GREEN STIRLING ENGINE POWER PLANT a Major Qualifying Project
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

STIRLOCHARGER POWERED by EXHAUST HEAT for HIGH EFFICIENCY COMBUSTION and ELECTRIC GENERATION Adhiraj B
Purdue University Purdue e-Pubs Open Access Theses Theses and Dissertations January 2015 STIRLOCHARGER POWERED BY EXHAUST HEAT FOR HIGH EFFICIENCY COMBUSTION AND ELECTRIC GENERATION Adhiraj B. Mathur Purdue University Follow this and additional works at: https://docs.lib.purdue.edu/open_access_theses Recommended Citation Mathur, Adhiraj B., "STIRLOCHARGER POWERED BY EXHAUST HEAT FOR HIGH EFFICIENCY COMBUSTION AND ELECTRIC GENERATION" (2015). Open Access Theses. 1153. https://docs.lib.purdue.edu/open_access_theses/1153 This document has been made available through Purdue e-Pubs, a service of the Purdue University Libraries. Please contact [email protected] for additional information. STIRLOCHARGER POWERED BY EXHAUST HEAT FOR HIGH EFFICIENCY COMBUSTION AND ELECTRIC GENERATION A Thesis Submitted to the Faculty of Purdue University by Adhiraj B. Mathur In Partial Fulfillment of the Requirements for the Degree of Master of Science in Mechanical Engineering Technology December 2015 Purdue University West Lafayette, Indiana ii ACKNOWLEDGEMENTS I would like to thank my advisor Dr. Henry Zhang, the advisory committee, my family and friends for supporting me through this journey. iii TABLE OF CONTENTS Page LIST OF TABLES .................................................................................................................... vi LIST OF FIGURES ................................................................................................................. vii LIST OF ABBREVIATIONS .................................................................................................... -

Equilibrium Thermodynamics
Equilibrium Thermodynamics Instructor: - Clare Yu (e-mail [email protected], phone: 824-6216) - office hours: Wed from 2:30 pm to 3:30 pm in Rowland Hall 210E Textbooks: - primary: Herbert Callen “Thermodynamics and an Introduction to Thermostatistics” - secondary: Frederick Reif “Statistical and Thermal Physics” - secondary: Kittel and Kroemer “Thermal Physics” - secondary: Enrico Fermi “Thermodynamics” Grading: - weekly homework: 25% - discussion problems: 10% - midterm exam: 30% - final exam: 35% Equilibrium Thermodynamics Material Covered: Equilibrium thermodynamics, phase transitions, critical phenomena (~ 10 first chapters of Callen’s textbook) Homework: - Homework assignments posted on course website Exams: - One midterm, 80 minutes, Tuesday, May 8 - Final, 2 hours, Tuesday, June 12, 10:30 am - 12:20 pm - All exams are in this room 210M RH Course website is at http://eiffel.ps.uci.edu/cyu/p115B/class.html The Subject of Thermodynamics Thermodynamics describes average properties of macroscopic matter in equilibrium. - Macroscopic matter: large objects that consist of many atoms and molecules. - Average properties: properties (such as volume, pressure, temperature etc) that do not depend on the detailed positions and velocities of atoms and molecules of macroscopic matter. Such quantities are called thermodynamic coordinates, variables or parameters. - Equilibrium: state of a macroscopic system in which all average properties do not change with time. (System is not driven by external driving force.) Why Study Thermodynamics ? - Thermodynamics predicts that the average macroscopic properties of a system in equilibrium are not independent from each other. Therefore, if we measure a subset of these properties, we can calculate the rest of them using thermodynamic relations. - Thermodynamics not only gives the exact description of the state of equilibrium but also provides an approximate description (to a very high degree of precision!) of relatively slow processes. -

Recording and Evaluating the Pv Diagram with CASSY
