In Oriented Strand Composite (OSC) Formation Quality
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Tree Species Distribution Maps for Central Oregon
APPENDIX 7: TREE SPECIES DISTRIBUTION MAPS FOR CENTRAL OREGON A7-150 Appendix 7: Tree Species Distribution Maps Table A7-5. List of distribution maps for tree species of central Oregon. The species distribution maps are prefaced by four maps (pages A7-151 through A7-154) showing all locations surveyed in each of the four major data sources Map Page Forest Inventory and Analysis plot locations A7-151 Ecology core Dataset plot locations A7-152 Current Vegetation Survey plot locations A7-153 Burke Museum Herbarium and Oregon Flora Project sample locations A7-154 Scientific name Common name Symbol Abies amabilis Pacific silver fir ABAM A7-155 Abies grandis - Abies concolor Grand fir - white fir complex ABGR-ABCO A7-156 Abies lasiocarpa Subalpine fir ABLA A7-157 Abies procera - A. x shastensis Noble fir - Shasta red fir complex ABPR-ABSH A7-158 [magnifica x procera] Acer glabrum var. douglasii Douglas maple ACGLD4 A7-159 Alnus rubra Red alder ALRU2 A7-160 Calocedrus decurrens Incense-cedar CADE27 A7-161 Chrysolepis chrysophylla Golden chinquapin CHCH7 A7-162 Frangula purshiana Cascara FRPU7 A7-163 Juniperus occidentalis Western juniper JUOC A7-164 Larix occidentalis Western larch LAOC A7-165 Picea engelmannii Engelmann spruce PIEN A7-166 Pinus albicaulis Whitebark pine PIAL A7-167 Pinus contorta var. murrayana Sierra lodgepole pine PICOM A7-168 Pinus lambertiana Sugar pine PILA A7-169 Pinus monticola Western white pine PIMO3 A7-170 Pinus ponderosa Ponderosa pine PIPO A7-171 Populus balsamifera ssp. trichocarpa Black cottonwood POBAT A7-172 -
Genetic and Phenotypic Characterization of Figured Wood in Poplar
Genetic and Phenotypic Characterization of Figured Wood in Poplar Youran Fan1,2, Keith Woeste1,2, Daniel Cassens1, Charles Michler1,2, Daniel Szymanski3, and Richard Meilan1,2 1Department of Forestry and Natural Resources, 2Hardwood Tree Improvement and Regeneration Center, and 3Department of Agronomy; Purdue University, West Lafayette, Indiana 47907 Abstract Materials and Methods When “Curly Aspen” (Populus canescens) was first Preliminary Results characterized in the early 1940’s[1], it attracted the attention from the wood-products industry because Genetically engineer commercially 1) Histological sections reveal that “Curly Aspen” has strong “Curly Aspen” produces an attractive veneer as a important trees to form figure. ray flecks (Fig. 10) but this is not likely to be responsible result of its figured wood. Birdseye, fiddleback and for the figure seen. quilt are other examples of figured wood that are 2) Of the 15 SSR primer pairs[6, 7, 8] tested, three have been commercially important[2]. These unusual grain shown to be polymorphic. Others are now being tested. patterns result from changes in cell orientation in Figure 6. Pollen collection. Branches of Figure 7. Pollination. Branches Ultimately, our genetic fingerprinting technique will allow “Curly Aspen” were “forced” to shed collected from a female P. alba us to distinguish “Curly Aspen” from other genotypes. the xylem. Although 50 years have passed since Figure 1. Birdseye in maple. pollen under controlled conditions. growing at Iowa State University’s finding “Curly Aspen”, there is still some question Rotary cut, three-piece book McNay Farm (south of Lucas, IA). 3) 17 jars of female P. alba branches have been pollinated match (origin: North America). -

Application of Phytoindication Method for Controlling Air Pollution in Yerevan, Armenia
June 2010, Volume 4, No.4 (Serial No.29) Journal of Life Sciences, ISSN 1934-7391, USA Application of Phytoindication Method for Controlling Air Pollution in Yerevan, Armenia Gayane S. Nersisyan and Hasmik A. Hovhannisyan The Center for Ecological-Noosphere Studies, the National Academy of Sciences of the Republic of Armenia, Yerevan 0025, Armenia Received: April 12, 2010 / Accepted: May 24, 2010 / Published: June 30, 2010. Abstract: The research aimed to apply phytoindication for controlling air pollution with chlorine and lead in Yerevan. The research was performed between 2005 and 2008. 5 arboreous species were studied: Robinia pseudoacacia L., Fraxinus excelsior L., Populus alba L., Morus alba L. and Vitis vinifera L.. The research showed that arboreous plants growing in the city accumulate chlorine and lead. Chlorine concentrations in all 5 species varied from 0.50% to 1.77%, and the maximum value was found in Robinia pseudoacacia L., exceeding the control by 3.6 times. As for the level of lead in plants, the concentration varied between 1.64-7.65 mg/kg, and the maximum rate exceeds the background (2.0 mg/kg) by 3.8 times. The authors produced a schematic map of chlorine distribution all over the city territory, and detected the most polluted zones. According to the data the authtors collected, only 3 of 5 studied species displayed high intake rate and tolerance to lead and chlorine pollution: Robinia pseudoacacia L., Fraxinus excelsior L. and Populus alba L. Thus, the authors advise these species for planting in Yerevan. The results of this research were used by the Municipality of Yerevan for functional tree planting in the city. -

