Aligning a Machine Vice
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

20#Cross Framed Walk in 3714 V19K14.Cdr
TOURE Fixed Alcove Shower Door with window panel design Installation Instructions Size:39"x77" ●Please read these instructions in full before installation IMPORTANT ●Check that the shower surround has been installed to the manufacturer’s instructions. Please note - All product is supplied without a tray. ●Opening wall adjustments Adjustment =38.58"-38.97"x77"[(980-990)x1950mm] GENERAL SAFETY INSTRUCTIONS ● Do not fix the wall profile to newly plastered, painted or papered walls as chemical reaction may cause discoloration to the surface finish. ● lmportant: The wall plugs included in this pack are for solid walls only. If the product is to be mounted on a partition or stud wall, specialized fixings should be purchased separately. ●Fixing tips; A piece of insulating tape or a couple of layers of masking tape applied to the wall before marking out the fixing holes will help stop the drill from wandering, particularly on tiled surfaces. ●When working near a basin or bath insert the plug into the drain, this will help you avoid losing small parts. Also take care not to drop accessories or tools onto the bath or basin, use a towel or bathmat to protect delicate surfaces. ●CAUTION! Before drilling into any walls check that there are no hidden cables or pipes. Exercise great care when using power tools near water. The use of a residual current device (RCD) or cordless drill is recommended. Always double check the positioning and measurements before drilling holes. ●This product is heavy and requires two people during lifting and operations. ●Glass is delicate, support on cardboard to minimize risk of damage. -

Twist-Lock Marking Gauge
X ζ Marking with a twist. This unusual X marking gauge is a snap to make o ea and easy to adjust with just a flick O δ χ of the wrist. Β. Putting It Together Twist-Lock Use a dense hardwood for the fence and the beam so these parts will wear well. Here are some things to keep in mind Marking Gauge when putting the gauge together: Make the fence first. After shaping the outside contours of the fence, drill Twist the Beam to Set This Gauge for Marking the hole in the center with a ^/4-in. Forstner bit. Use the drill press to ensure By Frank Klausz that the hole is square to the face of the fence. That way, the fence will lock marking gauge is useful for all fence for marking, you give the beam a square to the beam. Then use a scroll sorts of layout tasks, from mark- twist, and the fence locks tight and saw or coping saw to enlarge the hole as A ing mortises to laying out dove- square to the beam. shown, orienting the shoulder cut across tails. I rely on a gauge more often than a This cam-type action isn't new to the grain for strength. (See drawing.) pencil when marking because I like the marking gauges. You can sometimes Smooth any bumps with a half-round precise line width a gauge pin leaves and find old twist gauges at auctions, or you file so the sweep of the curve is fair. the ease with which it can be set to any can buy a modern gauge with this twist- I like to glue one or more ivory discs distance from the edge of a workpiece. -

Ravenhead Earth Brick: HSS METAL
Ravenhead Earth Brick: Recommended Fixings Summary Table Examples of Suitable Applications Recommended RAWL SWL Products (kg) Dry Wall / Stud Batons Stud / Wall Dry Boards Skirting Fittings Electrical Shelving Light / Hooks Brackets Boilers Shelving Heavy Radiators Frames Window / Door Fittings Bathroom Fittings Kitchen 15 Light Hammer In Fixing 24 RAWL_IN_ONETM Medium 24 Load Application FIX Expansion Plug 32 Heavy Frame Fixing * SWL - Maximum Recommended Safe Working Load in Tension HSS METAL BIT Product Information Features • Recommended for accurate 1. Milled, high speed steel for longer lasting performance. drilling of the installation holes for all fixings. Recommended HSS Metal Bit Range Effective Diameter Length Product Length Quantity (mm) (mm) Code (mm) 5.5 94 56 36-011 Single 6 94 58 36-012 Single 8 118 74 36-016 Single 1 Ravenhead Earth Brick: Fixing Recommendation Hammer-In Fixing Product Information Typical Applications Features 1. Internal zigzag expansion 3. Larger Flange and screw • Fixing stud battens to ridges in conjunction with head diameter increases wall before cladding. tapered lead in provide fixture hold. maximum expansion. 4. Thread lock design • Fixing skirting boards 2. Durable PA6 grade nylon for prevents pre-expansion extended fixing life. during transit and aids installation. Recommended Hammer-In Fixing Range HOLE DIAMETER Outer Box DESCRIPTION FIXING HEAD TYPE QUANTITY Product Code (mm) Quantity Cylindrical 100 2400 FX-N-06C040 Countersunk 100 2400 FX-N-06L040 6x40 8 Mushroom 100 -

