MIL-STD-120 12 December 1950
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Installing a Bench Vise Give Your Workbench the Holding Power It Deserves
Installing a Bench Vise Give your workbench the holding power it deserves. By Craig Bentzley Let’s face it; a workbench This is the best approach for above. Regardless of the type of without vises is basically just an a face vise, because the entire mounting, have your vise(s) in assembly table. Vises provide the length of a board secured for hand before you start so you can muscle for securing workpieces edge work will contact the bench determine the size of the spacers, for planing, sawing, routing, edge for support and additional jaws, and hardware needed for and other tooling operations. clamping, as shown in the photo a trouble-free installation. Of the myriad commercial models, the venerable Record vise is one that has stood the Vise Locati on And Selecti on test of time, because it’s simple A vise’s locati on on the bench determines what it’s called. to install, easy to operate, Face vises are att ached on the front, or face, of the bench; end and designed to survive vises are installed on the end. The best benches have both, generations of use. Although but if you can only aff ord one, I’d go for a face vise initi ally. it’s no longer in production, Right-handers should mount a face vise at the far left of the several clones are available, bench’s front edge and an end vise on the end of the bench including the Eclipse vise, which at the foremost right-hand corner. Southpaws will want to I show in this article. -
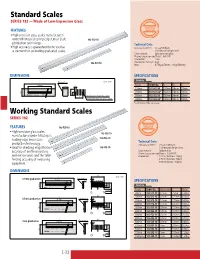
Standard Scales SERIES 182 — Made of Low-Expansion Glass
Standard Scales SERIES 182 — Made of Low-Expansion Glass FEATURES • High-precision glass scales manufactured under Mitutoyo’s leading-edge Linear Scale 182-502-50 production technology. Technical Data • High accuracy is guaranteed to be used as Accuracy (at 20°C): (0.5+L/1000)µm, a standard for calibrating graduated scales. L = Measured length (mm) Glass material: Low expansion glass Thermal expansion coefficient: 8x10-8/K Graduation: 1mm 182-501-50 Graduation thickness: 4µm Mass: 0.75kg (250mm), 1.8kg (500mm) DIMENSIONS SPECIFICATIONS Unit: mm Metric À>`Õ>Ì ,>}i / £ Range Order No. L W T 250mm 182-501-50 280mm 20mm 10mm { 7 250mm 182-501-60* 280mm 20mm 10mm Ó À>`Õ>ÌÊÌ ViÃÃ\Ê{ 500mm 182-502-50 530mm 30mm 20mm x }iÌÊ>ÀÊÌ ViÃÃ\ÊÓä 500mm 182-502-60* 530mm 30mm 20mm *with English JCSS certificate. Working Standard Scales SERIES 182 FEATURES 182-525-10 • High-precision glass scales 182-523-10 manufactured under Mitutoyo’s leading-edge linear scale 182-522-10 Technical Data production technology. Accuracy (at 20°C): (1.5+2L/1000)µm, • Ideal for checking magnification 182-513-10 L = Measured length (mm) accuracy of profile projectors Glass material: Sodium glass Thermal expansion coefficient: 8.5x10-6/K and microscopes, and the table Graduation: 0.1mm (thickness: 20µm) feeding accuracy of measuring 0.5mm (thickness: 50µm) equipment. 1mm (thickness: 100µm) DIMENSIONS £ä Unit: mm À>`Õ>Ì £ ä°£Ê}À>`Õ>Ì ,i}i Ó°Ç ä°£Ê}À>`Õ>Ì SPECIFICATIONS Ó°x Metric ΰx ÓÓ x Range Order No. -
Drafting Machines and Parts Threof from Japan
