KEVIN RICHARD HART DISSERTATION Submitted in partial fulfillment of the requirements for the degree of Doctor of Philosophy in Aerospace Engineering in the Graduate College of the University of Illinois at Urbana-Champaign, 2016 Urbana, Illinois Doctoral Committee: Professor Scott White, Chair Professor Nancy Sottos Professor Philippe Geubelle Professor John Lambros ABSTRACT Vascular fiber-reinforced composites mimic biological systems to allow pluripotent multifunctional behavior in synthetic engineering materials. In this dissertation, methods are explored for recovering mechanical performance of a composite material after an out-of-plane impact event using vascular self-healing technologies. To date, the critical damage modes which occur during out-of-plane impact that most significantly contribute to reductions in post- impact performance have not been identified and methods for delivering healing agents to those critical regions using internal vascular networks has not been explored. In this dissertation, out-of-plane impact damage is quantified and correlated with reductions in post- impact mechanical performance. Additionally, healing of impact-induced damage is demonstrated using vascular delivery of epoxy and amine based agents. An alternate healing agent chemistry for potential use in vascular healing schemes is also discussed. This work is the first to detail methods for healing impact-induced damage in vascular composites using segregated healing agent components and paves the way for the adoption of self-healing vascular materials in commercial applications. ii ACKNOWLEDGEMENTS I’m extremely fortunate in my life to be surrounded with amazing people. Adversity presents itself in many ways throughout the course of a graduate career and without the presence of great people in my life, I would not have completed this journey. -

Powerful, Portable, Versatile INDEX
Dino-Lite: powerful, portable, versatile INDEX UNIVERSAL RANGE HIGH MAGNIFICATION RANGE Universal range 5 Special technologies: EDOF - Extended Depth Of Field 8 High magnification range 9 Long Working Distance range 13 Special Lighting range 17 High Speed Real Time range 27 Basic range 33 Special technologies: EDR – Extended Dynamic Range 36 Mobile / Wireless range 37 5 9 Dino-Lite Medical range 41 Microscope Eyepiece cameras 45 Accessories 51 BASIC RANGE MOBILE / WIRELESS RANGE Accessories – Professional stands 52 Accessories– Basic stands 55 Accessories – Light & Control 57 Dino-Lite software 59 Dino-Lite for integration partners + SDK 62 Dino-Lite model overview 64 33 37 LONG WORKING DISTANCE RANGE SPECIAL LIGHTING RANGE HIGH SPEED REAL TIME RANGE INDEX 13 17 27 MEDICAL RANGE EYEPIECE CAMERAS RANGE ACCESSORIES 41 45 51 Dino-Lite digital microscopes provide a powerful, portable and feature rich solution to microscopic inspection at up to 900x magnification and 5 Megapixel resolution high quality imaging and optics, feature rich software and advanced hardware features that sets the Dino-Lite range apart from any comparable products. As the inventor of the handheld digital USB microscope, Dino-Lite is now the market leader and industry standard for digital handheld microscopes. Nowadays the Dino-Lite digital microscope is an irreplaceable instrument for thousands of companies and professionals worldwide. With over 150 models the Dino-Lite range offers multiple connectivity options: USB, TV or VGA, as well as specialized illumination, such as ultraviolet or infrared, and numerous magnification ranges. A wide range of stands and accessories completes the product line-up and ensures that the Dino-Lite range offers solutions to meet the needs of the home user through to the most demanding professional. -

Microscopes MI Introduction / Compact
Registration Web Table-of-Contents Microscopes MI Introduction / Compact Table of Contents Compact Microscopes ......................................................... 935–936 Specialty Microscopes ........................................................ 952–953 Stereo and Stereozoom Microscopes ............................... 937–945 Inspection microscope ............................................................. 952 Cole-Parmer® stereo & stereozoom microscopes ......... 937–939 Leica CME phase contrast microscopes ................................. 952 Modular stereomicroscopes ........................................... 940–941 Metallurgical microscopes ...................................................... 953 Preassembled stereozoom microscope systems .......... 942–943 Microscope Cameras ........................................................... 953–956 Cole-Parmer stereo & stereozoom camera microscopes ..... 944 “Plug and Play” USB microscope ......................................... 953 Stereozoom with digital camera microscope ........................ 945 Digital microscope camera with software ............................. 954 Compound Microscopes ..................................................... 946–951 Advanced digital microscope systems ................................... 955 Compound microscopes ................................................. 946–947 Digital 1.3 and 2.0 megapixel cameras .................................. 956 Cole-Parmer compound microscopes .................................... 948 Video Microscopes -