The Back Street Bowyer Introduction This Guide Is Aimed at Someone
The Back Street Bowyer www.alanesq.com v2.61 – Sep 10 Introduction This guide is aimed at someone who fancies having a try at making themselves an English longbow but who has no idea how to go about it (even if you have no woodworking experience at all) i.e. In exactly the same position I was in myself not so long ago I should point out that I have no training in the subject and most of what I am passing on here is either what people on forums have kindly passed on to me or I have figured out myself through trial and error. I strongly suspect much of what I say here will cause a real bowyer to laugh out loud, but what I can say is that using these methods I have made several bows ranging from 45lb at 28” to 160lb at 32” at a maximum cost of £40. Although the guide takes you through making a self bow with chased growth ring, I would actually recommend that for a first bow you consider making a laminate or a self bow turned through 90 degrees (both explained later in this guide) as they are very much easier to make So if you want to make yourself a working bow as cheaply and simply as possible then this is the guide for you. If you want to learn the traditional techniques then this may not be for you? but you could consider attending a course like the ones run by www.diyarchery.co.uk or www.tradlongbows.co.uk All the longbows I have made are the traditional medieval style of English longbow i.e. -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch. -

Marking out -Metal
MARKING OUT - METAL ENGINEERS’ SQUARE SCRIBER Before cutting, shaping, drilling or just about doing anything to a piece of sheet metal, you should clearly mark out guidelines to help you work accurately. DIVIDERS There is a whole range of tools designed specifically to help you mark out your metal more easily. You will need to know how to describe these tools for the CENTRE PUNCH exam. Learn their names, their individual parts and learn how to describe how they are used. Click on the black squares above to find out more about the marking out tools used in metalwork. ODD LEG CALIPERS Brannock High School – Technology Department CRAFT & DESIGN SCRIBER WHAT IS IT ? A scriber – this one is double ended although they can be single ended. WHAT IS IT USED FOR ? It is basically used as a pencil when marking out in metalwork. If a pencil or pen was used to mark out in metalwork, the lines would easily rub off. The scriber scores a more permanent line on the surface of the metal which is easier to work with. Brannock High School – Technology Department CRAFT & DESIGN ENGINEERS` SQUARE WHAT IS IT ? An engineers` square is a metalwork tool used to mark out lines at right angles to an edge on metal. WHAT IS IT USED FOR ? The square is pushed against a straight side of the material (e.g. steel). An engineers scriber is then used to scratch a line onto the surface of the metal at right angles to the edge. Sometimes engineers blue (a dye/ink) is wiped onto the surface first so that the scratched line can be seen easily. -

