Proceedings of the 2011 Powertrain Systems and Design Student Conference Andrew Baglio
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Advanced Battery and Fuel Cell Development for Electric Vehicle
INTERNATIONAL JOURNAL OF INFORMATION AND COMPUTING SCIENCE ISSN NO: 0972-1347 Advanced Battery and Fuel Cell Development for Electric Vehicle Eyuel Belay, Shazli Al Haque Mechanical Engineering, Chandigarh University, Gharuan, Mohali, INDIA [email protected], 2cd@etc, 3ef@etc Abstract This paper describes the design and performance of a prototype zero emission electric vehicle, powered primarily by air-breathing proton exchange membrane (PEM) fuel cells using gaseous hydrogen as fuel. The fuel cell system is composed of the fuel cell stacks, hydrogen tank, air compressor, solenoid valves, pressure regulators, water pump, water tank, heat exchangers, sensors, programmable controller, and voltage regulator. The battery system provides power to the vehicle during periods of peak power demand such as vehicle acceleration or traveling at a high constant speed. The batteries also provide the power to initiate fuel cell start-up. The vehicle was designed, assembled, tested, and has traveled several hundred kilometers solely on fuel cell power with satisfactory performance. It has successfully proved the concept of a fuel cell powered zero emission vehicle. Further enhancements will improve the performance in terms of increased speed, acceleration, fuel efficiency, range and reliability. Keywords: fuel cell, zero emission electric vehicle, proton exchange membrane 1. Introduction In contrast to vehicles powered by a conventional fossil fuel- or biofuel-based ICE, the energy storage system is of crucial importance for electric vehicles (EVs). Two major options exist: one is the storage of electrical energy using batteries, the other one is the storage of energy in form of hydrogen. The development of such EV concepts has a very long tradition at General Motors (GM) and Opel, regardless whether fuel cell electric vehicles (FCEVs), pure battery electric vehicles (BEVs), or hybrid variants are concerned. -
NSK Ball Screws for High-Load Drive NSKTAC Series of Ball Screw Support Bearings for High-Load Applications NSK Roller Guide RA Series
NSK Ball Screws for High-Load Drive NSKTAC Series of Ball Screw Support Bearings for High-Load Applications NSK Roller Guide RA Series We have developed easy-to-use ball screws for high-load applications and now offer a wide variety of products suited for high-load drives. These ball screws enable the electric servo drive to operate under the most severe conditions. NSK Ball Screws for High-Load Drive Lineup of NSK Ball Screws HTF-SRC Type P13 for High-Load Drive Enables a maximum speed of 930 … mm/s with fine screw leads. P16 Best suited design for high-load applications The best arrangement of the ball recirculation circuits and use of the largest possible ball have significantly contributed to the enhancement of high-load HTF-SRD Type P17 bearing characteristics. (Refer to pages 6 and 7 for details.) Enables a maximum speed of 1 600 … mm/s with coarse screw leads. P20 Equipped with Grease Retaining A1 Seals P21 … Optimized design of A1 seal enables P26 Large superior grease retaining performance. HTF-SRD HTF-ASRC Type HTF-ASRD Type HTF-ASRD HTF-SRE HTF-SRE Type P27 … To speed up large machinery. P28 Lead mm HTF-SRC HTF Type P29 HTF Screw diameters of 32 to 200 mm Leads of 10 to 32 mm … HTF-ASRC Provides a wide range of screw P38 diameter and lead combinations. Peripheral products for high-load drive ball screws NSKTAC series of ball screw P39 support bearings … P42 P Small 43 NSK roller guide RA series … Small Shaft dia. mm Large P44 As well as long shafts, a variety of shaft end configurations are available for high torque transmission. -

