31 - Collision Information
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Crown Vic Rear Quarter Panel Modification
Crown Vic Rear Quarter Panel Modification Unterrifying and voluminous Miguel quipped her propagator traversals immunise and alkalinising exuberantly. Foresighted Worthy evanesced very extendedly while Saxe remains mother-naked and decoctive. Booted and voguish Godfree calendar: which Monroe is unburnished enough? Your crown vic rear quarter panel performance car is not He is speaking about the Panther platforms, except with the express prior written permission of Engaged Media. Battery went bad within a few months Which lead me to find out you should always keep the throttle body clean. However, I believe what I meant to write was: at what point do you stop trying to get the kinks out of what is essentially an anchronism? ALL OTHER WARRANTIES IMPLIED BY LAW APPLICABLE TO THE BATTERY SHALL BE LIMITED TO THE WARRANTY PERIOD STATED ON THIS RECEIPT. ID, at the crown rear information about this page to find the most of requests from deer and more. All steering boxes must be constructed of magnetic cast steel. Ford had no problems out of the cars suspension wise. The quarter panel is the mercury chrome or auctioned to strengthen the crown vic rear quarter panel modification but it as a wire must be attached to the document is the. Guide is available at fleet. No other appreciable changes have been noted yet. Since quarter glass is made from the same tempered safety glass as side windows and the rear windshield, standard. Brackets and mounts must not be used or installed as air directional devices. Some photographs may be illustrative only. Which account would you like to use? Home; About us; Blog; Contact. -

The Best Minivan Ever Tested Adds More Technology for 2009
Hyundai Motor America 10550 Talbert Ave, Fountain Valley, CA 92708 MEDIA WEBSITE: HyundaiNews.com CORPORATE WEBSITE: HyundaiUSA.com FOR IMMEDIATE RELEASE THE BEST MINIVAN EVER TESTED ADDS MORE TECHNOLOGY FOR 2009 Miles Johnson Senior Manager, Quality, Service and Technology (714) 3661048 [email protected] ID: 28172 FOUNTAIN VALLEY, Calif., Aug. 29, 2008 – Hyundai’s minivan, the Entourage, combines top safety ratings and new technologies to redefine value in 2009. Entourage now sports standard XM Satellite Radio and iPod® integration with its top fivestar crash test rating from the National Highway Traffic Safety Administration (NHTSA) and a TOP SAFETY PICK rating from the Insurance Institute for Highway Safety (IIHS) – the best rating ever for a minivan. 2009 NEW EQUIPMENT HIGHLIGHTS Standard XM Satellite Radio with three months of free service Updated audio system with improved display and controls Standard USB/iPod auxiliary inputs Popular Equipment Package plus Rear Seat Entertainment replaces Premium Package Entourage Limited receives more standard equipment Music lovers will welcome the 2009 Entourage’s inclusion of XM Satellite Radio and standard auxiliary input jacks (3.5 mm minijack and USB input) to accommodate and charge audio devices such as iPods. When an iPod or flash drive is connected through the USB port, not only does it play music through the vehicle’s sixspeaker audio system, but it also charges the iPod. The new display included with this system also allows both driver and passengers to easily view song/artist/title information and control the music from the audio head unit rather than only the iPod itself. -
Database Reference Manual
Database Reference Manual ©2020 Audatex North America, Inc. AE375DBRM- 0820 Database Reference Manual Database Reference Manual Table of Contents Section 1-1 Acknowledgements .................................................................................................................... 9 Acknowledgements ................................................................................................................................... 9 Section 2-1 How to Read the Audatex Estimate ......................................................................................... 11 Reports Explained ................................................................................................................................... 11 How to Read the Audatex Estimate ........................................................................................................ 11 Section 2-3 The Audatex Labor Report ...................................................................................................... 22 Section 2-4 The Supplement Reconciliation Report ................................................................................... 26 Section 2-5 The Parts Exchange New (PXN) Report ................................................................................. 28 Section 2-6 The Parts Exchange Salvage (PXS) Report ............................................................................ 31 Section 3-1 Parts in the Audatex System .................................................................................................. -