DRAFTING MACHINES AND PARTS THEREOF FROM JAPAN Determination of the Commission in Investigation No. 731-T A-432 (Final} Under the Tariff Act of 1930, Together With the Information Obtained in the Investigation USITC PUBLICATION 2247 DECEMBER 1989 United States International Trade Commission Washington, DC 20436 UNITED STATES INTERNATIONAL TRADE COMMISSION COMMISSIONERS Anne E. Brunsdale, Chairman Ronald A. Cass, Vice Chairman Alfred E. Eckes Seeley G. Lodwick David B. Rohr Don E. Newquist Staff assigned: Elizabeth Haines, Investigator Catherine DeFilippo, Economist Marshall Wade, Financial Analyst Ruben Moller, Industry Analyst William Kane, Attorney George Deyman, Supervisory Investigator Address all communications to Kenneth R. Mason, Secretary to the Commission United States International Trade Commission Washington, DC 20436 CONTENTS Determination and Views of the Commission: Determination ..........•........... ~. .... 1 Views of the Conunission •••••••••••••.•••• ............. 3 Views of Chairman Anne E. Brunsdale •••••• . • . .. .. ... .. ... 21 Additional Views of Vice Chairman Ronald A. Cass •••• ....... • _35 Additional Views of Conunissioner Eckes ••••• .. • ......... ............ 67 Information obtained in the investigation: Introduction •••••• .................. ·• ........ A-1 Background ••••••••• ..... •· .. A-2 Nature and extent of sales at LTFV •••• .............. ............ A"."'2 The product: Description and uses .••••••••••• . .. ............. A-3 Track drafting machine •••••••. .. .. ..... ...... A-3 Band-and-pulley -

Schut for Precision
Schut for Precision Protractors / Clinometers / Spirit levels Accuracy of clinometers/spirit levels according DIN 877 Graduation Flatness (µm) µm/m " (L = length in mm) ≤ 50 ≤ 10 4 + L / 250 > 50 - 200 > 10 - 40 8 + L / 125 L > 200 > 40 16 + / 60 C08.001.EN-dealer.20110825 © 2011, Schut Geometrische Meettechniek bv 181 Measuring instruments and systems 2011/2012-D Schut.com Schut for Precision PROTRACTORS Universal digital bevel protractor This digital bevel protractor displays both decimal degrees and degrees-minutes-seconds at the same time. Measuring range: ± 360 mm. Reversible measuring direction. Resolution: 0.008° and 30". Fine adjustment. Accuracy: ± 0.08° or ± 5'. Delivery in a case with three blades (150, 200 Mode: 0 - 90°, 0 - 180° or 0 - 360°. and 300 mm), a square and an acute angle On/off switch. attachment. Reset/preset. Power supply: 1 battery type CR2032. Item No. Description Price 907.885 Bevel protractor Option: 495.157 Spare battery Single blades Item No. Blade length/mm Price 909.380 150 909.381 200 909.382 300 909.383 500 909.384 600 909.385 800 C08.302.EN-dealer.20110825 © 2011, Schut Geometrische Meettechniek bv 182 Measuring instruments and systems 2011/2012-D Schut.com Schut for Precision PROTRACTORS Universal digital bevel protractor This stainless steel, digital bevel protractor is Item No. Description Price available with blades from 150 to 1000 mm. The blades and all the measuring faces are hardened. 855.820 Bevel protractor Measuring range: ± 360°. Options: Resolution: 1', or decimal 0.01°. 495.157 Spare battery Accuracy: ± 2'. 905.409 Data cable 2 m Repeatability: 1'. -

Mechanic Auto Body Painting
Mechanic Auto Body Painting GOVERNMENT OF INDIA MINISTRY OF SKILL DEVELOPMENT & ENTREPRENEURSHIP DIRECTORATE GENERAL OF TRAINING COMPETENCY BASED CURRICULUM MECHANIC AUTO BODY PAINTING (Duration: One Year) CRAFTSMEN TRAINING SCHEME (CTS) NSQF LEVEL- 4 SECTOR – AUTOMOTIVE Mechanic Auto Body Painting MECHANIC AUTO BODY PAINTING (Engineering Trade) (Revised in 2018) Version: 1.1 CRAFTSMEN TRAINING SCHEME (CTS) NSQF LEVEL - 4 Developed By Ministry of Skill Development and Entrepreneurship Directorate General of Training CENTRAL STAFF TRAINING AND RESEARCH INSTITUTE EN-81, Sector-V, Salt Lake City, Kolkata – 700 091 Mechanic Auto Body Painting ACKNOWLEDGEMENT The DGT sincerely acknowledges contributions of the Industries, State Directorates, Trade Experts, Domain Experts and all others who contributed in revising the curriculum. Special acknowledgement is extended by