Measuring and Marking Timber
Hand woodworking Hand woodworking on the end is a millimetre thick, then Checking the width using a the tabs should move by 1mm; this GemRed digital Vernier calliper is so you can measure either internal or external measurements. The offset between the movements in this tape measure should be set but if the tape is dropped or the tab is bent, then the accuracy has been lost. If we do need to measure a longer distance, we would try to hold the tape measure The Richter tape measure can to start on the 100mm mark and then also be used like a pair subtract 100mm after measuring. of compasses Whenever we are buying timber or are in our timber storeroom, we always use these tape measures. At this point strangely enough, we often talk in feet and inches. Once we take our timber into our machine shop, we naturally convert to working in millimetres and use more accurate measuring equipment! We find it easier to talk in feet and inches when buying timber and converting it, but we just find it is far more accurate to work in millimetres when reworking Above: Fat Max and Richter the timber. This is a strange anomaly of tape measures woodworking that is still present over Right: The Richter tape measure PHOTOGRAPHS BY PETER SEFTON 40 years after decimalisation – we also taking an internal measurement tend to buy 8’ × 4’ 18mm thick! using the viewing window MEASURING STEEL RULES These tape measures are great, but when it comes to accurate work we and will always use a solid steel rule. -
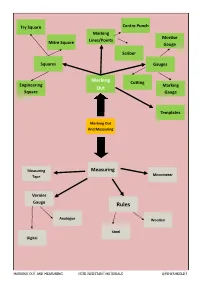
2.1 Marking out and Measuring
Try Square Centre Punch Marking Mortise Lines/Points Mitre Square Gauge Scriber Squares Gauges Marking Cutting Engineering Out Marking Square Gauge Templates Marking Out And Measuring Measuring Measuring Tape Micrometer Vernier Gauge Rules Analogue Wooden Steel Digital MARKING OUT AND MEASURING GCSE RESISTANT MATERIALS @PENYRHEOLDT MARKING OUT AND MEASURING FACTSHEET Measuring MARKING OUT AND MEASURING GCSE RESISTANT MATERIALS @PENYRHEOLDT MEASURING FACTSHEET Rules Uses Advantages For measuring up to 300mm Rigid form which means it will in length not bend and flex Disadvantages Ends can get worn so the measurements are not accu- rate MARKING OUT AND MEASURING GCSE RESISTANT MATERIALS @PENYRHEOLDT MEASURING FACTSHEET Measuring Tape Uses Advantages For taking measurements up Longer, so more versatile to 5 metres Disadvantages Can become twisted and break Ends can break off making them useless MARKING OUT AND MEASURING GCSE RESISTANT MATERIALS @PENYRHEOLDT MEASURING FACTSHEET Gauges Uses Advantages Making lines from a datum Greater accuracy point/line Easier to start a cut (Cutting Gauge only) Making locations for mortise grooves Can be used to make the same di- mensions across different loca- Creating cut lines tions Disadvantages Points/blades become blunt over time Some parts may become lost making them useless Datum lines have to be accu- rate MARKING OUT AND MEASURING GCSE RESISTANT MATERIALS @PENYRHEOLDT MEASURING FACTSHEET Templates Properties Uses Can be made from any mate- Used for marking out multiple rial shapes/designs ensuring they are all identical to each other. Advantages Disadvantages All designs/shapes are identi- Can become worn and inaccu- cal rate over time Speeds up marking out times Designs/shape templates can be reused at a later date MARKING OUT AND MEASURING GCSE RESISTANT MATERIALS @PENYRHEOLDT MEASURING FACTSHEET Micrometre Uses Advantages Measuring material thickness- Highly accurate, measuring to es to a high degree of accura- 0.01mm cy Internal Micrometre can be used to measure internal di- mensions e.g. -
Assembly & Installation Instructions For: Benchcrafted Crisscross Solo
Assembly & Installation Instructions For: Benchcrafted Crisscross Solo & Retro Install a Crisscross with any leg vise hardware, begin here or Benchcrafted Glide M & Glide C Install a Glide M or Glide C, begin on page 12 Copyright, Benchcrafted 2017 Version: March 2017 Crisscross Contents: Pictured items in bold Quantity Description 2 Crisscross arms 1 pivot pin 3 snap rings (one extra) 2 8” mounting pins (Solo only) 2 2-1/2” mounting pins (Retro only) 2 iron mounting brackets (Retro only) 4 5/16” x 1-1/4” cap screws (Retro only) Crisscross Crisscross 2 1-3/4” steel bearing plates Solo Retro 2 #8 wood screws Unpacking your Crisscross: Some parts are heavy. Be careful as you unpack and handle them. Also be aware that although we make every effort to ease all edges, being cast and machined parts you may encounter a sharp egde or burr. If you do, ease it with some fine abrasive paper or a fine file. Some components may have a rust prevent tive oil applied. You may want to remove this oil before installing the vise. Wipe it off with a paper towel. This will leave a light film of oil on the parts that will help prevent rust and keep the parts moving smoothly. ATTENTION! Read and understand these instructions COMPLETELY AND THOROUGHLY before starting the installation or cutting into your bench. This includes instal- lation of both Crisscross Solo and Retro, and the Troubleshooting sections. We highly recommend that you NOT begin installation without the Crisscross and all vise hardware in your possession. -

