Fasteners and Anchors
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
248 Superstrut® Threaded Products & Hardware (Series 100)
War_245_264 5/7/04 1:21 PM Page 248 248 50 Pennsylvania Avenue • Warwick, Rhode Island 02888 F asteners & asteners Hardware Nuts & Bolts CM-100 Nylon Cone Nut Sizes: 1/4", 3/8", *1/2" & **100B-1/2" For all 1-5/8" channel. *Will not fit “B” series channel. **For “B” Series channel. ® Superstrut® Threaded Products & GoldGalv Finish Anchors A-100 Regular Spring Nut Hardware Sizes: 1/4", 5/16", 3/8", 1/2", 5/8", 3/4" & 7/8" Nut is square over 1/2" size. (Series 100) For all “A” and “C” series channel and inserts. Silver Electroplated Finish Channel Nuts Superstrut channel nuts are manufactured B-100 Short Spring Nut from mild steel and are case hardened. Sizes: 1/4", 5/16", 3/8" & 1/2" Drilling, Tapping Nut is square over 1/2" size. Design Data For all “B” series channel and inserts. & Cutting Superstrut self aligning channel nuts are Silver Electroplated Finish designed to provide resistance to pull out and resistance to side slip in excess of the H-100 Long Spring Nut full strength of the channels with which Sizes: 3/8", 1/2" & 5/8" they are used. The extreme resistance to Nut is square over 1/2" size. side slip results from the unique design of For all “E” and “H” series channel and inserts. the alternate teeth, spaced and designed to Silver Electroplated Finish develop a wedging action that increases Diamond Products with pressure or load. AC-100 Springless Nut Abrasives & Sizes: 1/4", 3/8", 1/2", 5/8" & 3/4" Nut is square over 1/2" size. -
Side Winder PRECISION WOODWORKING TOOLS R O U T E R L I F T
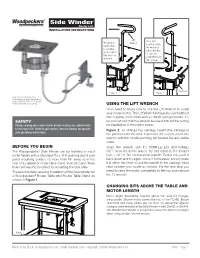
Woodpeckers ® Side Winder PRECISION WOODWORKING TOOLS R o u t e r L i f t . INSTALLATION INSTRUCTIONS Lift Once fully The wrench Wrench inserted, rotate handle must the wrench in be pointing either direction left in order to ¼ turn and fully insert or completely raise remove it. the carriage. Carriage Figure 2. Figure 3. Made in U.S.A. by Woodpeckers Inc. Protected by one or more of the following U.S. Patents; 6,505,659; 7,559,347; 7,481,253; 7,108,463 and other patents pending. USING THE LIFT WRENCH You’ll need to know how to use the Lift Wrench to install your router motor. The Lift Wrench is typically used without the lift spring and comes without the lift spring installed. It’s SAFETY recommended that the wrench be used without the spring Always unplug your router motor before making any adjustments for installation of the router motor. to the router lift. Refer to your routers’ owners manual for specific Figure 2. To change the carriage height (the carriage is safe operating instructions. the part beneath the table that holds the motor), orient the wrench with the handle pointing left toward the adjustable scale. BEFORE YOU BEGIN Insert the wrench until it’s COMPLETELY BOTTOMED The Woodpeckers® Side Winder can be installed in most OUT. Once it’s all the way in, try and rotate it. If it doesn’t router tables with a standard 9¼ x 11¾ opening and a side turn, it isn’t in. Do not force the wrench. Take it out, push it panel mounting surface no more than 19" away as in the back down and try again. -

WARNING ARB 4X4 ACCESSORIES
TJ & TJ UNLIMITED JEEP REAR BAR & WHEEL CARRIER • PART No 565 0010 REAR BAR. • PART No 575 0012 WHEEL CARRIER. • PART No 575 0020 TOW HITCH. (ACCESSORY) • PART No 575 0030 HI-LIFT JACK ATTACHMENTS. (ACCESSORY) • PART No 575 0040 WHEEL LOCKING NUTS – SET OF 4. (ACCESSORY) WARNING NOTE THE FOLLOWING: ♦ This product must be installed exactly as per these instructions using only the hardware supplied. ♦ In the event of damage to any bull bar component, contact your nearest authorised ARB stockist. Repairs or modifications to the impact absorption system must not be attempted. ♦ Do not use this product for any vehicle make or model, other than those specified by ARB. ♦ Do not remove labels from this bull bar. ♦ This product or its fixing must not be modified in any way. ♦ The installation of this product may require the use of specialized tools and/or techniques ♦ It is recommended that this product is only installed by trained personnel ♦ These instructions are correct as at the publication date. ARB Corporation Ltd. cannot be held responsible for the impact of any changes subsequently made by the vehicle manufacturer ♦ During installation, it is the duty of the installer to check correct operation/clearances of all components ♦ Work safely at all times ♦ Unless otherwise instructed, tighten fasteners to specified torque ARB 4x4 ACCESSORIES Corporate Head Office 42-44 Garden St Tel: +61 (3) 9761 6622 Kilsyth, Victoria Fax: +61 (3) 9761 6807 AUSTRALIA 3137 Australian enquiries [email protected] North & South American enquiries [email protected] Other international enquiries [email protected] www.arb.com.au Last Rev Date: 24-04-06 Page 1 of 24 3783210 Copyright © 2005 by ARB Corporation Limited. -