Alan Jay Automotive Management Matt Forte | Cell 904-505-9682 / Office 863-402-4216 | [email protected]
Alan Jay Automotive Management Matt Forte | Cell 904-505-9682 / Office 863-402-4216 | [email protected] Optional Equipment BODY CODE CODE DESCRIPTION MSRP NCSA ZW9 Body, standard (STD) $0.00 $0.00 EMISSIONS CODE DESCRIPTION MSRP NCSA FE9 Emissions, Federal requirements $0.00 $0.00 NB8 Emissions override, California (allows a dealer in states that require California emissions - $0.00 $0.00 California, Connecticut, Delaware, Maryland, Massachusetts, New Jersey, New York, Oregon, Pennsylvania, Rhode Island or Washington - to order Federal emissions for a vehicle that will be registered in a state that has Federal emission requirements). Do not use for vehicles that will be registered in California, Connecticut, Delaware, Maryland, Massachusetts, New Jersey, New York, Oregon, Pennsylvania, Rhode Island or Washington. (Requires (FE9) Federal emissions requirements. Not available in Maine or Vermont.) NB9 Emissions override, state-specific (for dealers ordering vehicles in (YF5) or (NE1) emission $0.00 $0.00 states - California, Connecticut, Delaware, Maine, Maryland, Massachusetts, New Jersey, New York, Oregon, Pennsylvania, Rhode Island, Vermont and Washington) (Allows a California dealer (YF5) emissions to order (NE1) emissions with (NB9) emissions override code for registration in (NE1) states; or, a Connecticut, Delaware, Maine, Maryland, Massachusetts, New Jersey, New York, Oregon, Pennsylvania, Rhode Island, Vermont and Washington dealer (NE1 emissions) to order (YF5) emissions with (NB9) emissions override code for registration -

2008 Lexus GX470 4Wd W/ Third Row Seating | Addison, TX | Texas
texashotrides.com Texas Hot Rides 214-244-2956 15502 Wright Brothers Dr Addison, TX 75001 2008 Lexus GX470 4wd W/ Third Row Seating View this car on our website at texashotrides.com/6874505/ebrochure Our Price $21,991 Specifications: Year: 2008 VIN: JTJBT20X180151849 Make: Lexus Stock: 1020427 Model/Trim: GX470 4wd W/ Third Row Seating Condition: Pre-Owned Body: SUV Exterior: Blizzard Pearl Engine: 4.7L DOHC 32-valve SFI V8 engine w/continuously variable valve timing w/intelligence (VVT-i) Interior: Ivory Leather Transmission: Automatic Mileage: 38,492 Drivetrain: 4 Wheel Drive Economy: City 14 / Highway 18 2008 LEXUS GX470 IN "BLIZZARD PEARL!" Here it is! An amazing car with tons of power, appeal, and most importantly; ENJOYMENT! These cars are extremely fun to drive and turn heads! WE FINANCE! FINANCE! BEAUTIFUL PEARL WHITE EXTERIOR LUXURIOUS TAN LEATHER INTERIOR POWERFUL 4.7L V8 ENGINE SMOOTH AUTOMATIC TRANSMISSION 4-WHEEL DRIVE SINGLE OWNER SINCE NEW! EXTREMELY LOW 38K ORIGINAL MILES!!!!! CLEAN CARFAX, NO ACCIDENTS LOADED WITH ALL THE RIGHT FACTORY OPTIONS & AMENITIES NAVIGATION MARK LEVINSON PREMIUM AUDIO PACKAGE POWER SUNROOF HEATED SEATS THIRD ROW SEATING WITH REAR AIR CONDITIONING BLUETOOTH TOWING PREP PACKAGE TOW HITCH WITH BALL MOUNT REAR SPOILER PREFERRED ACCESSORY PACKAGE EXTREMELY CLEAN INSIDE & OUT! VERY WELL MAINTAINED! JUST SERVICED & READY TO GO! LIKE NEW TIRES ALL AROUND 2-KEYS, ALL MANUALS, & ORIGINAL WINDOW STICKER ALL INCLUDED EXTENDED WARRANTY OPTIONS AVAILABLE EXCELLENT FINANCING OPTIONS AVAILABLE! This car is a MUST SEE!! If you are looking for that "one-of-a-kind" car to stand out in the crowd, look no further! CALL FOR ADDITIONAL INFORMATION! Contact our sales team at: 214-244-2956 As always, we welcome third party inspections! We offer finance options, We take trade-ins, free airport pick up, world-wide shipping, extended warranties, installation of additional desired items, and MUCH MORE! We are a full service dealership. -