Digital Microscope Connection Instructions
Digital Microscope Connection Instructions Important Notes: • The microscope lights will come on when the microscope is plugged in properly and remain on until it is unplugged from the computer. • We are not downloading the microscope software. The red buttons on the microscope will not function as a result. • The microscope is essentially functioning as a webcam and you will use the functionality in your computer’s camera application. 1. Instructions for Mac Users: Note: Additional Photo Booth application instruction can be found at: https://support.apple.com/guide/photo-booth/welcome/mac • Plug in microscope (using the adapter if necessary) and make sure it is on • The Mac will connect and set the microscope up as a device • Open the computer’s Photo Booth application from the Launchpad • The image you see in the Photo Booth application window should be what the microscope is focused on o You may need to switch the camera from the laptop to the microscope using the application menu bar 2. Instructions for PC Users Note: Additional Camera application instruction can be found at: https://support.microsoft.com/en-us/windows/how-to-use-the-camera-app-ea40b69f-be6a-840e-9c8c- 1fd6eea97c22#:~:text=If%20your%20PC%20has%20a%20built- in%20camera%20or,more%20info%20about%20using%20your%20camera%20or%20webcam 2.A For the Microscope in the White Box – USB2.0 UVC PC Camera • Plug in microscope (using the adapter if necessary) and make sure it is on • The PC should connect and set the microscope up as a device • Open the computer’s Camera application by using either the Windows Start Menu on the bottom left or by using ThisPC/MyComputer • The image you see in the Camera application window should be what the microscope is focused on o You may need to switch the camera from the laptop to the microscope by clicking on the flip camera icon or using the application menu bar • If not, the drivers did not download automatically. -

Aven 2020 Digital Catalog
® Tools for Advancing AVEN Innovation™ Digital Catalog 2020 aventools.com ® Tools for Advancing Table of Contents AVEN Innovation™ CATEGORY PAGE SharpVue® Inspection Systems 3 Digital Microscopes 4-6 Stereo Zoom Microscopes 7-13 Video Inspection Systems 14-22 Microscope & Video Accessories 23-28 Magnifiers 29-31 Magnifying Lamps & Accessories 32-34 Task Lights 35 Hand Tools 36-45 Precision Cutters & Pliers 46-54 Tweezers 55-63 Soldering & Desoldering Tools 64-68 SharpVue® Inspection System & Accessories 26700-135 Email | [email protected] Phone | 734.973.0099 2 AvenTools.com ® ® Tools for Advancing SharpVue Inspection Systems AVEN Innovation™ SharpVue® PLUS Inspection System Item # 26700-136 Aven’s SharpVue Plus combines cutting-edge technology with comfort and ease of use. The SharpVue Plus has carried over all the popular features of the original SharpVue system, such as the attractive compact design and its fixed 11-inch working distance. The SharpVue Plus’s advanced camera technology offers improved image quality at up to 30x magnification, with a DisplayPort output that provides a real-time 1080p HD video image with little-to-no lag time. Large 11" working distance SharpVue® XT Inspection System Item # 26700-136 The SharpVue® XT camera is mounted to a telescoping arm with a horizontal range of 6in to 16.5in, giving users the ability to adjust the camera position both horizontally and vertically. This innovative feature allows users to upgrade their magnification or working distance, as well as scan over larger objects. The SharpVue® XT utilizes advanced camera technology, with USB and DisplayPort outputs along with the ability to save images to a USB drive. -
Microscopes & Refractometers
GB MICROSCOPES & REFRACTOMETERS for laboratories, industry, food industry and quality assurance KERN Pictograms 360° rotatable Fluorescence illumination WLAN data interface microscope head for compound microscopes For transmitting of the picture to a With 3 W LED illumination and filter mobile display device Monocular Microscope Phase contrast unit HDMI digital camera For the inspection with one eye For a higher contrast For direct transmitting of the picture to a display device Binocular Microscope Darkfield condenser/unit PC software For the inspection with both eyes For a higher contrast due to To transfer the measurements indirect illumination from the device to a PC. Trinocular Microscope Polarising unit Automatic temperature compesation For the inspection with both eyes and To polarise the light For measurements between the additional option for the connection 10 °C and 30 °C of a camera Abbe Condenser Infinity system Protection against dust and water With high numerical aperture for the Infinity corrected optical system splashes IPxx concentration and the focusing of light The type of protection is shown by the pictogram. Halogen illumination Zoom magnification Battery operation For pictures bright and rich in contrast For stereomicroscopes Ready for battery operation. The battery type is specified for each device. LED illumination Integrated scale Battery operation rechargable Cold, energy saving and especially In the eyepiece Prepared for a rechargable battery long-life illumination operation Incident illumination SD card Mains adapter For non-transparent objects For data storage 230V/50Hz in standard version for EU. On request GB, AUS or USA version. Transmitting illumination USB 2.0 digital camera Power supply For transparent objects For direct transmitting of the Integrated in balance. -