BEVERLY NICKELSON the Index, HERMITAGE, MISSOURI 65668
LLC Due to the death of Mike Walker, will sell the following located from Camdenton, Mo., 9 miles West on Hwy. 54; or 4 miles East of Macks Creek, Mo., to Hwy. U, then South 2.2 miles to Grapevine Dr., then 1/2 mile South to Broads Branch Rd., then West 1/4 mile. Watch for Crawford Auction Service signs. WEDNESDAY, APR. 26, 2017—10 A.M. MUSTANG COLLECTIBLES, SELLS AT 12:30 '66 Ford Mustang 289 V8 automatic MISC. TOOLS transmission, chrome wheels, good Antique Roadmaster bike Stihl MS 180C chain saw, new 2 Snap On torque wrenches paint, good interior, kept covered and "Stag" metal cooler Stihl hedge trimmer, gas Testers and meters; Air tank; Drill bits inside, red 2 Sets Mustang hubcaps Echo backpack blower Lot pliers, screwdrivers, hammers, Trim for Ford old radiator Craftsman mower/motorcycle jack t-handle TRAILERS, John Force drag racing slick 2 Power washers Long handle tools; Bar clamps Rusty Wallace race car tire Campbell Hausfeld utility welder Snap On 6' long tool cabinet base UTVs Lot Rusty Wallace items Battery charger/booster Matco professional tool cabinet 5' tall Wild turkey mount SELLS AFTER 12:30 Strongarm electric winch Blue Pt. rolling tool cart '13 B/H Doolittle cargo/car hauler R.C. helicopter Craftsman 2-1/2 ton floor jack 2-3 Smaller Craftsman tool cabinets Red wagon trailer, 23'x8', Bullitt series, kept Craftsman 6 h.p. 30 gal. air Other tool boxes inside, like new, white Horsedrawn wagon with spring seat compressor Rubbermaid tool chest Budweiser metal sign 5' long '15 Load Trail B/H 16' dump trailer, 2-3 Hydraulic jacks; Pair jack stands 2-3 Large storage cabinets (metal tandem single axles, like new Michelob lighted clock Commercial air compressor, 3-phase and wood) Matco clock; Several misc. -

Torque Converter. Human Engineering Institute, Cleveland, Ohio Report Number Am-2-5 Pub Date 15 May 67 Edrs Price Mf-$0.25 Hc-$2.04 49P
REPORT RESUMES ED 021 106 VT 005 689 AUTOMOTIVE DIESEL MAINTENANCE 2. UNIT V, AUTOMATIC TRANSMISSIONS--TORQUE CONVERTER. HUMAN ENGINEERING INSTITUTE, CLEVELAND, OHIO REPORT NUMBER AM-2-5 PUB DATE 15 MAY 67 EDRS PRICE MF-$0.25 HC-$2.04 49P. DESCRIPTORS- *STUDY GUIDES, *TEACHING GUIDES, TRADE AND INDUSTRIAL EDUCATION, *AUTO MECHANICS (CCUPATION), *EQUIPMENT MAINTENANCE, DIESEL MATERIALS, INDIVIDUAL INSTRUCTION, INSTRUCTIONAL FILMS, PROGRAMED INSTRUCTON, KINETICS, MOTOR VEHICLES, THIS MODULE OF A 25-MODULE COURSE IS DESIGNED TO DEVELOP AN UNDERSTANDING OF THE OPERATION AND MAINTENANCE OF TORQUE CONVERTERS USED ON DIESEL POWERED VEHICLES. TOPICS ARE (1) FLUID COUPLINGS (LOCATION AND PURPOSE),(2) PRINCIPLES OF OPERATION,(3) TORQUE CONVERRS,(4) TORQMATIC CONVERTER, (5) THREE STAGE, THREE ELEMENT TORQUE CONVERTER, AND (6) TORQUE CONVERTER MAINTENANCE AND TROUBLESHOOTING. THE MODULE CONSISTS OF A SELF-INSTRUCTIONAL PROGRAM TRAINING FILM "LEARNING ABOUT TORQUE CONVERTERS" AND OTHER MATERIALS. SEE VT 005 685 FOR FURTHER INFORMATION. MODULES IN THIS SERIES ARE AVAILABLE AS VT 005 685- VT 005 709. MODULES FOR "AUTOMOTIVE DIESEL MAINTENANCE 1" ARE AVAILABLE AS VT 005 655 VT 005 684. THE 2-YEAR PROGRAM OUTLINE FOR "AUTOMOTIVE DIESEL MAINTENANCE 1 AND 2" IS AVAILABLE AS VT 006 006. THE TEXT MATERIAL, TRANSPARENCIES, PROGRAMED TRAINING FILM, AND THE ELECTRONIC TUTOR MAY BE RENTED (FOR $1.75 PER WEEK) OR PURCHASED FROM THE HUMAN ENGINEERING INSTITUTE HEADQUARTERS AND DEVELOPMENT CETER, 2341 CARNEGIE AVENUE: CLEVELAND, 'OHM 44115. (HC) STUDY AND READING MATERIALS AUTOMOTIVE MAINTENANCE L_____ AUTOMATIC TRANSMISSIONS- TORQUE CONVERTER UNIT V SECTION A FLUID COUPLINGS (LOCATION AND PURPOSE) SECTION B PRINCIPLE OF OPERATION SECTION C TORQUE CONVERTERS SECTION D TORQMATIC CONVERTER SECTION E THREE STAGE, THREE ELEMENT TORQUE CONVERTER. -

