Superseded BREF
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Wavebid > Buyers Guide
Auction Catalog March 2021 Auction Auction Date: Sunday, Feb 28 2021 Bidding Starts: 12:00 PM EST Granny's Auction House Phone: (727) 572-1567 5175 Ulmerton Rd Email: grannysauction@gmail. Ste B com Clearwater, FL 33760 © 2021 Granny's Auction House 02/28/2021 07:36 AM Lot Title & Description Number 12" x 16" Wyland Lucite Limited Edition Orca Family Statue - Free form clear lucite form reminiscent of ice with sun softened edges 1 holding family pod of 3 Orcas/ killer whales, etched Wyland signature lower left, numbered 105/950 lower right - in house shipping available 2 6" x 4" Russian Lacquerware Box Signed and Numbered with Mythic Cavalry Scene - Black Ground, Bright Red Interior - In House Shipping Available Tiffany & Co. Makers Sterling Silver 6 1/2" plate - 16052 A, 7142, 925-1000, beautiful rimmed plate. 5.095 ozt {in house shipping 3 available} 2 Disney Figurines With Original Boxes & COA - My Little Bambi and Mothe # 14976 & Mushroom Dancer Fantasia. {in house shipping 4 available} 2 Art Glass Paperweights incl. Buccaneers Super Bowl Football - Waterford crystal Super Bowl 37 Buccaneers football #1691/2003 & 5 Murano with copper fleck (both in great condition) {in house shipping available} 6 Hard to Find Victor "His Master's Voice" Neon Sign - AAA Sign Company, Coltsville Ohio (completely working) {local pick up or buyer arranges third party shipping} 7 14K Rose Gold Ring With 11ct Smokey Topaz Cut Stone - size 6 {in house shipping available} 8 5 200-D NGC Millennium Set MS 67 PL Sacagawea Dollar Coins - Slabbed and Graded by NGC, in house shipping available Elsa de Bruycker Oil on Canvas Panting of Pink Cadillac Flying in to the distance - Surrealilst image of cadillac floating above the road 9 in bright retro style, included is folio for Elsa's Freedom For All Statue of Liberty Series - 25" x 23" canvas, framed 29" x 28" local pick up and in house shipping available 10 1887 French Gilt Bronze & Enamel Pendent Hanging Lamp - Signed Emile Jaud Et Jeanne Aubert 17 Mai 1887, electrified. -

Home + Housewares Guide in an Industry That Changes Daily, It’S Hard to Keep
2019 Pre-Show Edition home + housewares Guide In an industry that changes daily, it’s hard to keep current. The International Home + Housewares Show is the perfect opportunity to get up-to-date: every year close to 60,000 of the world’s most important professionals gather to do business in Chicago. march 2 - 5 Register for badges: www.housewares.org Show Expos . 2-7 City of Chicago . 14-17 Educational Programs . 8-9 Show Planning . 18 Show Destinations . 10-11 Registration Information . 19 Show Events . 12-13 Welcome to Chicago . 20 Show Expos dine + décor Fashion-forward, innovative homegoods • cook + bakeware • tabletop, kitchen for the kitchen and dining room essentials + accents • gift • home décor The 2018 International Home + Housewares Show was a fantastic experience. I would recommend this to anyone in the business. It SOUTH HALL created an amazing atmosphere to network, engage, learn and grow your business. Excellent turnout with a good list of speakers that will benefit every aspect of retailing, and of course, well curated vendors! Exhibitors include: Regina Bonoan, Merchandising Group Manager cook + bakeware Make Room and More (SSI) All-Clad | BergHOFF International | Philippines Chantal Corp. | Corelle Brands | Cristel | CucinaPro | Cuisipro | De Buyer | Fissler | Groupe SEB | Jean Dubost | KRUPS | Search for all Exhibitors and Brands on L'Atelier Du Vin | Lagostina | Le Creuset | Housewares Connect 365 at Lodge Mfg. | Meyer | Nordic Ware | www.housewares.org/housewaresconnect365 Paderno World Cuisine | Rösle | Scanpan | -
Prelim Appendix H Category 6 Petitions
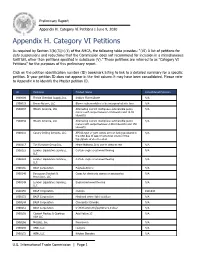
Preliminary Report Appendix H. Category VI Petitions | June 9, 2020 Appendix H. Category VI Petitions As required by Section 3(b)(3)(c)(ii) of the AMCA, the following table provides: “(VI) A list of petitions for duty suspensions and reductions that the Commission does not recommend for inclusion in a miscellaneous tariff bill, other than petitions specified in subclause (V).” These petitions are referred to as "Category VI Petitions” for the purposes of this preliminary report. Click on the petition identification number (ID) bookmark listing to link to a detailed summary for a specific petition. If your petition ID does not appear in the first column it may have been consolidated. Please refer to Appendix A to identify the Master petition ID. ID Petitioner Product Name Consolidated Petitions 1900009 Florida Chemical Supply, Inc. Sodium Fluorosilicate N/A 1900019 Broan-Nutone, LLC Blower subassemblies to be incorporated into fans N/A 1900037 Hitachi America, Ltd. Alternating current multiphase submersible pump N/A motors with output between 3 kilowatts and 14.92 kilowatts 1900038 Hitachi America, Ltd. Alternating current multiphase submersible pump N/A motors with output between 149.2 kilowatts and 150 kilowatts 1900116 Canary Drilling Services, LLC API 6A type of gate valves are not being produced in N/A the USA due to lack of economic source of the type/grade of steel needed 1900117 T.H Furniture Group Inc. Home Mattress,Only use to sleep or rest N/A 1900123 Lumber Liquidators Services, Certain engineered wood flooring N/A LLC 1900124 -