LD Heat Physics Thermodynamic cycle Leaflets P2.6.2.4 Hot-air engine: quantitative experiments The hot-air engine as a heat engine: Recording and evaluating the pV diagram with CASSY Objects of the experiment Recording the pV diagram for different heating voltages. Determining the mechanical work per revolution from the enclosed area. Principles The cycle of a heat engine is frequently represented as a closed curve in a pV diagram (p: pressure, V: volume). Here the mechanical work taken from the system is given by the en- closed area: W = − ͛ p ⋅ dV (I) The cycle of the hot-air engine is often described in an idealised form as a Stirling cycle (see Fig. 1), i.e., a succession of isochoric heating (a), isothermal expansion (b), isochoric cooling (c) and isothermal compression (d). This description, however, is a rough approximation because the working piston moves sinusoidally and therefore an isochoric change of state cannot be expected. In this experiment, the pV diagram is recorded with the computer-assisted data acquisition system CASSY for comparison with the real behaviour of the hot-air engine. A pressure sensor measures the pressure p in the cylinder and a displacement sensor measures the position s of the working piston, from which the volume V is calculated. The measured values are immediately displayed on the monitor in a pV diagram. Fig. 1 pV diagram of the Stirling cycle 0210-Wei 1 P2.6.2.4 LD Physics Leaflets Setup Apparatus The experimental setup is illustrated in Fig. 2. 1 hot-air engine . 388 182 1 U-core with yoke . -

Novel Hot Air Engine and Its Mathematical Model – Experimental Measurements and Numerical Analysis
POLLACK PERIODICA An International Journal for Engineering and Information Sciences DOI: 10.1556/606.2019.14.1.5 Vol. 14, No. 1, pp. 47–58 (2019) www.akademiai.com NOVEL HOT AIR ENGINE AND ITS MATHEMATICAL MODEL – EXPERIMENTAL MEASUREMENTS AND NUMERICAL ANALYSIS 1 Gyula KRAMER, 2 Gabor SZEPESI *, 3 Zoltán SIMÉNFALVI 1,2,3 Department of Chemical Machinery, Institute of Energy and Chemical Machinery University of Miskolc, Miskolc-Egyetemváros 3515, Hungary e-mail: [email protected], [email protected], [email protected] Received 11 December 2017; accepted 25 June 2018 Abstract: In the relevant literature there are many types of heat engines. One of those is the group of the so called hot air engines. This paper introduces their world, also introduces the new kind of machine that was developed and built at Department of Chemical Machinery, Institute of Energy and Chemical Machinery, University of Miskolc. Emphasizing the novelty of construction and the working principle are explained. Also the mathematical model of this new engine was prepared and compared to the real model of engine. Keywords: Hot, Air, Engine, Mathematical model 1. Introduction There are three types of volumetric heat engines: the internal combustion engines; steam engines; and hot air engines. The first one is well known, because it is on zenith nowadays. The steam machines are also well known, because their time has just passed, even the elder ones could see those in use. But the hot air engines are forgotten. Our aim is to consider that one. The history of hot air engines is 200 years old. -
![Arxiv:2003.07157V1 [Cond-Mat.Stat-Mech] 10 Mar 2020 Oin Ti on Htteiiilvlmso H Odadho Engine](https://docslib.b-cdn.net/cover/2154/arxiv-2003-07157v1-cond-mat-stat-mech-10-mar-2020-oin-ti-on-htteiiilvlmso-h-odadho-engine-592154.webp)
Arxiv:2003.07157V1 [Cond-Mat.Stat-Mech] 10 Mar 2020 Oin Ti on Htteiiilvlmso H Odadho Engine
Stirling engine operating at low temperature difference Alejandro Romanelli∗ Instituto de F´ısica, Facultad de Ingenier´ıa Universidad de la Rep´ublica C.C. 30, C.P. 11000, Montevideo, Uruguay (Dated: March 17, 2020) Abstract The paper develops the dynamics and thermodynamics of Stirling engines that run with tem- perature differences below 100 0C. The working gas pressure is analytically expressed using an alternative thermodynamic cycle. The shaft dynamics is studied using its rotational equation of motion. It is found that the initial volumes of the cold and hot working gas play a non-negligible role in the functioning of the engine. arXiv:2003.07157v1 [cond-mat.stat-mech] 10 Mar 2020 1 I. INTRODUCTION In the field of energy efficiency, the use of waste energy is one of the keys to improve the performance of facilities, whether industrial or domestic. In general the waste energy arises as heat, from some thermal process, that it is necessary to remove. Therefore the use of the waste energy is usually conditioned by the difficulty of converting heat into other forms of energy.1,2 The Stirling engines, being external combustion machines, have the potential to take advantage of any source of thermal energy to convert it into mechanical energy. This makes them candidates to be used in heat recovery systems. The Stirling engine is essentially a two-part hot-air engine which operates in a closed regenerative thermodynamic cycle, with cyclic compressions and expansions of the working fluid at different temperature levels.3,4 The flow of the working fluid is controlled only by the internal volume changes; there are no valves and there is a net conversion of heat into work or vice-versa. -