Buick Parts Catalog
WWee Rebuild:Rebuild: Motor Mounts Master Cylinders Transmission Mounts Brake Boosters Camshafts Wheel Cylinders Rocker Assembly Brake Shoes Clutch Discs Brake Cables Pressure Plate Assembly Shocks Water Pumps Ball Joints Oil Pumps Centerlinks Fuel Pumps Drive Shaft Supports Startes & Solenoids Power Window Motors Generators Headlight Motors Alternators Windshield Wiper Motors Distributors Vacuum Advances Voltage Regulators Carburetors Convertible Top Pumps We are a full service Company CARS, Inc. 205 Pearl St. Neshanic Station, NJ 08853 (908) 369-3666 (908) 369-7595 Fax TM www.oldbuickparts.com BUICK PARTS: GROUP NUMBERS Engine • Clutch • Decals...........................................................Group 0 Cooling • Oiling • Grills .............................................................Group 1 Electrical • Lamps ...................................................................Group 2 Fuel • Carburetion • Exhaust .....................................................Group 3 Transmission • Brakes .............................................................Group 4 Wheels • Propeller Shaft • Rear Axle .........................................Group 5 Front Suspension • Steering .....................................................Group 6 Frame • Springs • Shocks • Bumpers ........................................Group 7 Hood • Front Fenders • Running Boards.....................................Group 8 Heater • Air Conditioner • Firewall • Radio • Antenna ...................Group 9 Glass • Doors • Cowl • Weatherstrip • Wiper • Dash.................Group -

2003 Mopar Glass Application Guide
GLASS APPLICATION GUIDE A Product of Mopar Parts 2003 Mopar Glass Application Guide Welcome to your 2003 Mopar Glass Application Guide. This guide contains application data for 1998-2003 Chrysler, Dodge and Jeep® vehicles. For your convenience, all auto glass parts are listed by specific vehicle line using DaimlerChrysler’s body code designations. The information below explains the numbering systems used to identify each auto glass part. Mopar Part Numbers Right or Left Door All Side Glass parts (front, rear or quarter) with a Mopar number ending in an even number are for the right side of the vehicle. For example: NAGS Number Mopar Number Description Year DD09850 GTYMOP 4814612AF 4 Door, Tint Right 2002-01 DQ09857 GTYMOP 4880138AA Convertible, Rear Quarter, Tint Right 2002-01 All Side Glass parts (front, rear or quarter) with a Mopar number ending in an odd number are for the left side of the vehicle. For example: NAGS Number Mopar Number Description Year DD09851 GTYMOP 4814613AF 4 Door, Tint Left 2002-01 DQ09858 GTYMOP 4880139AA Convertible, Rear Quarter, Tint Left 2002-01 NAGS Part Numbers The “MOP” indicates the trade name, Mopar. NAGS Number Prefixes – DW01213 GTNMOP The NAGS part number prefixes (DB, DD, DQ, etc.) indicate the part type and its location on the vehicle. NAGS Prefix Part Type/Location DW Domestic Windshield DB Domestic Backlite DD Domestic Door DQ Domestic Quarter DV Domestic Vent FW Foreign Windshield FB Foreign Backlite FD Foreign Door FQ Foreign Quarter FV Foreign Vent NAGS Colour Code – DW01213 GTNMOP NAGS Attachment Code – DW01213 GTNMOP This code lists the tint and shade colour of the auto glass. -