Salicaceae Cottonwood Cottonwood (The Genus Populus) Is Composed of 35 Species Which Contain the Aspens and Poplars
Populus spp. Family: Salicaceae Cottonwood Cottonwood (the genus Populus) is composed of 35 species which contain the aspens and poplars. Species in this group are native to Eurasia/north Africa [25], Central America [2] and North America [8]. All species look alike microscopically. The word populus is the classical Latin name for the poplar tree. Populus angustifolia-balsam, bitter cottonwood, black cottonwood, lanceleaf cottonwood, mountain cottonwood, narrowleaf cottonwood, narrow leaved poplar, Rydberg cottonwood, smoothbark cottonwood, willow cottonwood, willowleaf cottonwood Populus balsamifera-balm, balm of Gilead, balm of Gilead poplar, balm cottonwood, balsam, balsam cottonwood, balsam poplar, bam, black balsam poplar, black cottonwood, black poplar, California poplar, Canadian balsam poplar, Canadian poplar, cottonwax, hackmatack, hairy balm of Gilead, heartleaf balsam poplar, northern black cottonwood, Ontario poplar, tacamahac, tacamahac poplar, toughbark poplar, western balsam poplar Populus deltoides*-aspen cottonwood, big cottonwood, Carolina poplar, cotton tree, eastern cottonwood, eastern poplar, fremont cottonwood, great plains cottonwood, Missourian poplar, necklace poplar, northern fremont cottonwood, palmer cottonwood, plains cottonwood, Rio Grande cottonwood, river cottonwood, river poplar, southern cottonwood, Tennessee poplar, Texas cottonwood, valley cottonwood, Vermont poplar, Virginia poplar, water poplar, western cottonwood, whitewood, wislizenus cottonwood, yellow cottonwood Populus fremontii-Arizona cottonwood, -
Populus Tremula
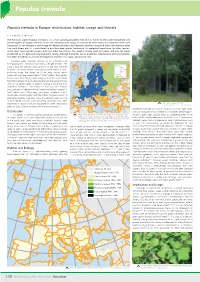
Populus tremula Populus tremula in Europe: distribution, habitat, usage and threats G. Caudullo, D. de Rigo The Eurasian aspen (Populus tremula L.) is a fast-growing broadleaf tree that is native to the cooler temperate and boreal regions of Europe and Asia. It has an extremely wide range, as a result of which there are numerous forms and subspecies. It can tolerate a wide range of habitat conditions and typically colonises disturbed areas (for example after fire, wind-throw, etc.). It is considered to be a keystone species because of its ecological importance for other species: it has more host-specific species than any other boreal tree. The wood is mainly used for veneer and pulp for paper production as it is light and not particularly strong, although it also has use as a biomass crop because of its fast growth. A number of hybrids have been developed to maximise its vigour and growth rate. Eurasian aspen (Populus tremula L.) is a medium-size, fast-growing tree, exceptionally reaching a height of 30 m1. The Frequency trunk is long and slender, rarely up to 1 m in diameter. The light < 25% branches are rather perpendicular, giving to the crown a conic- 25% - 50% 50% - 75% pyramidal shape. The leaves are 5-7 cm long, simple, round- > 75% ovate, with big wave-shaped teeth2, 3. They flutter in the slightest Chorology Native breeze, constantly moving and rustling, so that trees can often be heard but not seen. In spring the young leaves are coppery-brown and turn to golden yellow in autumn, making it attractive in all vegetative seasons1, 2. -
Poplars and Willows: Trees for Society and the Environment / Edited by J.G
Poplars and Willows Trees for Society and the Environment This volume is respectfully dedicated to the memory of Victor Steenackers. Vic, as he was known to his friends, was born in Weelde, Belgium, in 1928. His life was devoted to his family – his wife, Joanna, his 9 children and his 23 grandchildren. His career was devoted to the study and improve- ment of poplars, particularly through poplar breeding. As Director of the Poplar Research Institute at Geraardsbergen, Belgium, he pursued a lifelong scientific interest in poplars and encouraged others to share his passion. As a member of the Executive Committee of the International Poplar Commission for many years, and as its Chair from 1988 to 2000, he was a much-loved mentor and powerful advocate, spreading scientific knowledge of poplars and willows worldwide throughout the many member countries of the IPC. This book is in many ways part of the legacy of Vic Steenackers, many of its contributing authors having learned from his guidance and dedication. Vic Steenackers passed away at Aalst, Belgium, in August 2010, but his work is carried on by others, including mem- bers of his family. Poplars and Willows Trees for Society and the Environment Edited by J.G. Isebrands Environmental Forestry Consultants LLC, New London, Wisconsin, USA and J. Richardson Poplar Council of Canada, Ottawa, Ontario, Canada Published by The Food and Agriculture Organization of the United Nations and CABI CABI is a trading name of CAB International CABI CABI Nosworthy Way 38 Chauncey Street Wallingford Suite 1002 Oxfordshire OX10 8DE Boston, MA 02111 UK USA Tel: +44 (0)1491 832111 Tel: +1 800 552 3083 (toll free) Fax: +44 (0)1491 833508 Tel: +1 (0)617 395 4051 E-mail: [email protected] E-mail: [email protected] Website: www.cabi.org © FAO, 2014 FAO encourages the use, reproduction and dissemination of material in this information product. -