DGT to the following expert members who had contributed immensely in this curriculum. List of Expert members participated for finalizing the course curricula of Mechanic Auto Body Painting trade held on 20.02.18 at Advanced Training Institute-Chennai Name & Designation S No. Organization Remarks Shri/Mr./Ms. P. Thangapazham, AGM-HR, Daimler India Commercial Vehicles Pvt. Ltd., Chairman 1. Training Chennai DET- Chennai Member 2. A. Duraichamy, ATO/ MMV Govt. ITI, Salem 3. W. Nirmal Kumar Israel, TO Gov. ITI, Manikandam, Trichy-12 Member 4. S. Venkata Krishna, Dy. Manager Maruti Suzuki India Ltd., Chennai Member S. Karthikeyan, Regional Training Member 5. MAruti Suzuki India Ltd., Tamilnadu Manager 6. N. Balasubramaniam ASDC Member TVS TS Ltd., Ambattur Industrial Estate, Member 7. P. Murugesan, Chennai-58 Ashok Leyland Driver Training Institute, Member 8. R. Jayaprakash Namakkal 9. Mr. Veerasany, GM, E. -

Split-Top Roubo Bench Plans
SPLIT-TOP ROUBO BENCH PLANS Design, Construction Notes and Techniques Copyright Benchcrafted 2009-2014 · No unauthorized reproduction or distribution. You may print copies for your own personal use only. 1 Roubo’s German Cabinetmaker’s Bench from “L’Art Du Menuisier” ~ Design ~ The Benchcrafted Split-Top Roubo Bench is largely based on the workbenches documented by French author André Roubo in his 18th-century monumental work “L’Art Du Menuisier” (“The Art of the Joiner”). The Split-Top bench design primarily grew out of Roubo’s German cabinetmaker’s bench documented in volume three of Roubo’s series. Author and bench historian Christopher Schwarz, who has re-popularized several classic bench designs of late, and most notably the Roubo, was also an influence through his research and writings. We built a version of Roubo’s German bench and it served as a platform from which the Split-Top Roubo was conceived. We were attracted to the massive nature of Roubo’s German design and were interested to see how the sliding leg vise in particular functioned in day-to-day use. From the start we opted to do away with the traditional sliding-block tail vise, with its pen- chant for sagging and subsequent frustration. In the process of the bench’s development the Benchcrafted Tail Vise emerged and it has proven to be an excellent workholding solution, solving all of the problems of traditional tail vises without sacrificing much in terms of function, i.e., the ability to clamp between open-front jaws. For all the aggrava- 2 tion that the Benchcrafted Tail Vise eliminates, that feature isn’t missed all that much. -

Installing a Bench Vise Give Your Workbench the Holding Power It Deserves
Installing a Bench Vise Give your workbench the holding power it deserves. By Craig Bentzley Let’s face it; a workbench This is the best approach for above. Regardless of the type of without vises is basically just an a face vise, because the entire mounting, have your vise(s) in assembly table. Vises provide the length of a board secured for hand before you start so you can muscle for securing workpieces edge work will contact the bench determine the size of the spacers, for planing, sawing, routing, edge for support and additional jaws, and hardware needed for and other tooling operations. clamping, as shown in the photo a trouble-free installation. Of the myriad commercial models, the venerable Record vise is one that has stood the Vise Locati on And Selecti on test of time, because it’s simple A vise’s locati on on the bench determines what it’s called. to install, easy to operate, Face vises are att ached on the front, or face, of the bench; end and designed to survive vises are installed on the end. The best benches have both, generations of use. Although but if you can only aff ord one, I’d go for a face vise initi ally. it’s no longer in production, Right-handers should mount a face vise at the far left of the several clones are available, bench’s front edge and an end vise on the end of the bench including the Eclipse vise, which at the foremost right-hand corner. Southpaws will want to I show in this article. -