Marking out Techniques
Module Resource Manual Marking Out Techniques MEC078 SAMPLE This 1st edition published in November 2002 by Manufacturing and Engineering Division NSW TAFE Commission PO Box 218 Bankstown NSW 2200 This work is copyright. Any inquiries about the use of this material should be directed to the publisher. © New South Wales Technical and Further Education Commission 1998 National Library of Australia Publication No: ISBN 0 7348 2059 3 Marking Out Techniques MEC078 SAMPLE CONTENTS Introduction 2 Occupational Health & Safety 2 Review questions 3 To pass 3 Pre-requisites 3 Suggested references 3 Module Organiser 4 Module Sections Section 1: Tools and equipment 5 Review questions 19 Section 2: Planning 23 Review questions 45 Section 3: Marking out 48 Exercise 1 - Marking Out - 2D 53 Exercise 2 - Marking Out - 2D 55 Optional exercise 1 - Marking Out - 2D 58 Exercise 3 - Marking Out - 3D 60 Optional exercise 2 - Marking Out - 3D 63 Optional exercise 3 - Marking Out - 3D 65 Section 4: Templates 68 Exercise 4 - Template construction 71 Answers to review questions 74 Terms and Definitions 76 SAMPLE 5 MODULE SECTIONS Section 1: Tools and equipment PURPOSE In this section you will be introduced to the various tools used in marking out, their uses, how to store and handle them safely. You will also become familiar with the reasons for marking out. Objectives At the end of this section you will be able to: Name marking out tools and equipment. State the purpose of marking out tools and equipment. State the safety procedures and precautions for handling, using and storing marking out tools and equipment. -

Marking out Steps
Marking out Steps: The exam has begun and you have decided Piece A will be your first piece to mark out. Every piece that is marked out will follow the exact same steps. If you follow these steps you will never miss any section of the mark scheme. When you are marking out Vertical Pieces we read out measurements from Top to Bottom. When you are marking out Horizontal Pieces we read out measurements from Left to Right. The 4 steps of marking out are outline below. Follow each step for instant success Step One: Joint Locations In this step you are just isolating the locations of the joints, ie meaning where piece A joins to piece E. Common locations are typically 12, 18 and 40mm. Ensure to only mark joint locations and nothing else Step Two: Mark out Joints This is step which has already been sorted early in the exam, take each individual joint and mark out using the tri square, mortise gauge and ruler. Typical Mortise gauge sizes for joints are typically 6mm, 9mm and 10mm, Step Three: Look for Drilling Look at the current piece and check for drilling. Where there is drilling mark the exact location and draw a freehand circle around the point. Step Four: Shaping Shaping differs from Piece to Piece. Some just involve using a set square to mark an angle. Shaping should not take very long to mark out and it is usually only a few marks going for shaping. Again if you follow these exact step and apply them to each piece, then every piece will be marked out accurately Tomás Callanan M Marking Out of Piece A When marking out a Vertical Piece always read the drawing from Top to Bottom Joint Location: Measure 18mm (Use width of Piece C) to find location of Joint 1. -

COPING SAW a Coping Saw Is Used for Cutting Curves and Awkward Shapes in Wood Or Plastic
MARKING OUT TOOLS STEEL RULE This is used to measure a length, draw a straight edge and to test for flatness. It is marked in millimetres (mm) and made in lengths of 150, 300, 500 and 1000mm. 40 50 1mm 5mm 10mm TRY-SQUARE This is used to test that one surface is square (at 90 degrees) to another and for marking out lines square to the face-side or face-edge. Woodworker’s try-squares have a carbon steel blade and a wooden stock, sometimes with a brass face, while engineer’s try-squares have a carbon steel blade and stock. SCRIBER This is used to mark lines on metal and plastic. Hold the scriber like a pencil. When using a scriber make sure that the point is pressed into the angle between the try-square and the material. The point is made of Tool steel and has a 30 degree point angle. COPING SAW A Coping saw is used for cutting curves and awkward shapes in wood or plastic. It has a very thin blade which is kept in tension by the spring metal frame. If the blade breaks a new one can be fitted by unscrewing the handle. The blade of a coping saw can be turned to different positions. This allows you to cut in any direction. HINTS ON USING THE COPING SAW 1 Hold the handle with both hands. 2 The material should be held as low down in the vice as possible. 3 Saw at a slow pace with the blade held horizontal. 4 Always check that the teeth are pointing towards the handle.