PDF Product List
STRUCTURAL BOLTS MACHINE BOLTS NUTS A325 Screw Only, A193 B7 Heavy Hex Head Bolt Acorn (Cap) Nut Domestic & Import A307A Breakaway Bolt Allen Nut A325 Bolt with Nut A307B Heavy Head Bolt Cap (Acorn) Nut A325 Type 3 Bolt, Domestic F1554 Hex Machine Bolt Castle Nut A325 Interference Body Bolt (Grades 36, 55, & 105) Coupling Nut Canadian A325 Bolt w/DH Nut, Square Head Machine Bolt Coupling Nut, Reducer Hot Dip Galvanized Coupling Nut, Heavy Duty A490 Screw Only, BOLTS & SCREWS Hex Nut Domestic & Import Carriage Bolt Hex Nut, Left Hand TC A325 Assembly, Countersunk Bolt Hex Nut, Heavy Grade 4 Domestic& Import Counterbore Screw, 12 Point Hex Nut, Heavy, Grade 7 TC A490 Assembly, Elevator Bolt Hvy Double Recess Guardrail Nut Domestic & Import Flange Bolt Jack Nut Flat Head Bolt, Slotted Jam Nut STRUCTURAL NUTS Guardrail Bolt Jam Nut, Left Hand A194 2H Nut, Domestic Hanger Bolt Flange Nut A194 2H Nut, Import Lag Screw High Nut A563 Grade DH Heavy Nut, Lag Screw, 1-Way Truss Head Knurled Nut Domestic Lag Screw, Indented HWH Machine Screw Nut, Hex A563 DH Type 3 Nut Full Thread Machine Screw Nut, Small Pattern ANCO Heavy Hex Locknut Lag Screw, Square Head Machine Screw Nut, Square ANCO Finished Locknut Penta Head Bolt Palnut ANCO 2H Heavy Locknut Place Bolt Panel Nut ANCO A325 Locknut Plow Bolt, Grade 2 Slotted Nut Plow Bolt, Grade 5 Slotted Nut, Heavy STRUCTURAL WASHERS Plow Bolt, Grade 8 Square Nut F436 Hardened Washer Shaker Screen Bolt, Grade 5 Square Nut, Heavy Domestic & Import Shackle Bolt Tee Nut F436 Type 3 Washer Security Bolt Wing -

Fastener Identification Guide • 4.13 KM • Printed in the USA
HEAD STYLES Hex Cap Screw Bugle Hex cap screws feature a washer face on the Button Washer bearing surface, a chamfered point, and tighter body tolerances than hex bolts. Pan Binding Undercut Hex Bolt Similar to hex cap screw, hex bolts do not require a washer face or a pointed end and have a greater tolerance range in the body. Round Head Fillister Socket Head Cap Screw Socket heads feature an internal hexagonal drive DRIVES socket and close tolerances for precision assembly. Flat 82° Cross Recess Button Head Socket Cap Screw Type I FASTENER (Phillips) Button heads feature a dome shaped head, though Flat 100° this feature reduces the tensile capacity. Cross Recess Flat Head Socket Cap Screw Type IA Flat heads feature an 82° countersunk head for Flat Undercut (Pozidriv®) IDENTIFICATION flush connections. Like the button heads, this feature reduces the tensile capacity. Cross Recess Type II (Frearson) Low Head Socket Cap Screw Indented Hex Low heads are similar to standard socket heads, but with a shorter head for applications where clearance Cross Recess Square GUIDE is an issue. This head configuration also reduces the Combo strength capacity. Indented Hex Washer (Quadrex®) NUTS Carriage Bolt A round head bolt with a square neck under the Slotted head. These must be tightened with a nut. Serrated Hex Finished Hex Nuts: Hex Coupling Nuts: Washer Hexagonal shaped nuts with internal screw Designed to join two externally threaded Plow Bolt threads. Finished hex nuts are one of the most objects, usually threaded rod, together. Combination Similar to a carriage bolt, these have a flat head common nuts used. -