Unit 8 Testing, Measuring, Scribing
zielsicher English for Metalworking Technicians – Audioscript zu Schulbuchseite 48 Unit 8 Testing, measuring, scribing Task 14 Announcer: Listen to Aniri and John talking about various tools they use for measuring, gauging and scribing. Aniri: We’re learning about so many different tools in vocational school at the moment. John: Yes, you’re right! Take measuring tools, for example. Can you name some? Aniri: Easy! The Vernier calliper, the dial gauge, the protractor and the external micrometer. John: That’s right. What about gauging tools? Can you name those, too? Aniri: Of course. … The limit gap gauge, the feeler gauge, the radius gauge and the straightedge. John: Excellent. And do you know the difference between measuring tools and gauging tools? Aniri: Phew, let me try if I can get it right … Uhmm … Measuring tools determine the actual size of a length or an angle with a numerical value. Gauging compares the form or size of a work piece with a gauge to see if the work piece is within the permitted deviation. John: Very impressive. I notice that you’ve paid attention in class. Aniri: And what about you? Can you tell me what scribing is about? John: That’s easy. Scribing is transferring the dimensions of a drawing onto the work piece. Aniri: And how do you do that? What kind of tools do you need? John: Scribers or dividers. The choice of the right scribing tool depends on the material of the work-piece. Aniri: Okay. So what would you use for metal materials? John: Steel scribers with a hardened tip. -

Surprising Constructions with Straightedge and Compass
Surprising Constructions with Straightedge and Compass Moti Ben-Ari http://www.weizmann.ac.il/sci-tea/benari/ Version 1.0.0 February 11, 2019 c 2019 by Moti Ben-Ari. This work is licensed under the Creative Commons Attribution-ShareAlike 3.0 Unported License. To view a copy of this license, visit http://creativecommons.org/licenses/by-sa/3.0/ or send a letter to Creative Commons, 444 Castro Street, Suite 900, Mountain View, California, 94041, USA. Contents Introduction 5 1 Help, My Compass Collapsed! 7 2 How to Trisect an Angle (If You Are Willing to Cheat) 13 3 How to (Almost) Square a Circle 17 4 A Compass is Sufficient 25 5 A Straightedge (with Something Extra) is Sufficient 37 6 Are Triangles with the Equal Area and Perimeter Congruent? 47 3 4 Introduction I don’t remember when I first saw the article by Godfried Toussaint [7] on the “collapsing compass,” but it make a deep impression on me. It never occurred to me that the modern compass is not the one that Euclid wrote about. In this document, I present the collapsing compass and other surprising geometric constructions. The mathematics used is no more advanced than secondary-school mathematics, but some of the proofs are rather intricate and demand a willingness to deal with complex constructions and long proofs. The chapters are ordered in ascending levels of difficult (according to my evaluation). The collapsing compass Euclid showed that every construction that can be done using a compass with fixed legs can be done using a collapsing compass, which is a compass that cannot maintain the distance between its legs. -

A Circular Saw in the Furniture Shop?