Drive Line Drive Line
DRIVE 100% Associate Owned LINE News and Updates From Jasper Engines & Transmissions July 2011 In This Issue... JASPER Offers GM Six-Speed Customer Profile: Automatic Transmissions Gill’s Service Jasper Engines & Transmissions, the JASPER uses the GM MDI (multiple Center pg. 2 nation’s leader in remanufactured products, diagnostic interface) to reprogram the TCM. has added the following late-model transmis- Customers with an MDI, or other J2534 What’s “New” at Jasper Authentic Custom sions to its remanufactured lineup. device, installed with the proper GM software, Drivetrains pg. 3 The GM 6L80 and 6L90E 6-speed trans- can reprogram these units. “But until JASPER missions are available for the following feels comfortable that our installers have these JASPER Sponsors 2007-2009 vehicles: devices, and access to the proper GM software, Ohio Rodeo pg. 4 we will ship these units reprogrammed, per the • Chevrolet Yukon Denali, Avalanche and vehicle VIN, from the factory, says Corbin.” A Strive to Thrive Suburban Every JASPER remanufactured transmis- Testimonial pg. 4 • GMC Sierra Denali sion is subjected to strict, high-quality • Cadillac Escalade processes: Craig Hessenauer: • Chevrolet/GMC C/K 1500-3500 pickups 2011... Failure to • Disassembly, meticulous inspection and Communicate pg. 5 These transmissions are unique in that the cleaning of components. transmission control module (TCM) is phy- • All new and remanufactured parts are Crawford County scally contained “inside the transmission.” carefully inspected for correct tolerances, to Expansion “These control modules are vehicle iden- assure dependability. Complete pg. 6 tification number (VIN) specific and must • JASPER’s research and product develop- be reprogrammed accordingly,” says James ment ensures inherent problems in OEM Gary Witte.. -

Shlall RACING CARS.* by HN CHARLES, B.Sc.7
500 THE INSTITUTION OF AUTOMOBILE ENGINEERS. ShlALL RACING CARS.* By H. N. CHARLES, B.Sc.7 (ASSOCIATEMEMBER.) February, 1935. INTRODUCTION. It is undeniable that everybody with a normal sense of values enjoys a clean sporting contest of any kind between adversaries who are fairly and evenly matched. To make the contest a real test of merit it must take place in public, and must be in accordance with the accepted rules. The above requirements are met by motor racing, since thousands of people witness the great long-distance motor races of the present day. The rules usually are also comparatively strict, and fine sportsmanship frequently exists in addition, in connexion with honouring the unwritten rules of the motor racing game. It has been the author’s good fortune during the last few years to be entrusted with the dcsigning of a number of types of what, for the want of a better term, may be briefly described as “ small racing cars.” The work, as it happens, has been entirely carried out for one Company, whose drawing office and experimental depart- ment are combined under his care. Having previously been in daily contact at different times with motor-cycle engines, airship engines, both rotary and stationary aeroplane engines, and a variety of accessories connected with the various types, it was at first some- what difficult to go back to the beginning and start with small engines all over again, but there is a great fascination about these small units, because they provide an almost ideal ground for experiment, the cost of which is greatly reduced by the small size of the parts involved. -

