Understanding UV Output Technical Note
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Radiant Heating with Infrared
W A T L O W RADIANT HEATING WITH INFRARED A TECHNICAL GUIDE TO UNDERSTANDING AND APPLYING INFRARED HEATERS Bleed Contents Topic Page The Advantages of Radiant Heat . 1 The Theory of Radiant Heat Transfer . 2 Problem Solving . 14 Controlling Radiant Heaters . 25 Tips On Oven Design . 29 Watlow RAYMAX® Heater Specifications . 34 The purpose of this technical guide is to assist customers in their oven design process, not to put Watlow in the position of designing (and guaranteeing) radiant ovens. The final responsibility for an oven design must remain with the equipment builder. This technical guide will provide you with an understanding of infrared radiant heating theory and application principles. It also contains examples and formulas used in determining specifications for a radiant heating application. To further understand electric heating principles, thermal system dynamics, infrared temperature sensing, temperature control and power control, the following information is also available from Watlow: • Watlow Product Catalog • Watlow Application Guide • Watlow Infrared Technical Guide to Understanding and Applying Infrared Temperature Sensors • Infrared Technical Letter #5-Emissivity Table • Radiant Technical Letter #11-Energy Uniformity of a Radiant Panel © Watlow Electric Manufacturing Company, 1997 The Advantages of Radiant Heat Electric radiant heat has many benefits over the alternative heating methods of conduction and convection: • Non-Contact Heating Radiant heaters have the ability to heat a product without physically contacting it. This can be advantageous when the product must be heated while in motion or when physical contact would contaminate or mar the product’s surface finish. • Fast Response Low thermal inertia of an infrared radiation heating system eliminates the need for long pre-heat cycles. -
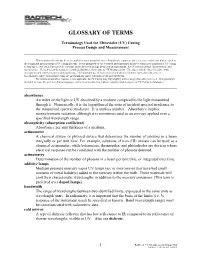
Glossary of Terms
GLOSSARY OF TERMS Terminology Used for Ultraviolet (UV) Curing Process Design and Measurement This glossary of terms has been assembled in order to provide users, formulators, suppliers and researchers with terms that are used in the design and measurement of UV curing systems. It was prompted by the scattered and sometimes incorrect terms used in industrial UV curing technologies. It is intended to provide common and technical meanings as used in and appropriate for UV process design, measurement, and specification. General scientific terms are included only where they relate to UV Measurements. The object is to be "user-friendly," with descriptions and comments on meaning and usage, and minimum use of mathematical and strict definitions, but technically correct. Occasionally, where two or more terms are used similarly, notes will indicate the preferred term. For historical and other reasons, terms applicable to UV Curing may vary slightly in their usage from other sciences. This glossary is intended to 'close the gap' in technical language, and is recommended for authors, suppliers and designers in UV Curing technologies. absorbance An index of the light or UV absorbed by a medium compared to the light transmitted through it. Numerically, it is the logarithm of the ratio of incident spectral irradiance to the transmitted spectral irradiance. It is unitless number. Absorbance implies monochromatic radiation, although it is sometimes used as an average applied over a specified wavelength range. absorptivity (absorption coefficient) Absorbance per unit thickness of a medium. actinometer A chemical system or physical device that determines the number of photons in a beam integrally or per unit time. -

Radtech Buyers Guide