Statistical Thermodynamics - Fall 2009
1 Statistical Thermodynamics - Fall 2009 Professor Dmitry Garanin Thermodynamics September 9, 2012 I. PREFACE The course of Statistical Thermodynamics consist of two parts: Thermodynamics and Statistical Physics. These both branches of physics deal with systems of a large number of particles (atoms, molecules, etc.) at equilibrium. 3 19 One cm of an ideal gas under normal conditions contains NL =2.69 10 atoms, the so-called Loschmidt number. Although one may describe the motion of the atoms with the help of× Newton’s equations, direct solution of such a large number of differential equations is impossible. On the other hand, one does not need the too detailed information about the motion of the individual particles, the microscopic behavior of the system. One is rather interested in the macroscopic quantities, such as the pressure P . Pressure in gases is due to the bombardment of the walls of the container by the flying atoms of the contained gas. It does not exist if there are only a few gas molecules. Macroscopic quantities such as pressure arise only in systems of a large number of particles. Both thermodynamics and statistical physics study macroscopic quantities and relations between them. Some macroscopics quantities, such as temperature and entropy, are non-mechanical. Equilibruim, or thermodynamic equilibrium, is the state of the system that is achieved after some time after time-dependent forces acting on the system have been switched off. One can say that the system approaches the equilibrium, if undisturbed. Again, thermodynamic equilibrium arises solely in macroscopic systems. There is no thermodynamic equilibrium in a system of a few particles that are moving according to the Newton’s law. -

Szilard-1929.Pdf
In memory of Leo Szilard, who passed away on May 30,1964, we present an English translation of his classical paper ober die Enfropieuerminderung in einem thermodynamischen System bei Eingrifen intelligenter Wesen, which appeared in the Zeitschrift fur Physik, 1929,53,840-856. The publica- tion in this journal of this translation was approved by Dr. Szilard before he died, but he never saw the copy. At Mrs. Szilard’s request, Dr. Carl Eckart revised the translation. This is one of the earliest, if not the earliest paper, in which the relations of physical entropy to information (in the sense of modem mathematical theory of communication) were rigorously demonstrated and in which Max- well’s famous demon was successfully exorcised: a milestone in the integra- tion of physical and cognitive concepts. ON THE DECREASE OF ENTROPY IN A THERMODYNAMIC SYSTEM BY THE INTERVENTION OF INTELLIGENT BEINGS by Leo Szilard Translated by Anatol Rapoport and Mechthilde Knoller from the original article “Uber die Entropiever- minderung in einem thermodynamischen System bei Eingriffen intelligenter Wesen.” Zeitschrift fur Physik, 1929, 65, 840-866. 0*3 resulting quantity of entropy. We find that The objective of the investigation is to it is exactly as great as is necessary for full find the conditions which apparently allow compensation. The actual production of the construction of a perpetual-motion ma- entropy in connection with the measure- chine of the second kind, if one permits an ment, therefore, need not be greater than intelligent being to intervene in a thermo- Equation (1) requires. dynamic system. When such beings make F(J measurements, they make the system behave in a manner distinctly different from the way HERE is an objection, already historical, a mechanical system behaves when left to Tagainst the universal validity of the itself. -
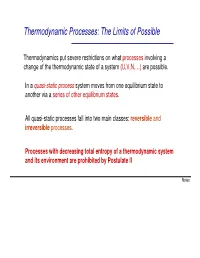
Thermodynamic Processes: the Limits of Possible