Homes & Interiors
Homes & Interiors - Ceramics, Glassware, Pictures & Decorative items - Live Online , 1 LG flatscreen television, model number7/04/2021 9:0018 AMUnusual Victorian Derby Porcelain Spill vase in 43UJ634V with remote control £50-80 the form of a Conch shell, supported by a Sea 2 Dyson DC40 vacuum cleaner with paperwork Horse £50-70 £30-50 19 Large Studio pottery charger with white flashes 3 Challenge floor standing electric oscillating fan on a blue ground £20-40 and a boxed Igenix heater (2) £20-40 20 Silver plated three piece teaset with fluted 4 Claude Butler Pine Lake mountain bike £30-50 decoration together with silver plated cutlery and sundries £20-40 5 Good Quality reproduction Ships Half Hull- 21 Extensive collection of Horse Brasses to include Iolanthe, Fitch Beale & Co, 1851, 127 x 30cm RSPCA Merit badges, and others (qty) £60-100 £100-150 22 Antique Copper 2 Gallon measure, together with 6 Good Quality reproduction Ships Half Hull- Iron miniature copper spirit kettles, copper brandy Ship Royale, 1863, 108 x 23cm £60-100 warmers and other antique metalware (qty) £80- 7 Pair of gold velvet interlined curtains, 230cm x 120 190cm approximately £30-50 23 Victorian Rosewood wall bracket with brass 8 Pakistani runner with geometric decoration on inlaid decoration, together with clocks for brown and red ground 236cm x 63cm £30-50 restoration £20-40 9 Eleven Royal Doulton figures - Hilary HN2335, 24 Brass ejector candlestick, together with other Fragrance HN2334, Elegance HN2264, Ashley brass candlesticks, copper and brass items (qty) HN3420, -