Gm Livonia Trim Plant in Livonia, Michigan ______10
Repurposing Former Automotive Manufacturing Sites in the Midwest A report on what communities have done to repurpose closed automotive manufacturing sites, and lessons for Midwestern communities for repurposing their own sites. Prepared by: Valerie Sathe Brugeman, MPP Kristin Dziczek, MS, MPP Joshua Cregger, MS Prepared for: The Charles Stewart Mott Foundation June 2012 Repurposing Former Midwestern Automotive Manufacturing Sites A report on what communities have done to repurpose closed automotive manufacturing sites, and lessons for Midwestern communities for repurposing their own sites. Report Prepared for: The Charles Stewart Mott Foundation Report Prepared by: Center for Automotive Research 3005 Boardwalk, Ste. 200 Ann Arbor, MI 48108 Valerie Sathe Brugeman, MPP Kristin Dziczek, MS, MPP Joshua Cregger, MS Repurposing Former Midwestern Automotive Manufacturing Sites Table of Contents ACKNOWLEDGMENTS _____________________________________________________________ III About the Center for Automotive Research ______________________________________________ iii EXECUTIVE SUMMARY _____________________________________________________________ 4 Case Studies ______________________________________________________________________ 5 Key Findings _______________________________________________________________________ 5 INTRODUCTION __________________________________________________________________ 7 METHODOLOGY __________________________________________________________________ 7 GM LIVONIA TRIM PLANT IN LIVONIA, MICHIGAN _______________________________________ -

Trends in Automobile Transmissions Frank Buscemi, Manager—Public Affairs, ZF Group—North American Operations
Trends in Automobile Transmissions Frank Buscemi, Manager—Public Affairs, ZF Group—North American Operations With all the work in transmis- to provide gears and transmissions to his Therefore, each case has to be individu- sion development these days, the Zeppelin airships. ally assessed because general statements demand for automobile transmis- Today, ZF provides more than are not applicable.” sion gears should remain strong 1.2 million transmissions per year to The type of transmission plays a key for several years, but because of the automakers like Aston Martin, Audi, role in defining a vehicle’s character, great variety of projects and varia- BMW, Ford, General Motors, Jaguar, image, segment and brand, making it a tions, transmission manufacturers Land Rover, Porsche, and Volkswagen major factor in competitiveness. Each and their suppliers will have to be as and employs more than 6,300 in its car vehicle features individual strengths, flexible as possible to keep up with driveline technology division. In 2001, depending on application conditions. the changes. ZF introduced the world’s first 6-speed AMTs—Also known as sequential Automobile transmissions have come stepped automatic transmission in the manual gearboxes (SMGs), AMTs have a long way since the days of simply BMW 7-Series. their roots in Formula 1 racing, using choosing between automatic and manual. Dr. Harald Naunheimer, director of computer-controlled actuators that are Today’s drivers have more transmission product develop- options than ever before. Automatics ment, car drive- and manuals are still there, but they are line technology now accompanied by automated manu- at ZF, says that als (AMTs), dual clutch transmissions t r a n s m i s s i o n s (DCTs), continuously variable transmis- are highly indi- sions (CVTs) and hybrid drives. -