Thermodynamic Processes: The Limits of Possible Thermodynamics put severe restrictions on what processes involving a change of the thermodynamic state of a system (U,V,N,…) are possible. In a quasi-static process system moves from one equilibrium state to another via a series of other equilibrium states . All quasi-static processes fall into two main classes: reversible and irreversible processes . Processes with decreasing total entropy of a thermodynamic system and its environment are prohibited by Postulate II Notes Graphic representation of a single thermodynamic system Phase space of extensive coordinates The fundamental relation S(1) =S(U (1) , X (1) ) of a thermodynamic system defines a hypersurface in the coordinate space S(1) S(1) U(1) U(1) X(1) X(1) S(1) – entropy of system 1 (1) (1) (1) (1) (1) U – energy of system 1 X = V , N 1 , …N m – coordinates of system 1 Notes Graphic representation of a composite thermodynamic system Phase space of extensive coordinates The fundamental relation of a composite thermodynamic system S = S (1) (U (1 ), X (1) ) + S (2) (U-U(1) ,X (2) ) (system 1 and system 2). defines a hyper-surface in the coordinate space of the composite system S(1+2) S(1+2) U (1,2) X = V, N 1, …N m – coordinates U of subsystems (1 and 2) X(1,2) (1,2) S – entropy of a composite system X U – energy of a composite system Notes Irreversible and reversible processes If we change constraints on some of the composite system coordinates, (e.g. -
Gamma-Type Stirling Engine Prototype
MODELLING AND OPTIMIZATION OF HIGH TEMPERATURE DIFFERENCE (HTD) GAMMA- TYPE STIRLING ENGINE PROTOTYPE By Suliman Alfarawi A thesis submitted to the University of Birmingham for the Degree of Doctor of Philosophy School of Mechanical Engineering College of Engineering and Physical Sciences The University of Birmingham September - 2017 University of Birmingham Research Archive e-theses repository This unpublished thesis/dissertation is copyright of the author and/or third parties. The intellectual property rights of the author or third parties in respect of this work are as defined by The Copyright Designs and Patents Act 1988 or as modified by any successor legislation. Any use made of information contained in this thesis/dissertation must be in accordance with that legislation and must be properly acknowledged. Further distribution or reproduction in any format is prohibited without the permission of the copyright holder. ABSTRACT Finding solutions for increasing energy demands is being globally pursued. One of the promising solutions is the utilization of renewable forms of energy with thermo-mechanical conversion systems such as Stirling engines. Nowadays, effort is made in industry and academia to promote the development of Stirling technology. In this context, this thesis was first focused on modelling of High Temperature Difference (HTD) gamma-type Stirling engine prototype (ST05-CNC) and investigating means of improving its performance. Secondly, newly parallel- geometry mini-channel regenerators (with hydraulic diameters of 0.5, 1, 1.5 mm) and their test facility were developed and fabricated to enhance engine performance. Both thermodynamic and CFD models were comprehensively developed to simulate the engine and have been successfully validated against experimental data. -

Stirling Engine)
Heat Cycles Hot air engine (Stirling engine) OPERATE A FUNCTIONAL MODEL OF A STIRLING ENGINE AS A HEAT ENGINE Operate the hot-air engine as a heat engine Demonstrate how thermal energy is converted into mechanical energy Measure the no-load speed as a function of the thermal power UE2060100 04/16 JS BASIC PRINCIPLES The thermodynamic cycle of the Stirling engine While the working piston is in its top dead centre posi- (invented by Rev. R. Stirling in 1816) can be pre- tion: the displacement piston retracts and air is dis- sented in a simplified manner as the processes placed towards the top end of the large cylinder so that thermal input, expansion, thermal output and com- it cools. pression. These processes have been illustrated by The cooled air is compressed by the working piston schematic diagrams (Fig. 1 to Fig. 4) for the func- extending. The mechanical work required for this is tional model used in the experiment. provided by the flywheel rod. A displacement piston P1 moves upwards and displac- If the Stirling engine is operated without any mechanical es the air downwards into the heated area of the large load, it operates with at a speed which is limited only by cylinder, thereby facilitating the input of air. During this internal friction and which depends on the input heating operation the working piston is at its bottom dead centre energy. The speed is reduced as soon as a load takes position since the displacement piston is ahead of the up some of the mechanical energy. This is most easily working piston by 90°. -