FASTENERS Power-Strut Clamping Nuts Are Cold Formed, with Two Grooves, Each with Six Sharp Teeth and Then Case Hardened
FASTENERS Power-Strut Clamping Nuts are cold formed, with two grooves, each with six sharp teeth and then case hardened. These sharp hardened teeth bite into the inturned edges of the Power-Strut channel forming a strong vise-like connection giving greater strength and resistance to slippage. ®ÊMATERIAL: Channel clamping nuts meet ASTM A576 GR1015M, and are case hardened. Hex head bolts meet SAE J429 GR 2. Square and hex nuts meet ASTM A563 GR A. ®ÊSCREW THREADS DATA: All Power-Strut nuts and bolts are manufactured to meet the Unified Screw Threads standard, ANSI B1.1, Coarse Series UNC, class 2. Continuous Threaded Rod: Meets ASTM A-510. ®ÊSTANDARD FINISH: All fasteners have an electro-galvanized finish. ®ÊRECOMMENDED BOLT TORQUE: Bolt Size 1⁄4"–20 5⁄16"–18 3⁄8"–16 1⁄2"–13 5⁄8"–11 3⁄4"–10 Rec. Torque 6 11 19 50 100 125 Ft/Lbs Max. Torque 7 15 25 70 125 135 Ft/Lbs 43 , Ê /" )$67(1(56 Channel Nut Selection Chart Nuts Channel PS LS PS SS PS RS PS NS PS NS S PS 517 PS TG PS 3281 PS 3500 PS ML PS KW aa aaaa PS 100 5 1 1 ⁄8 x 3 ⁄4 x 12 ga. aa aaaa PS 150 5 7 1 ⁄8 x 2 ⁄16 x 12 ga. PS 200 aa aaaaaa 5 5 1 ⁄8 x 1 ⁄8 x 12 ga. PS 210 aa aaaaaa 5 5 1 ⁄8 x 1 ⁄8 x 14 ga. PS 300 aa aaaaaa 5 3 1 ⁄8 x 1 ⁄8 x 12 ga. -

Draft Standard
PHILIPPINE AGRICULTURAL ENGINEERING STANDARD PAES 311: 2001 Engineering Materials – Bolts and Nuts for Agricultural Machines – Specifications and Applications Foreword The formulation of this National Standard was initiated by the Agricultural Machinery Testing and Evaluation Center (AMTEC) under the project entitled "Enhancing the Implementation of AFMA Through Improved Agricultural Engineering Standards" which was funded by the Bureau of Agricultural Research (BAR) of the Department of Agriculture (DA). This standard has been technically prepared in accordance with PNS 01-4:1998 (ISO/IEC Directives Part 3:1997) – Rules for the Structure and Drafting of International Standards. It provides specifications and proper application of bolts and nuts for agricultural machines. The word “shall” is used to indicate requirements strictly to be followed in order to conform to the standard and from which no deviation is permitted. The word “should” is used to indicate that among several possibilities one is recommended as particularly suitable, without mentioning or excluding others, or that certain course of action is preferred but not necessarily required. In the preparation of this standard, the following references were considered: Hummel, B. L. (Ed.) 1967. Machine design, Fastening and joining, Vol. 39 No. 34. Penton Publishing Co., Cleveland, Ohio. ISO 262:1998, ISO general purpose metric screw threads – Selected sizes for screws, bolts, and nuts ISO 273:1979, Fasteners – Clearance holes for bolts and screws ISO 888:1976, Bolts, screws, and studs – Nominal lengths and thread lengths for general purpose bolts JIS B 1052:1998, Mechanical properties of steel nuts JIS B 1057:1994, Mechanical properties of non-ferrous metal fasteners C-69 PHILIPPINE AGRICULTURAL ENGINEERING STANDARD PAES 311:2001 Engineering Materials – Bolts and Nuts for Agricultural Machines – Specifications and Applications 1 Scope This standard establishes specifications and provides technical information for the proper application of bolts and nuts for agricultural machinery. -