UV Glossary Feature of Terms Terminology Used for Ultraviolet (UV) Curing Process Design and Measurement This glossary of terms has been assembled in order to provide users, formulators, suppliers and researchers with terms that are used in the design and measurement of UV-curing systems. It was prompted by the scattered and sometimes incorrect terms used in industrial UV-curing technologies. It is intended to provide common and technical meanings as used in and appropriate for UV process design, measurement and specification. General scientific terms are included only where they relate to UV Measurements. The object is to be “user-friendly,” with descriptions and comments on meaning and usage, and minimum use of mathematical and strict definitions, but technically correct. Occasionally, where two or more terms are used similarly, notes will indicate the preferred term. For historical and other reasons, terms applicable to UV curing may vary slightly in their usage from other sciences. This glossary is intended to “close the gap” in technical language, and is recommended for authors, suppliers and designers in UV-curing technologies. absorbance had small amounts of metal halide(s) wavelengths (IR) are called “cold An index of the light or UV absorbed added to the mercury within the bulb. mirrors,” while reflectors having by a medium compared to the light These materials will emit their character- enhanced reflectance to long transmitted through it. Numerically, it is istic wavelengths in addition to the wavelengths are called “hot mirrors.” the logarithm of the ratio of incident mercury emissions. [This term is diffuse spectral irradiance to the transmitted preferred over doped lamps.] A characteristic of a surface that spectral irradiance. -
Principles and Techniques of Remote Sensing
EE/Ae 157a Introduction to the Physics and Techniques of Remote Sensing Week 2: Nature and Properties of Electromagnetic Waves 2-1 TOPICS TO BE COVERED • Fundamental Properties of Electromagnetic Waves – Electromagnetic Spectrum, Maxwell’s Equations, Wave Equation, Quantum Properties of EM Radiation, Polarization, Coherency, Group and Phase Velocity, Doppler Effect • Nomenclature and Definition of Radiation Quantities – Radiation Quantities, Spectral Quantities, Luminous Quantities • Generation of Electromagnetic Radiation • Detection of Electromagnetic Radiation • Overview of Interaction of EM Waves with Matter • Interaction Mechanisms Throughout the Electromagnetic Spectrum 2-2 ELECTROMAGNETIC SPECTRUM 2-3 MAXWELL’S EQUATIONS B E t D H J t B 0r H D 0 rE E 0 B 0 2-4 WAVE EQUATION From Maxwell’s Equations, we find: E H 0 r t 2E 0 r 0 r t 2 E E 2E 2E 2E 0 0 r 0 r t2 This is the free-space wave equation 2-5 SOLUTION TO THE WAVE EQUATION For a sinusoidal field, the wave equation reduces to 2 2 E 2 E 0 cr The solution to this equation is of the form E Aei kr t The speed of light is given by 1 c0 cr 0 r 0r r r 2-6 QUANTUM PROPERTIES OF EM RADIATION • Maxwell’s equations describe mathematically smooth motion of fields. • For very short wavelengths, it fails to describe certain significant phenomena when the wave interacts with matter. • In those cases, a quantum description is more appropriate. • In this description, the EM radiation is presented by a quantized burst with energy Q proportional to the -

6 Black-Body Radiation [Ch
6 Black-body radiation The subjects for consideration in this chapter are the black-body model, which is of primary importance in thermal radiation theory and practice, and the fundamental laws of radiation of such a system. Natural and arti®cial physical objects, which are close in their characteristics to black bodies, are considered here. The quantitative black-body radiation laws and their corollaries are analysed in detail. The notions of emissivity and absorptivity of physical bodies of grey-body radiation character are also introduced. The Kirchholaw, its various forms and corollaries are analysed on this basis. 6.1 THE IDEAL BLACK-BODY MODEL: HISTORICAL ASPECTS The ideal black-body notion (hereafter the black-body notion) is of primary impor- tance in studying thermal radiation and electromagnetic radiation energy transfer in all wavelength bands. Being an ideal radiation absorber, the black body is used as a standard with which the absorption of real bodies is compared. As we shall see later, the black body also emits the maximum amount of radiation and, consequently, it is used as a standard for comparison with the radiation of real physical bodies. This notion, introduced by G. Kirchhoin 1860, is so important that it is actively used in studying not only the intrinsic thermal radiation of natural media, but also the radiations caused by dierent physical nature. Moreover, this notion and its characteristics are sometimes used in describing and studying arti®cial, quasi- deterministic electromagnetic radiation (in radio- and TV-broadcasting and commu- nications). The emissive properties of a black body are determined by means of quantum theory and are con®rmed by experiment. -