INTRODUCTION to Thermodynamic Properties Introduction to Thermodynamic Properties
INTRODUCTION TO Thermodynamic Properties Introduction to Thermodynamic Properties © 1998–2018 COMSOL Protected by patents listed on www.comsol.com/patents, and U.S. Patents 7,519,518; 7,596,474; 7,623,991; 8,219,373; 8,457,932; 8,954,302; 9,098,106; 9,146,652; 9,323,503; 9,372,673; and 9,454,625. Patents pending. This Documentation and the Programs described herein are furnished under the COMSOL Software License Agreement (www.comsol.com/comsol-license-agreement) and may be used or copied only under the terms of the license agreement. COMSOL, the COMSOL logo, COMSOL Multiphysics, COMSOL Desktop, COMSOL Server, and LiveLink are either registered trademarks or trademarks of COMSOL AB. All other trademarks are the property of their respective owners, and COMSOL AB and its subsidiaries and products are not affiliated with, endorsed by, sponsored by, or supported by those trademark owners. For a list of such trademark owners, see www.comsol.com/trademarks. Version: COMSOL 5.4 Contact Information Visit the Contact COMSOL page at www.comsol.com/contact to submit general inquiries, contact Technical Support, or search for an address and phone number. You can also visit the Worldwide Sales Offices page at www.comsol.com/contact/offices for address and contact information. If you need to contact Support, an online request form is located at the COMSOL Access page at www.comsol.com/support/case. Other useful links include: • Support Center: www.comsol.com/support • Product Download: www.comsol.com/product-download • Product Updates: www.comsol.com/support/updates •COMSOL Blog: www.comsol.com/blogs • Discussion Forum: www.comsol.com/community •Events: www.comsol.com/events • COMSOL Video Gallery: www.comsol.com/video • Support Knowledge Base: www.comsol.com/support/knowledgebase Part number: CM021603 Contents The Thermodynamic Properties Data Base . -

Thermodynamics Cycle Analysis and Numerical Modeling of Thermoelastic Cooling Systems
international journal of refrigeration 56 (2015) 65e80 Available online at www.sciencedirect.com ScienceDirect www.iifiir.org journal homepage: www.elsevier.com/locate/ijrefrig Thermodynamics cycle analysis and numerical modeling of thermoelastic cooling systems Suxin Qian, Jiazhen Ling, Yunho Hwang*, Reinhard Radermacher, Ichiro Takeuchi Center for Environmental Energy Engineering, Department of Mechanical Engineering, University of Maryland, 4164 Glenn L. Martin Hall Bldg., College Park, MD 20742, USA article info abstract Article history: To avoid global warming potential gases emission from vapor compression air- Received 3 October 2014 conditioners and water chillers, alternative cooling technologies have recently garnered Received in revised form more and more attentions. Thermoelastic cooling is among one of the alternative candi- 3 March 2015 dates, and have demonstrated promising performance improvement potential on the Accepted 2 April 2015 material level. However, a thermoelastic cooling system integrated with heat transfer fluid Available online 14 April 2015 loops have not been studied yet. This paper intends to bridge such a gap by introducing the single-stage cycle design options at the beginning. An analytical coefficient of performance Keywords: (COP) equation was then derived for one of the options using reverse Brayton cycle design. Shape memory alloy The equation provides physical insights on how the system performance behaves under Elastocaloric different conditions. The performance of the same thermoelastic cooling cycle using NiTi Efficiency alloy was then evaluated based on a dynamic model developed in this study. It was found Nitinol that the system COP was 1.7 for a baseline case considering both driving motor and Solid-state cooling parasitic pump power consumptions, while COP ranged from 5.2 to 7.7 when estimated with future improvements.