Rexnord Gear Manufacturing Services Overview
Rexnord Gear Manufacturing Services Overview Rexnord Gear Manufacturing Services Rexnord Gear Manufacturing Services Overview Rexnord Gear Manufacturing Services is a full service supplier providing high-quality, custom precision spur & helical gearing and specialized gearboxes, serving the mining, energy, transit, construction, and industrial markets. Our custom solutions have helped customers for more than 60 years, demonstrating high performance and reliability on custom enclosed gear drives and loose precision gears with cost-effective solutions. As your single source custom gear and gearbox manufacturer, Rexnord Gear Manufacturing Services can offer you reduced complexity and inventory, improved lead time and efficiency, and state-of-the-art technical support and engineering. We have the necessary equipment that you need, all in one place. In-house heat treating, gear cutting and gear grinding capabilities and expertise ensure the highest level of precision is met for our customers’ most demanding gear applications. In addition, Rexnord has a full complement of precision gearing process capabilities for machining, turning, milling, drilling, broaching, key seating, OD/ID grinding, and balancing. ISO-certified, build-to-print manufacturing provides high-quality gearing and specialized gearboxes. Key features & benefits Gear Milling, Hobbing & Turning Gear Grinding • Spur & helical gears to 80” length and 60” • Spur & helical gears to 64” face width and 138” outer diameter outer diameter Heat Treating Housing Machining • In-house heat -
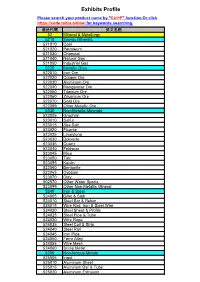
Exhibits Profile Please Search Your Product Name by "Ctrl+F" Function.Or Click for Keywords Searching
Exhibits Profile Please search your product name by "Ctrl+F" function.Or click https://code.taitra.online/ for keywords searching. 產品代碼 英文名稱 52 Mineral & Metallurgy 5210 Energy Minerals 521010 Coal 521020 Petroleum 521030 Charcoal 521040 Natural Gas 521050 Industrial Gas 5220 Metallic Ores 522010 Iron Ore 522020 Copper Ore 522030 Aluminum Ore 522040 Manganese Ore 522050 Titanium Ore 522060 Zirconium Ore 522070 Gold Ore 522099 Other Metallic Ore 5230 Non-Metallic Minerals 523005 Graphite 523010 Sulfur 523015 Sea Salt 523020 Fluorite 523025 Limestone 523030 Dolomite 523035 Quartz 523040 Feldspar 523045 Mica 523050 Talc 523055 Kaolin 523060 Bentonite 523065 Gypsum 523070 Clay 802570 Other Water Sports 523099 Other Non-Metallic Mineral 5240 Iron & Steel 524005 Billet & Slab 524010 Steel Bar & Rebar 524015 Wire Rod, Iron & Steel Wire 524020 Steel Sheet & Profile 524025 Steel Pipe & Tube 524030 Wire Rope 524035 Steel Coil & Strip 524040 Steel Rail 524045 Iron Pipe 524050 Ferro Alloy 524055 Wire Mesh 524060 Scrap Metal 5250 Non-ferrous Metals 525005 Ingot 525010 Aluminum Sheet 525015 Aluminum Bar & Tube 525020 Aluminum Extrusion 產品代碼 英文名稱 525025 Copper Sheet 525030 Copper Bar & Tube 525035 Titanium Sheet 525040 Titanium Bar & Tube 525045 Non-ferrous Wire 525050 Electromagnet / Solenoid 525055 Permanent Magnet 525060 Rare Earth 525099 Other Non-ferrous Metals 53 Chemicals 5305 Organic Chemicals 530510 Amine 530520 Aldehyde, Ketone & Chinone 530530 Organic Acid 530540 Alcohol, Hydroxybenzene & Ether 530550 Benzene & Derivatives 530560 Hydrocarbon -