Orrefors ENG in 2019 DEF J
2019 NOVELTIES THE SPARKLING DEVIL NEW PEAK NEW 54 57 MORE SNAPS NEW 50 SOFIERO NEW ITEMS 67 BLOOM NEW 14 ARTISTS Efva Attling, (b. 1952) made her first piece of jewellery when she was eleven. At the age of 16 she was taken on as a pupil at one of Sweden’s foremost silversmiths. After a 12-year career as a model for Eileen Ford, and then as a singer and song-writer, she once again turned her attention to design. She produced clothes for Levi’s and H&M. Since 1996 she has been designing jewellery for her own Efva Attling Stockholm brand. Amor Vincit Omnia is her first collection for Orrefors. EFVA ATTLING Lena Bergström (b. 1961) is a successful designer of both textiles and glass. She has received numerous public commissions and has won Excellent Swedish Design awards for six of her glass collections. Lena received her artistic education at the College of Arts, Crafts and Design in Stockholm. She became captivated by glass and has been affiliated to Orrefors since 1994. She has an unerring sense of design; her work, soft of line yet graphically eloquent, represents a new generation of expression. LENA BERGSTRÖM Gunnar Cyrén (1931-2013) was a Swedish glass artist, silversmith and industrial designer. He started at Orrefors glassworks in 1959. Highlights of his design career include ”Popglaset” or ”Pokaler med färgade ben” (1966-1968) and ”Nobel stemware” (1991). Over the years Gunnar Cyrén has participated in numerous exhibitions in Sweden and abroad and received the Swedish royal scholarship in 1962, the Lunning Prize in 1966 and the Prince Eugen Medal in 1988. -

Punt Marks Guide Durobor SA
Reference of glass container manufacturing marks Punt Marks Guide Durobor SA ................................................................................................ 65 Table of Contents Elias Valavanis S.A. Glassworks ............................................................... 66 AGI Glaspac (Div. of HSIL, Formerly Associated Glass Industries, Ltd.) . 5 El Farran Glass Industry ........................................................................... 67 Addis Ababa Bottle & Glass Share Company ........................................... 6 El Nasr Glass & Crystal Co. ....................................................................... 68 Al Tajir Glass Industries LLC ....................................................................... 7 Fábrica de Envases de Vidrio - S.A. de C.V. .............................................. 69 Alembic Limited (Yera Glass) ..................................................................... 8 Fabrica Paraguaya de Vidrio (subsidiary of Ambev S.A.) ....................... 70 Allied Glass Containers Ltd. ....................................................................... 9 Formosan Glass Corporation ................................................................... 71 Amcor ........................................................................................................ 10 Gallo Glass Company ............................................................................... 72 Anadolu Cam Sanayii A.S. - SISECAM ..................................................... 11 Gamin Glass -

Download New Glass Review 21
NewG lass The Corning Museum of Glass NewGlass Review 21 The Corning Museum of Glass Corning, New York 2000 Objects reproduced in this annual review Objekte, die in dieser jahrlich erscheinenden were chosen with the understanding Zeitschrift veroffentlicht werden, wurden unter that they were designed and made within der Voraussetzung ausgewahlt, dass sie in- the 1999 calendar year. nerhalb des Kalenderjahres 1999 entworfen und gefertigt wurden. For additional copies of New Glass Review, Zusatzliche Exemplare der New Glass please contact: Review konnen angefordert werden bei: The Corning Museum of Glass Buying Office One Corning Glass Center Corning, New York 14830-2253 Telephone: (607) 974-6479 Fax: (607) 974-7365 E-mail: [email protected] All rights reserved, 2000 Alle Rechte vorbehalten, 2000 The Corning Museum of Glass The Corning Museum of Glass Corning, New York 14830-2253 Corning, New York 14830-2253 Printed in Frechen, Germany Gedruckt in Frechen, Bundesrepublik Deutschland Standard Book Number 0-87290-147-5 ISSN: 0275-469X Library of Congress Catalog Card Number Aufgefuhrt im Katalog der Library of Congress 81-641214 unter der Nummer 81-641214 Table of Contents/In halt Page/Seite Jury Statements/Statements der Jury 4 Artists and Objects/Kunstlerlnnen und Objekte 16 1999 in Review/Ruckblick auf 1999 36 Bibliography/Bibliografie 44 A Selective Index of Proper Names and Places/ Ausgewahltes Register von Eigennamen und Orten 73 Jury Statements Here is 2000, and where is art? Hier ist das Jahr 2000, und wo ist die Kunst? Although more people believe they make art than ever before, it is a Obwohl mehr Menschen als je zuvor glauben, sie machen Kunst, "definitionless" word about which a lot of people disagree. -