A Circular Saw in the Furniture Shop? YOU ARE HERE: Fine Woodworking Home Skills & Techniques A Circular Saw in the Furniture Shop? From the pages of Fine Woodworking Magazine A Circular Saw in the Furniture Shop? For cutting sheet goods in tight quarters, this carpenter's tool, used with a sacrificial table and dedicated cutting guides, produces joint-quality cuts with ease by Gary Williams Contractors couldn't live without the portable circular saw, but we of the warm, dry furniture shop tend to leave it on the same shelf as the chainsaw. Great for building a deck but far too crude for quartersawn oak. Necessity has a way of teaching us humility, however. I've been a sometimes-professional woodworker for nearly 30 years, but somehow I have never managed to attain the supremely well-equipped shop. I work alone in a no-frills, two-car garage that I share with a washer, a dryer, a water heater and a black Labrador. My machines are on the small side, and I lack the space for large permanent outfeed and side extension tables for my tablesaw. Perhaps you can relate. Under these conditions, cutting a full sheet of plywood can be a very challenging operation. Even if you have your shop set up to handle sheet goods with ease, perhaps you've run into similar difficulties cutting plywood and lumber accurately on job sites and installations. The solution? May I suggest the humble circular saw? Cutting lumber and plywood with a handheld circular saw is nothing new. You've probably done it before, with varying degrees of success. -
Carpentry T-Chart
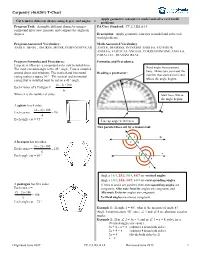
Carpentry (46.0201) T-Chart Apply geometric concepts to model and solve real world Cut trim for different shapes using degree and angles = problems Program Task: Assemble different shapes by using a PA Core Standard: CC.2.3.HS.A.14 compound miter saw; measure and compare the angles in degrees. Description: Apply geometric concepts to model and solve real world problems. Program Associated Vocabulary: Math Associated Vocabulary ANGLE, BEVEL, DEGREE, MITER, PERPENDICULAR ANGLE, DEGREES, INTERIOR ANGLES, EXTERIOR ANGLES, VERTICAL ANGLES, CORRESPONDING ANGLES, PARALLEL, TRANSVERSAL Program Formulas and Procedures: Formulas and Procedures: Carpenters often use a compound miter saw to install trim. Read angle measurement The most common angle is the 45 ° angle. Trim is installed here. Make sure you read the around doors and windows. The vertical and horizontal Reading a protractor: number that started from zero casing makes a square 90 °. The vertical and horizontal casing that is installed must be cut on a 45 ° angle. where the angle begins. (n - 2)×180 Each Corner of a Polygon = n Where n is the number of sides. Start here, where the angle begins. A square has 4 sides. (4 2) 180 Each corner = 90 4 Each angle cut = 45 ° Line up angle vertex here. Two parallel lines cut by a transversal: 1 2 m A hexagon has six sides. 3 4 (6 2) 180 Each corner = 120 6 5 n Each angle cut = 60 ° 6 7 8 l Angles 1&4, 2&3, 5&8, 6&7 are vertical angles. Angles 1&5, 2&6, 3&7, 4&8 are corresponding angles. -
PRECISION ENGINEERING TOOLS WE HAVE WHAT IT TAKES to EXCEED & EXCEL the Plant
PRECISION ENGINEERING TOOLS WE HAVE WHAT IT TAKES TO EXCEED & EXCEL The plant. The people. The passion 500,000 sq ft manufacturing | integrated research & development | advanced cnc machining | quality assurance Groz has always exceeded the expectations of tool manufacturers and users the world over. Groz carefully makes each tool under stringent quality control processes that are achieved in a hi-tech manufacturing environment in a 500,000 square foot plant. If you demand quality, trust Groz. ADDITIONS 07 08 Straight Straight & Edge Knife Edges Squares Dear Valued Customer, It is my pleasure to present to you the new catalogue that covers our 13 17 range of Precision Engineering Multi-Use Magnetic Tools. Rule and Compass Gauge We have covered fair ground over the last few years and with our state-of-the art production facility, we can now do much more 22 31 than before. You will see many Electronic Adjustable technologically superior products Edge Finders Vee Block Set as well as modifications to some of the earlier designs, in the following pages. Further, I assure you of the same top performance to which you are accustomed to from Groz. 31 35 Ball Bearing Pot We appreciate your business and Vee Block & Magnets value your loyalty & trust. Clamp Sets Warm Regards, 37 38 Sine Bars Sine Plates ANIL BAMMI Managing Director 46 49 Tweezersezers Tap Wrenchesnches - Prefessionalnal 68 7777 Rotaryry RRapidap Headd AActionct Millingng DDrillri Pressressess VicesVices Machinehine VicesVi CA02 PRECISION ENGINEERING TOOLS 1 Measuring and Marking