ABS Fastener Catalog
ABS FASTENERS OFFERS A COMPLETE LINE OF COMMERCIAL STANDARDS AND SPECIALS. We are your premier source for commercial grade fasteners, nuts, bolts, screws, and hard- ware. For more than 60 years, ABS has set the standard for quality, value-added services, and superior customer service. From our seven ABS warehouses strategically located across the USA and Mexico stocking several million in inventory, we are uniquely poised to serve your fastener and hardware needs for manufacturing and assembly. 4 ...........Anchors 20 .........Custom Fasteners & Hardware 5 ...........Bits 21 .........Value Added Services 6-7 ........Bolts 22 .........Quick Fastener Reference 8-9 ........Nuts 23 .........Heads, Threads, and Drive Styles 10 .........Washers 24 .........Thread Pitch Guide 11 .........Socket Products 25 .........Material Reference 12 .........Machine Screws 26 .........Plating Reference 13 .........Wood Screws 27 .........Painting Services 14 .........Construction Screws 28 .........Staple Reference 15 .........Self Drilling Screws 29 .........Nail Reference 16-17 ...Sheet Metal Screws 30 .........Hardware Off ering 18 .........Nails & Rivets 29 .........ABS Locations & Contact Info 19 .........Pins & Miscellaneous Items © 2017 American Bolt & Screw. All Rights Reserved. Reproducing or copying any part of this catalog without permission is unlawful under the United States Copyright Act. Violaters are subject to full prosecution under federal law. We hold industry together... You are not anchored to other suppliers! We have the anchors you need for light or heavy jobs. Conical Plastic Anchors E-Z Anchors Toggle Bolts Light-duty wall anchor used with a sheet metal or wood Pre-drills own hole in gympsum wallboard.Replaces A machine screw and toggle wing anchoring system screw in drywall,concrete or hollow brick. -

Online Catalogue
Bresco Vehicle Services Limited Unit 14 Meadow Lane Ind. Estate, Gordon Road, Loughborough, UK LE11 1JP Tel: +44 (0)1509 610834 www.bresco.com Email: [email protected] ONLINE CATALOGUE Version 30 1st February 2021 This catalogue does not include the fasteners for modern cars which are in a separate catalogue For technical advice please contact Howard Christian by phone on +44 (0)1509 610834, or by email: [email protected] Please be aware that we frequently add new products to our website. Also, there may be blank spaces in the catalogue- these are intentional. THIS WEBSITE IS A MAIL-ORDER FACILITY TO ORDER BY PHONE OR EMAIL Phone Howard on +44 (0) 1509 610834 or Email: [email protected]. If you wish to proceed with the order, you will be asked to provide your Debit / Credit card or PayPal details . INDEX: PACKS Section Starts Page: Adhesives and Solvents 02 Consumabl es 04 Tools 05 Box es of ass orted parts 06 Badge Fixes 07 Brake / Fuel Hard ware 09 Cable and Wiring Clips and Ties 11 Clevis Pins 12 Control Cable / Rod Clips – Metal and Plastic 12 Door Trim Pad Clips 13 Durable Dot’ and ‘L ift The Dot’ Studs 15 Edge Clips (inc luding ‘D’ and ‘S’ types and Edge Panel Clip s) 16 Edge / Tongue Cable / Pipe Clips 18 Exhaust Mani fold Studs, Nuts and Hardware 20 Eyelets and Rings 21 Hose Clips 21 Insulat ed Terminals 24 Misc ellan eous Parts 26 Moulding Clips - Plast ic 27 Moulding Clips - Metal 29 Moulding Clips – Mis cellane ous 31 Moulding Clips - Reveal 31 Nuts and Washe rs - Various 31 Pipe Clips 33 Pipe Con necto rs 34 Qua rter Turn Studs -
Workholding Components
WORKHOLDING COMPONENTS Workholding Components Adjustable Clamp Heels............................................................268 Nuts, Spinner-Grip™...................................................................255 Adjustable Clamp Rests ............................................................267 Nuts, Stainless Steel...................................................................257 Adjustable Step Blocks .............................................................278 Nuts, T-Slot ..................................................................................258 Assemblies, Spherical Flange ..................................................254 Plastic Pad Covers ......................................................................240 Bolts, Dovetail .............................................................................252 Revolving Clamp Assemblies, Long Bushing Type .............232 Bolts, Swing .................................................................................235 Revolving Clamp Assemblies, Short Bushing Type.............232 Bolts, T ..........................................................................................252 Revolving Clamp Base ...............................................................232 Bolts, T-Slot ..................................................................................251 Rod Ends ......................................................................................236 Bolts, T-Strap ...............................................................................247 -