Lucy F. Kweskin Matthew A. Skrzynski PROSKAUER ROSE LLP Eleven
20-12097-scc Doc 505 Filed 01/22/21 Entered 01/22/21 18:51:52 Main Document Pg 1 of 186 Hearing Date: February 12, 2021 at 10:00 a.m. (Prevailing Eastern Time) Objection Deadline: February 5, 2021 at 4:00 p.m. (Prevailing Eastern Time) Lucy F. Kweskin Jeff J. Marwil (admitted pro hac vice) Matthew A. Skrzynski Jordan E. Sazant (admitted pro hac vice) PROSKAUER ROSE LLP Brooke H. Blackwell (admitted pro hac vice) Eleven Times Square PROSKAUER ROSE LLP New York, New York 10036 70 West Madison, Suite 3800 Telephone: (212) 969-3000 Chicago, IL 60602 Facsimile: (212) 969-2900 Telephone: (312) 962-3550 Facsimile: (312) 962-3551 Peter J. Young (admitted pro hac vice) PROSKAUER ROSE LLP 2029 Century Park East, Suite 2400 Los Angeles, CA 90067-3010 Telephone: (310) 557-2900 Facsimile: (310) 557-2193 Attorneys for Debtors and Debtors in Possession UNITED STATES BANKRUPTCY COURT SOUTHERN DISTRICT OF NEW YORK In re Chapter 11 CENTURY 21 DEPARTMENT STORES LLC, et al., Case No. 20-12097 (SCC) Debtors.1 (Jointly Administered) NOTICE OF APPLICATION OF DEBTORS FOR ENTRY OF AN ORDER AUTHORIZING THE EMPLOYMENT AND RETENTION OF BERDON LLP AS TAX PREPARER AND CONSULTANT EFFECTIVE AS OF THE PETITION DATE PLEASE TAKE NOTICE that a hearing (the “Hearing”) will be held on the Application of Debtors for Entry of an Order Authorizing the Employment and Retention of Berdon LLP as 1 The Debtors in these chapter 11 cases (the “Chapter 11 Cases”), along with the last four digits of each Debtor’s federal tax identification number, as applicable, are Century 21 Department Stores LLC (4073), L.I. -

Bamfords Auctioneers & Valuers
Bamfords Auctioneers & Valuers The Derby Auction House Chequers Road Derby VICTORIAN, EDWARDIAN AND GENERAL SALE PART 2 Derbyshire DE21 6EN Started Jul 19, 2017 10:30am BST United Kingdom Lot Description 1000 A Hinks patent oil lamp with plated Corinthian column supporting clear cut glass font, later converted to electricity An early 19th Century substantial Named-View Derby campana vase, painted with a view in Wales, green ground, gilt snake handles, 1001 C.1825 (faults) Condition Report: Heavily damaged and poorly restored throughout, large cracks throughout An 18th century Pearlware blue and white bowl, painted with a child riding an Ox with others watching, pagoda, landscape, unmarked, 1002 29.5cm diam, c.1790 1003 A Japanese Pottery figure samurai warrior, green robes, long beard; another Geisha girl (2) 1004 A Japanese shaped circular plate, painted in underglaze blue with flowering peonies, 30cm diam, Miji period A large Royal Dux type model of an Indian elephant, standing with curled trunk, glazed in bronze green and gold tones, 44cm high, 1005 impressed marks (faults) 1006 A Moorcroft triangular ashtray, hibiscus on yellow ground A Victorian oversized Brandy balloon glass, engraved grape and vine Condition Report: A small 1mm chip to inner ring, light surface 1007 scratches throughout, 25cm high 1008 A Royal Worcester snuffer, as a Japanese girl 1009 A 19th century porcelain dog, Boxer 1010 A pair of large green glass bowls on stands 1011 A Goebel glass model Cockerel, painted decoration, engraved marks A late 19th century Staffordshire -