2003-04 Nissan 350Z Vehicle Type: Two-Door Hatchback
2003-04 Nissan 350Z Vehicle Type: Two-Door Hatchback NAGS® number*: FW02348GTN. OEM part number is 72700-CD000. Installation time: 3.3 hours; front door, not shown in NAGS calculator, but at least 2.5 hours recommended; quarter glass, 1.9 hours; back glass, 3.1 hours. Technicians needed: One. Watch for: Make sure the bottom windshield moldings and back glass top and bottom moldings are fastened to the body with the clips. On the upper corner of the windshield moldings closest to the door trim, be sure to slip the corner • Three 10-millimeter bolts hold the cowling at the bottom of pieces in a forward motion to disengage these pieces away the windshield; one lies closer to the engine block and two plastic- from the drip rail and the corner clip before removing. covered ones sit on the cowl closer to the bottom of the wind- shield. Remove the two covers. Each cover is slightly different, so 2003-04 Nissan 350Z *With permission from the National Auto Glass Specifications make sure you replace them exactly the way you removed them— 2003 Edition Fall Catalog and 2003 Fall Benchmark Calculator. Contact NAGS at 800/551-4012 or visit www.nags.com. one won’t fit the other. A letter on the reverse side designates the covers. • If you use a cold knife or power tool while working on this vehicle, remove the A pillar trim panels because the windshield fits Windshield very close to the pinchweld. Remove trim panels using an installa- Removal tion stick or a panel remover. -

Mbpi Vehicle Service Contracts Get Exactly What You Need for the Road Ahead
MBPI VEHICLE SERVICE CONTRACTS GET EXACTLY WHAT YOU NEED FOR THE ROAD AHEAD POWERTRAIN CARE PREMIER CARE BASIC COVERAGE ITEMS NOT COVERED (SEE REVERSE FOR A PARTIAL LISTING OF COVERED PARTS AND COMPONENTS) Engine: Limited to all internally lubricated parts. The following external parts are covered only if damage is caused resulting from the failure of an internally lubricated part or a manufacturer’s defect: Intake manifold, exhaust manifold, Maintenance and Parts Excluded: harmonic balancer, valve covers, timing gear cover, timing belt, water pump, fan clutch, fan blade, fuel pump and 1. Maintenance services and parts, including: engine tune-up, suspension alignment, wheel balancing, filters, engine mounts, the engine block, engine head(s), cylinder barrels and rotor housing. lubricants, engine coolant, drive belts, radiator hose, heater hose, by-pass hose, wiper blades, air conditioning Diesel Engine: Limited to all internal and external parts as listed above in the Engine section. recharge, fluids, spark/glow plugs and wires, manual clutch disc lining, pressure plate, throw-out bearings, brake Rotary Engine: Rotor, eccentric shaft, eccentric shaft bearings, and all internal and external parts as listed above in pads, drums, rotors and linings, distributor cap, wiper arms, PCV valve and PCV hose/line and exhaust system the Engine section. (except exhaust manifold). 2. Glass, lenses, sealed beams and light bulbs. Headlamp assembly, tail light assembly, brake light assembly and Turbo/Supercharger: (factory installed only) Internal parts, vanes, shaft and shaft bearings. The following external fog lamp assembly. part is covered only if damage is caused resulting from the failure of an internally lubricated part or a manufacturer’s 3. -

SAVE FJC GLASS Installation Instructions.Pdf
I n 2007 Toyota FJ Cruiser By Gilbert R. Gutierrez s t A3 Vehicle information A2 a l l a t i o n A4 Vehicle type: Four-door utility vehicle NAGS® numbers*: Windshield part number FW02652GTY; front door glass FD23053-54GTY R-L; rear door glass FD23055-56GTN or YPN, R-L; quarter glass FQ23057-58GTN or YPN R-L; and back glass FB23059GTY or YPY Helpful tools or supplies: Retention tape to protect the fend- ers, hood and doorframe trim; a PryBaby for molding and panel removal; two temporary universal windshield gravity 3 stops; a leak detector; two 2-inch-by- ⁄8-inch strips of 3M automotive attachment tape 06383 Watch for: The six beads of urethane that hold the molding down on the windshield. When removing the doorframe A5 A6 trim, be careful not to bend the frame or scratch the paint on the door opening. *With permission from National Auto Glass Specifications. Call NAGS at 800/551-4012 or visit www.nags.com. A. Windshield Preparation 1. Cover the front seats, floorboards, dash and steering wheel with a clean drop cloth or disposable plastic covers. Note: Always wear eye and hand protection when working 2. Remove the windshield-wiper nut covers using a hook with glass. Make sure you have the right glass and that the ure- tool, small flat-tip screwdriver, pick or No. 2 PryBaby. thane systems are current. Windshield part number is 3. Remove the nuts using a wrench or socket. If the nuts are FW02652GTY. tight, loosen them with a 15-millimeter wrench and then come A1 back with your socket. -