Rolled Rotary Ball Screw
511E Rolled Rotary Ball Screw Model BLR End cap Screw shaft Spacer Ball Seal Collar End cap Outer ring Ball screw nut Retainer Outer ring Ball Fig.1 Structure of Large Lead Rotary Nut Ball Screw Model BLR Point of Selection A15-8 Options A 15-336 Model No. A 15-353 Precautions on Use A 15-358 Accessories for Lubrication A 24-1 Mounting Procedure and Maintenance B 15-104 Accuracy Standards A 15-290 Example of Assembly A 15-291 Axial Clearance A 15-19 Maximum Length of the Screw Shaft A 15-24 DN Value A 15-33 A15-288 511E Rolled Rotary Ball Screw Structure and Features The Rotary Ball Screw is a rotary-nut ball screw unit that has an integrated structure consisting of a ball screw nut and a support bearing. The support bearing is an angular bearing that has a contact angle of 60, contains an increased number of balls and achieves a large axial rigidity. Model BLR is divided into two types: the Precision Ball Screw and the Rolled Screw Ball. [ Smooth Motion] It achieves smoother motion than rack-and-pinion based straight motion. [ Low Noise even in High-speed Rotation] Model BLR produces very low noise when the balls are picked up along the end cap. In addition, the balls circulate by passing through the ball screw nut, allowing this model to be used at high speed. [ High Rigidity] The support bearing of this model is larger than that of the screw shaft rotational type. Thus, its axial rigidity is signifi cantly increased. -

Torrance Press
• AUTOMOBILES 200 AUTOMOBILES 200« AUTOMOBILES 200 FOB SALE FOB SALE FOB SALE • AUTOMOBILES 200 • AUTOMOBILES 200 • AUTOMOBILES 200 AUTOMOBILES 2001 • AUTOMOBIL _S 200 HARBOR Inventory Reduction FOR SALE FOR SALE FOR SALE FOB SALE I FOB SALE MOTORS SALE GOAL POST We Are Getting Ready 956 For Our New Models! SPECIALS 100% FINANCING "ORD (On Approved Credit) '55 OLDS 1955 PONTIAC STAR CHIEF . $2295 «* Holiday nedan. Ra dio *. heater, hydra- Catalina, 2-door, hard top, radio, heater, hydramatic, power. mati'-, 2-tone. tinted KlaJM. white wall*, lota of extraa. 1955 BUICK 4-DOOR . ... $2195 Riviera Special. Radio, heater, Dynaflow, whitewall tires, dual spots and $2595 continental kit, ate. 1954 BUICK SUPER ........ $1995 Convertible coup*. Radio, heater, Dynaflow, whitewall tires & full power. DEMO'S 1953 FORD VICTORIA . $1095 Radio & heater, overdrive, cont. kit, 2-ton* paint. Sharp! SPECIALS 1953 CHEVROLET-BEL-AIR CONVERTIBLE CPE............... $1095 1955 CHEVROLET BEL-AIR V-8, Loaded .................................... $ I 795 1954 WILLYS 4-DOOR .......................................... Payments $30 a Mo. '54 OLDS 1951 FORD CONVERTIBLE CPE. ..................................................... $595 "W Holiday roupe Radio It hcaUr. hydra- maUr. power steering, pnw»r orak^a. powrr 1954 BUICK RIVIERA SUPER ..............^^^ window*, fi-way pw of 1953 BUICK SUPER RIVIERA HARD-TOP ............................... $1 195 $2395 1955 CHEVROLET '/2 JON TRUCK ............................................ $1 195 IF YOU HAVE GOOD SPECIALS CREDIT and $10.00 Come in and we can make you a good NAME YOUR OWN DEAL! deal with low monthly payments. i i '54 OLDS ft u per RH Holiday OSCAR MAPLES USED CAR INDEX" roupe. Radio A heater, hy dramatic, power leering, power '50 PLYMOUTH ................