Advanced Global Illumination
Advanced Global Illumination Philip Dutré (co-organizer) Departement of Computer Science Katholieke Universiteit Leuven BELGIUM Kavita Bala (co-organizer) Program of Computer Graphics Cornell University USA Philippe Bekaert Max-Planck-Institut für Informatik Saarbrücken GERMANY SIGGRAPH 2002 Course 2 (Half Day) Course Abstract In this course, we describe the fundamentals of light transport and techniques for computing the global distribution of light in a scene. The main focus will be on the light transport simulation since the quality and efficiency of a photo-realistic renderer is determined by its global illumina- tion algorithm. We explain the basic principles and fundamentals behind algorithms such as sto- chastic ray tracing, path tracing, light tracing and stochastic radiosity. Presenters Philip Dutré Assistant Professor Department of Computer Science, University of Leuven Celestijnenlaan 200A B-3001 Leuven BELGIUM Email: [email protected] URL: http://www.cs.kuleuven.ac.be/~phil/ Philip Dutré is an assistant professor at the Department of Computer Science at the Katholieke Universiteit Leuven, Belgium. Previously, he was a post-doctoral research associate in the Program of Computer Graphics at Cornell University. He received a Ph.D. in Computer Science from the Katholieke Universiteit Leuven, Belgium in 1996, titled “Mathematical Frame-works and Monte Carlo Algorithms for Global Illu- mination in Computer Graphics” under supervision of Prof. Dr. Y. Willems. His current research interests include real-time global illumination, probabilistic visibility, accurate shadows and augmented reality. He is involved in teaching undergraduate and graduate courses covering computer graphics and rendering algorithms. He is the author of several papers on global illumination algorithms and the light transport problem. -

Electronic Modulation of Infrared Emissivity in Graphene Plasmonic Resonators
Electronic modulation of infrared emissivity in graphene plasmonic resonators Victor W. Brar *&, Michelle C. Sherrott *#, Luke A. Sweatlock ~#, Min Seok Jang *%, Laura Kim*, Mansoo Choi %^ and Harry A. Atwater * * Thomas J. Watson Laboratory of Applied Physics, California Institute of Technology, Pasadena California 91125, United States ~ Nanophotonics and Metamaterials Laboratory, Northrop Grumman Aerospace Systems, Redondo Beach California 90250, United States & Kavli Nanoscience Institute, California Institute of Technology, Pasadena, California 91125, United States # Resnick Sustainability Institute, California Institute of Technology, Pasadena California 91125, United States % Global Frontier Center for Multiscale Energy Systems, Seoul National University, Seoul 151-747, Republic of Korea ^ Division of WCU Multiscale Mechanical Design, School of Mechanical and Aerospace Engineering, Seoul National University, Seoul 151-742, Republic of Korea Abstract Electronic control of blackbody emission from graphene plasmonic resonators on a silicon nitride substrate is demonstrated at temperatures up to 250̊ C. It is shown that the graphene resonators produce antenna-coupled blackbody radiation, manifest as narrow spectral emission peaks in the mid-IR. By continuously varying the nanoresonators carrier density, the frequency and intensity of these spectral features can be modulated via an electrostatic gate. We describe these phenomena as plasmonically enhanced radiative emission originating both from loss channels associated with plasmon decay in the graphene sheet and from vibrational modes in the SiN. 1 All matter at finite temperatures emits electromagnetic radiation due to the thermally induced motion of particles and quasiparticles. The emitted spectrum is characterized as: 1 , , 4 1 where I is the spectral radiant energy density (spectral radiance), T the absolute temperature in Kelvin, reduced Planck’s constant, angular frequency, c the speed of light in vacuum, kb the Boltzmann constant, and the material spectral emissivity. -

Peak Irradiance & Energy Density