An Innovative Low Cost Two-Dimensional Noncontact
Repurposing Technology: An Innovative Low Cost Two-Dimensional Noncontact Measurement Tool by Linda L. Graham A Thesis Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in Technology Approved October 2011 by the Graduate Supervisory Committee: Russell Biekert, Chair Narciso Macia Robert Meitz ARIZONA STATE UNIVERSITY December 2011 ©2011 Linda L. Graham All Rights Reserved ABSTRACT Two-dimensional vision-based measurement is an ideal choice for measuring small or fragile parts that could be damaged using conventional contact measurement methods. Two-dimensional vision-based measurement systems can be quite expensive putting the technology out of reach of inventors and others. The vision-based measurement tool design developed in this thesis is a low cost alternative that can be made for less than $500US from off-the-shelf parts and free software. The design is based on the USB microscope. The USB microscope was once considered a toy, similar to the telescopes and microscopes of the 17 th century, but has recently started finding applications in industry, laboratories, and schools. In order to convert the USB microscope into a measurement tool, research in the following areas was necessary: currently available vision-based measurement systems, machine vision technologies, microscope design, photographic methods, digital imaging, illumination, edge detection, and computer aided drafting applications. The result of the research was a two- dimensional vision-based measurement system that is extremely versatile, easy to use, and, best of all, inexpensive. i DEDICATION This thesis is dedicated to the friendship and memory of Patricia Anne McAllister Moffatt. 1942 – 2011 ii ACKNOWLEDGEMENTS This thesis took almost a year to complete. -

Microscopes and Observation Systems \ USB Handheld Microscopes
Microscopes and observation systems \ USB handheld microscopes Stands for USB microscopes Application: Ident. No. 085: Sturdy column stand with large boom arm, fast vertical adjust- Ident. No. 080: Standard column stand with focussing facility via turning knob. ment and fi ne focus adjustment. 180 mm height adjustable, 150 mm horizontal 50 mm height adjustment. Holder on column rotatable by 360° with focussing extension arm incl. 150 mm extension, holder on column rotatable by 360°, facility. focussing facility. Ident. No. 081: Column stand with articulated arm and focussing facility via Ident. No. 087: Stable column stand. Base 155 x 220 mm, 182 mm height turning knob. 200 mm height adjustment. Holder on column rotatable by 360° adjustable, 100 mm adjustment in Y axis and 90 mm adjustment in X axis, X and with focussing facility. Y adjustment via toothed racks, Z adjustment via threaded rod Ident. No. 083: Column stand with extension arm and focussing facility via turn- ing knob. 200 mm height adjustment, 250 mm horizontal extension arm. Holder Technical data: on column rotatable by 360° with focussing facility. Stand design: Column stand Ident. No. 080 Ident. No. 081 Ident. No. 083 Ident. No. 085 Ident. No. 087 MS-34B stand MS-35B stand MS-36B stand RK-10A Model MS-34B MS-35B MS-36B RK-10A MSAK890 Width x height x depth 75 x 130 x 115 mm 150 x 305 x 220 mm 150 x 305 x 220 mm 150 x 230 x 220 mm 150 x 240 x 220 mm Ident. No. 080 081 083 085 087 41613..