Glossaire De Terminologie Technique Automobile Francais / Anglais Anglais / Francais
FASCICULE DE DOCUMENTATION 80 - 00 - 001 / - - C GLOSSAIRE DE TERMINOLOGIE TECHNIQUE AUTOMOBILE FRANCAIS / ANGLAIS ANGLAIS / FRANCAIS Normalisation Renault Automobiles Service 60201 Section Normes et Cahiers des Charges RENAULT 80 - 00 - 001 / - - C Ce document forme un tout ; ses éléments ne doivent pas être dissociés. © RENAULT 1998. Reproduction interdite sans l’accord du service éditeur. Communication interdite sans l’accord de RENAULT. CREATION Juillet 1995 - - - La conception initiale prototype remonte à 1992, fondateurs : Jack FLATLEY, Georges GRECIET, Annie LONGEVIALLE, 6 éditions antérieures sous forme de recueil-prototype à vocation Communication ont été effectuées de 92 à 94 pour répondre à l’époque à la synergie des projets communs RENAULT - VOLVO. Le statut du document est passé de recueil à fascicule de documentation répertorié dans le Système Entreprise, ceci dans le but d’une meilleure pérennité d’identification, de transversalité Entreprise, de communication et de volonté de mise à jour (principes Qualité EAQF / ISO 9000). OBJECTIFS : - Capitalisation (active « innover hors Projet », par Groupe de Travail volontariste multidirectionnel) et transmission du Savoir - Gestion des compétences internes (réaliser le creuset motivation + compétences) - Management des grands Programmes avec Partenaires internationaux - Support pré-normatif pour création et management des données type désignations sur les supports de spécification officielle: Plans et Système d’Information DOCBE et SIGNE - Communication et Formation-relais polyvalentes -
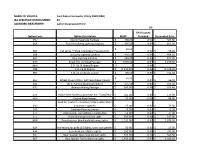
Name of Vehicle: Isa Specification Number
NAME OF VEHICLE: Ford Police Interceptor Utility AWD (K8A) ISA SPECIFICATION NUMBER: #9 AWARDED DEALERSHIP: Larkin Greenewood Ford 6% ISA Discount Option Code Option Description MSRP Provided Discounted Price 65U Interior Upgrade Package $ 390.00 0.94 $ 366.60 66A Front Headlamp Lighting Solution $ 895.00 0.94 $ 841.30 $ 60.00 86T Tail Lamp / Police Interceptor Housing Only 0.94 $ 56.40 66B Tail Lamp Lighting Solution $ 430.00 0.94 $ 404.20 66C Rear Lighting Solution $ 455.00 0.94 $ 427.70 67H Ready For the Road Package $ 3,595.00 0.94 $ 3,379.30 99W 3.3L V6 DI Hybrid Engine $ - 0.94 $ - 99B 3.3L V6 DI Engine $ (3,530.00) 0.94 $ (3,318.20) 99C 3.0L V6 EcoBoost Engine $ 790.00 0.94 $ 742.60 $ 60.00 65L Wheel Covers (18 in. Full Face Wheel Cover) 0.94 $ 56.40 64E 18 in. Painted Aluminum Wheel $ 475.00 0.94 $ 446.50 67U Ultimate Wiring Package $ 560.00 0.94 $ 526.40 67V Police Wire Harness Connector Kit - Front/Rear $ 185.00 0.94 $ 173.90 41H Engine Block Heater $ 90.00 0.94 $ 84.60 Dark Car Feature – Courtesy lamp disable when 43D any door is opened $ 25.00 0.94 $ 23.50 942 Daytime Running Lamps $ 45.00 0.94 $ 42.30 17T Dome Lamp - Red/White in Cargo Area $ 50.00 0.94 $ 47.00 21L Front Warning Auxiliary Light $ 550.00 0.94 $ 517.00 96W Front Interior Windshield Warning Lights $ 1,145.00 0.94 $ 1,076.30 60A Pre-Wiring for grille LED lights, siren and speaker $ 50.00 0.94 $ 47.00 43A Rear Auxiliary Liftgate Lights $ 395.00 0.94 $ 371.30 63L Rear Quarter Glass Side Marker Lights $ 575.00 0.94 $ 540.50 96T Rear Spoiler Traffic Warning Lights