Peak Irradiance & Energy Density What They Are and How They Can Be Managed for UV Curing Applications A Phoseon Technology White Paper April 2018 Irradiance or Energy Density? Understanding the Difference Between Them and Why Both Matter Overview In the printing industry, professionals have used an array of techniques, including forced air, infrared heat, electron beam and UV light to dry inks, coatings, and adhesives on everything from newspapers and magazines, to flexible and rigid packaging, labels, and signage. For industrial applications, energy from conventional ultraviolet (UV) arc and microwave lamps is often used to cure adhesives, coatings, paints and varnishes. Historically, these methods have worked with various degrees of success, albeit with excessive heat and limited control of the final product, often resulting in less-than-perfect results and excessive scrappage. These drying methods are still widely used today. In some cases, non-UV processes are preferred. While many manufacturers continue to use a broad range of techniques for their curing applications, an increasing number are embracing UV LED due to its numerous benefits, including the ability to generate higher yields, reduced scrap, lower running and maintenance costs and precision control. Furthermore, the UV output from LED curing systems remains consistent over the life of the device and provides a more uniform result than arc and microwave lamps. That means tighter process control, less downtime, greater plant utilization and an overall better and more consistent product. 2 | © Phoseon Technology 2018 Irradiance or Energy Density? Understanding the Difference Between Them and Why Both Matter How UV LED Curing Works What is a UV LED? UV curing is a photopolymerization process that uses UV energy to UV Light Emitting Diodes change a formulation of non-crosslinked solids into a crosslinked (LEDs) are a solid-state solid. -

Radiation Heat Transfer in Combustion Systems
Prog. Energy Combust. Sci. 1987. Voh 13, pp. 97-160. 0360-1285/87 $0.00 +.50 Printed in Great Britain. All rights reserved. Copyright O 1987 Pergamon Journals Ltd. RADIATION HEAT TRANSFER IN COMBUSTION SYSTEMS R. VISKANTA* and M. P. MENGOqt *School oJ Mechanical Engineering, Pttrdue University, West LaJ~tyette, IN 47907, U.S.A. tDepartment q/Mechanical Engineeriny, University of Kentucky, Lexington, K Y40506, U.S.A. Abstract An adequate treatment of thermal radiation heat transfer is essential to a mathematical model of the combustion process or to a design of a combustion system. This paper reviews the fundamentals of radiation heat transfer and some recent progress in its modeling in combustion systems. Topics covered include radiative properties of combustion products and their modeling and methods of solving the radiative transfer equations. Examples of sample combustion systems in which radiation has been accounted for in the analysis are presented. In several technologically important, practical combustion systems coupling of radiation to other modes of heat transfer is discussed. Research needs are identified and potentially promising research topics are also suggested. CONTENTS Nomenclature 98 1. Introduction 98 2. Radiative Transfer 100 2.1. Radiative transfer equation 100 2.2. Conservati_on of radiant energy equation 104 2.3. Turbulence/radiative interaction 104 3. Radiative Properties of Combustion Products 106 3.1. Radiative properties of combustion gases 107 3.1.1. Narrow-band models 107 3.1.2. Wide-band models 107 3.1.3. Total absorptivity emissivity models 109 3.1.4. Absorption and emission coefficients 109 3.l.5. Effect of absorption coefficient on the radiative heat flux predictions 111 3.2. -
Computational Methods for Realistic Image Synthesis
University of Pennsylvania ScholarlyCommons IRCS Technical Reports Series Institute for Research in Cognitive Science December 1996 Computational Methods for Realistic Image Synthesis Min-Zhi Shao University of Pennsylvania Follow this and additional works at: https://repository.upenn.edu/ircs_reports Shao, Min-Zhi, "Computational Methods for Realistic Image Synthesis" (1996). IRCS Technical Reports Series. 