UNITED's Nuts! Acorn, Lock - Spherical Flange Coupling, Lock and Flange Nuts GET MORE for LESS at UNITED! ACORN NUTS See Section G for Stainless
Nuts: Acorn-Coupling- UNITED's Nuts! Acorn, Lock - Spherical Flange Coupling, Lock and Flange Nuts GET MORE FOR LESS AT UNITED! ACORN NUTS See Section G for Stainless. Closed end ACORN NUT A B C protects stud UDB-925000 1/4-20 1/2 1/2 threads from UDB-925005 5/16-18 5/8 9/16 damage. Heat UDB-925010 3/8 – 16 3/4 11/16 treated black UDB-925015 1/2-13 15/16 7/8 B oxide finish. UDB-925020 5/8-11 1-3/16 1-1/16 UDB-925025 3/4 – 10 1-3/8 1-1/4 C12L15 STEEL — HEAT TREATED WITH BLACK OXIDE FINISH. UDB-925030 7/8 – 9 1-7/16 1-7/16 KNURLED LOCK NUTS See Section G for Stainless. Quick thread 1018 STEEL — HEAT TREATED — BLACK OXIDE locking on jigs STEEL STAINLESS A THD B O. D. C STEP D E F DIA PART NO. PART NO. I. D. SIZE DIA DIA WIDTH LIP +.005 and fixtures. 1/4 -.000 detents permit UDB-925110 UDB-925110S 1/4 – 20 1-1/8 1" 7/16 1/16 .250 additional UDB-925115 UDB-925115S 3/8 – 16 1-1/8 1" 7/16 1/16 .250 tightening with UDB-925120 UDB-925120S 1/2 – 13 1-1/8 1" 7/16 1/16 .250 1/4" pin. UDB-925125 UDB-925125S 5/8 – 11 1-3/8 1" 7/16 1/16 .250 COUPLING NUTS Makes unlimited COUPLING NUT A B C stud length UDB-925050 3/8 – 16 1 11/16 combinations UDB-925055 1/2-13 1-1/4 7/8 available. -

Bolts & Nuts BOLTS
15 Bolts & Nuts BOLTS High Quality Fasteners ALB 0001 ALB 0002 ALB 0003 ALB 0004 02 Hex Nut Crimp Nut Flat Hd Spring Pin Cross Receased Flat HD Wood Screw Bolts & Nuts ALB 0005 ALB 0006 ALB 0007 ALB 0008 Hex Jam Nut Crimp Nut CSK Hd Spring Pin Wave Cross Receased Rd HD Wood Screw ALB 0009 ALB 0010 ALB 0011 ALB 0012 Self Locking Nut Nylon Insert Cage Nut Dowel Pin with Internal Thread Hex Lag Screw ALB 0013 ALB 0014 ALB 0015 ALB 0016 Self Locking Domed Cap Nut with Nylon Insert Eye Nut Dowel Pin Slotted Rd Hd Wood Screw ALB 0017 ALB 0018 ALB 0019 ALB 0020 Hex Long Nut Square Weld Nut Parallel Pin Slotted Flat Hd Wood Screw ALB 0021 ALB 0022 ALB 0023 ALB 0024 Hex Domed Cap Nut Hex Weld Nut Taper Pin Slotted Oval Hd Wood Screw ALB 0025 ALB 0026 ALB 0027 ALB 0028 Hex Flange Nut without Serration Safety Nut Taper Pin with Internal Thread Hanger Bolt ALB 0029 ALB 0030 ALB 0031 ALB 0032 Hex Serrated Flange Nut Inset Cotter Pin Drywall Screw ALB 0033 ALB 0034 ALB 0035 ALB 0036 Wing Nut Self Push Nut Snap Pin Chipboard Screw ALB 0037 ALB 0038 ALB 0039 ALB 0040 Tee Nut Circular Nut Snap Pin Raised CSK Chipboard Screw Bolts & Nuts 16 BOLTS High Quality Fasteners ALB 0041 ALB 0042 ALB 0043 ALB 0044 Slotted Pan Hd Self Tapping Screw HWF Self Drilling Screw without Washer Flat Washer Blind Rivet 02 ALB 0045 ALB 0046 ALB 0047 ALB 0048 Bolts & Nuts Slotted CSK Hd Self Tapping Screw HWF Self Drilling Screw with Washer Spring Lock Washer Blind Rivet ALB 0049 ALB 0050 ALB 0051 ALB 0052 Slotted Oval Hd Self Tapping Screw HWF Self Drilling Screw Type 17 Taper