Stephenson's Auction General Auction
Stephenson’s Auction 1005 Industrial Blvd. Southampton, PA, 18966 General Auction Friday, June 16th, 2021 Inspection 1PM Box lots will be sold at 2 PM Gallery Auction at 3 PM (215) 322-6182 www.stephensonsauction.com Catalog listing is for general selling order only. You are urged to inspect these items before bidding on them. BOX LOTS 1 Lot of clothing, many new with 10 Glassware, etc. tags 11 Rachael Ray porcelain cookware 2 Lot of liquor bottles and other cookware 3 Box of Pez containers, many 12 Lot of linens, mostly table covers unopened in original packaging 13 Partial sets of dinnerware 4 Lot of liquor bottles including Royal Doulton and others 5 Lot on the floor of framed 14 Marble eggs, Japanese plates, artwork, Asian screen, etc. Nippon, yellowware pitchers, portrait 6 Framed Asian artwork, bone plate, etc. china teacups and saucers, etc. 14A Two boxes of framed artwork and 7 Chinese sculpted throw rug, a box of music books crocheted bed covers, Japanese vase, 15 Crystal decanter and vases, yellowware mixing bowl, art glass fish, glass swizzle sticks, figurines, Sadtler covered casserole, tin wall sculpture, teapot, colored glass stemware, etc. etc. 16 Lenox partial dinnerware, 7A Sam Adams stand up cardboard Christmas lights, cat hanging planter, advertisement glassware, platters, wire pot hangers, 7B Small trampoline etc. 8 Lot of new casters 17 New in boxes advertising trucks, a Hot Wheels Super Electronic Garage 9 Lot of Cherished Teddies new in in original box, and a wooden 2 drawer boxes chest 1 18 New in boxes and new in original 33A Lot of Cherished Teddies new in packaging advertising trucks, Racing boxes clock, etc. -
Final Appendix H Category 6 Petitions
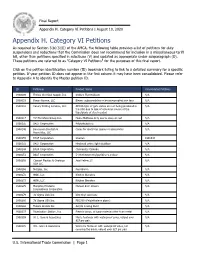
Final Report Appendix H. Category VI Petitions | August 10, 2020 Appendix H. Category VI Petitions As required by Section 3(b)(3)(E) of the AMCA, the following table provides a list of petitions for duty suspensions and reductions that the Commission does not recommend for inclusion in a miscellaneous tariff bill, other than petitions specified in subclause (V) and updated as appropriate under subparagraph (D). These petitions are referred to as "Category VI Petitions" for the purposes of this final report. Click on the petition identification number (ID) bookmark listing to link to a detailed summary for a specific petition. If your petition ID does not appear in the first column it may have been consolidated. Please refer to Appendix A to identify the Master petition ID. ID Petitioner Product Name Consolidated Petitions 1900009 Florida Chemical Supply, Inc. Sodium Fluorosilicate N/A 1900019 Broan-Nutone, LLC Blower subassemblies to be incorporated into fans N/A 1900116 Canary Drilling Services, LLC API 6A type of gate valves are not being produced in N/A the USA due to lack of economic source of the type/grade of steel needed 1900117 T.H Furniture Group Inc. Home Mattress,Only use to sleep or rest N/A 1900135 BASF Corporation Polyisobutylene N/A 1900146 Bensussen Deutsch & Cases for electronic games or accessories N/A Associates, LLC 1900155 BASF Corporation Oxoiron 1901843 1900172 BASF Corporation Hindered amine light stabilizer N/A 1900244 BASF Corporation Chloracetyl Chloride N/A 1900251 BASF Corporation 5-(Methoxymethyl)pyridine-2,3-dicar N/A 1900258 Clariant Plastics & Coatings Acid Yellow 23 N/A USA LLC 1900268 Metglas, Inc. -

Published by the European Container Glass Federation – FEVE AISBL Editor: Alexander Mohr, Phd
NEWSLETTER – June 2011 – N°396 CONTENT EUROPEAN UNION NEWS ...............................................................................................................4 European Commission sets out new rules for phase III of ETS ..................................................................4 Commission weighs product against materials approach to waste directives ..................................................4 Green Week Brussels: Potocnik warns over resource inefficiency ..............................................................5 European Parliament committee backs 30 per cent carbon emissions target ..................................................5 Ireland consults on packaging tax ..................................................................................................5 EC: Waste statistics improve, but quality for most states still only "appropriate" ...............................................6 CONTAINER GLASS INDUSTRY ........................................................................................................6 Global glass packaging market to reach $33.1bn this year ......................................................................6 Europe ...................................................................................................................................7 EU wide consumer survey: Green‐conscious European consumers prefer glass ..............................................7 Ardagh plans stock market listing in US this year: reports .......................................................................7