113. https://repository.upenn.edu/ircs_reports/113 University of Pennsylvania Institute for Research in Cognitive Science Technical Report No. IRCS-96-35. This paper is posted at ScholarlyCommons. https://repository.upenn.edu/ircs_reports/113 For more information, please contact [email protected]. Computational Methods for Realistic Image Synthesis Abstract In this thesis, we investigate the computational methods for both diffuse and general reflections in realistic image synthesis and propose two new approaches: the overrelaxation solution and the Bernstein polynomial solution. One of the major concerns with the radiosity method is its expensive computing time and memory requirements. In this thesis, we analyze the convergence behavior of the progressive refinement adiosityr method and propose two overrelaxation algorithms: the gathering and shooting solution and the positive overshooting solution. We modify the conventional shooting method to make the optimal use of the visibility information computed in each iteration. Based on a concise record of the history of the unshot light energy distribution, a solid convergence speed-up is achieved. Though a great effort has been made to extend the radiosity method to accommodate general non- diffuse reflection, the current algorithms are still quite limited to simple environment settings. In this thesis, we propose using the piecewise spherical Bernstein basis functions over a geodesic triangulation to represent the radiance function. -
Spectroradiometry Methods: a Guide to Photometry and Visible Spectroradiometry
SPECTRORADIOMETRY METHODS: A GUIDE TO PHOTOMETRY AND VISIBLE SPECTRORADIOMETRY Written By William E. Schneider, Richard Young, Ph.D Application Note: A14 Jan 2019 As part of our policy of continuous product improvement, we reserve the right to change specifications at any time. 1. SPECTRORADIOMETRY METHODS 1.1. Spectroradiometrics vs Photometric Quantities (Definitions and Units) 1.1.1. Radiometric Quantities. 1.1.2. Photometric Quantities. 1.1.3. Spectroradiometric Quantities. 1.1.4. Transmittance. 1.1.5. Reflectance. 1.1.6. Spectral Responsivity 1.2. SPECTRORADIOMETRIC STANDARDS. 1.2.1. Blackbody Standards. 1.2.2. Basic Spectroradiometric Standards. 1.2.3. Special Purpose Spectroradiometric Standards. 1.3. SPECTRORADIOMETRIC INSTRUMENTATION - GENERAL 1.3.1. The Wavelength Dispersing Element 1.3.2. Collimating and Focusing Optics 1.3.3. The Wavelength Drive Mechanism 1.3.4. Stray Light 1.3.5. Blocking Filters 1.3.6. Grating Optimization 1.3.7. Detectors 1.3.8. Signal Detection Systems 1.3.9. Monochromator Throughput and Calibration Factors 1.3.10. Slits and Aperture Selection 1.3.11. Throughput vs Bandpass 1.4. PERFORMANCE SPECIFICATIONS 1.4.1. f-number 1.4.2. Wavelength Accuracy / Resolution / Repeatability 1.4.3. Bandpass 1.4.4. Sensitivity and Dynamic Range 1.4.5. Stray Light 1.4.6. Scanning Speeds 1.4.7. Stability 1.4.8. Software and Automation 1.5. SPECTRORADIOMETRIC MEASUREMENT SYSTEMS. 1.5.1. Source Measurements / Input Optics / System Calibration 1.5.2. Spectral Transmittance 1.5.3. Spectral Reflectance 1.5.4. Spectral Responsivity. 1.6. CALCULATING PHOTOMETRIC AND COLORMETRIC PARAMETERS 1.6.1. -

Radiative Transfer Nomenclature, Symbols and Units
Radiative Transfer Nomenclature, Symbols and Units R.G. Grainger June 11, 2009 1 2 List of Recommended Symbols Symbol Quantity Latex Expression φ azimuth angle θ zenith angle ω solid angle Ω projected solid angle ν frequency λ wavelength ν˜ wavenumber ω angular frequency k angular wavenumber Q energy Φ radiant flux E irradiance I radiant intensity L radiance T transmittance T band transmittance \overline{{\cal T}} χ optical path \chi τ optical depth \tau 3 4 Preface The introduction “in the abstract” of so many new units, some rarely used and others misused, is not very palatable pedagogically. Pedrotti et al. (2006) Because atmospheric science cuts across a number of traditional disciplines in physics and chemistry, symbols nomenclature and units can be even more of a problem than usual. Houghton (1979) There is no standard system of symbols, terms, and units for radiative transfer quantities; each radiation subcommunity has its own distinctive and mutually incompatible traditions. Petty (2004) A good atmospheric radiative transfer text often has a paragraph in the Preface decrying the notation used by other authors. So this work is my attempt to define a standard set of names, symbols and units. Fortunately the wide adoption of the mkgs system means that units are not much of an issue, and there are only a few atmospheric terms where the nomenclature is unclear. It is the wide variation in the use of symbols that baffles the student and trips the expert. This document is a brief review of the symbols recommended by bodies such as the International Organization for Standardization as well as those that are commonly found in academic literature.