Populus Tremuloides Mortality Near the Southwestern Edge of Its Range ⇑ Thomas J
Forest Ecology and Management 282 (2012) 196–207 Contents lists available at SciVerse ScienceDirect Forest Ecology and Management journal homepage: www.elsevier.com/locate/foreco Populus tremuloides mortality near the southwestern edge of its range ⇑ Thomas J. Zegler a, , Margaret M. Moore a, Mary L. Fairweather b, Kathryn B. Ireland a, Peter Z. Fulé a a School of Forestry, Northern Arizona University, Flagstaff, AZ 86011, USA b USDA Forest Service, Arizona Zone of Forest Health Protection, Flagstaff, AZ 86011, USA article info abstract Article history: Mortality and crown dieback of quaking aspen (Populus tremuloides) were extensive on the Williams Ran- Received 3 May 2012 ger District, Kaibab National Forest in northern Arizona. We collected data from a random sample of 48 Received in revised form 5 July 2012 aspen sites to determine the relationship of predisposing site and stand factors and contributing agents to Accepted 5 July 2012 ramet mortality. Mortality of overstory (P10.1 cm DBH) aspen stems averaged 50% (44% by basal area). Pine–oak type aspen stands suffered greater basal area mortality (57%) than stands in mixed conifer type (38%). An average of 48% of live overstory aspen stems had >33% crown dieback, and mortality signifi- Keywords: cantly increased with increasing crown dieback. Based upon univariate relationships, elevation was the Quaking aspen most significant site factor and relative conifer basal area was the most significant stand factor related Decline Conifer encroachment to overstory mortality. Canker diseases and wood-boring insects were significantly related to overstory Canker disease mortality. Sapling (P5.1–10.1 cm DBH) and tall regeneration (<5.1 cm DBH) aspen mortality were high Wood-boring insect (>80% and 70%, respectively), while short regeneration (<1.37 m tall) mortality was low (16%). -

Populus Alba White Poplar1 Edward F
Fact Sheet ST-499 October 1994 Populus alba White Poplar1 Edward F. Gilman and Dennis G. Watson2 INTRODUCTION White Poplar is a fast-growing, deciduous tree which reaches 60 to 100 feet in height with a 40 to 50-foot-spread and makes a nice shade tree, although it is considered short-lived (Fig. 1). The dark green, lobed leaves have a fuzzy, white underside which gives the tree a sparkling effect when breezes stir the leaves. These leaves are totally covered with this white fuzz when they are young and first open. The fall color is pale yellow. The flowers appear before the leaves in spring but are not showy, and are followed by tiny, fuzzy seedpods which contain numerous seeds. It is the white trunk and bark of white poplar which is particularly striking, along with the beautiful two-toned leaves. The bark stays smooth and white until very old when it can become ridged and furrowed. The wood of White Poplar is fairly brittle and subject to breakage in storms and the soft bark is subject to injury from vandals. Leaves often drop from the tree beginning in summer and continue dropping through the fall. Figure 1. Middle-aged White Poplar. GENERAL INFORMATION Scientific name: Populus alba DESCRIPTION Pronunciation: POP-yoo-lus AL-buh Common name(s): White Poplar Height: 60 to 100 feet Family: Salicaceae Spread: 40 to 60 feet USDA hardiness zones: 4 through 9 (Fig. 2) Crown uniformity: irregular outline or silhouette Origin: not native to North America Crown shape: oval Uses: reclamation plant; shade tree; no proven urban toleranceCrown density: open Availability: somewhat available, may have to go out Growth rate: fast of the region to find the tree Texture: coarse 1. -

Swietenia Macrophylla), Assessed Using Rapds
Heredity 83 (1999) 722±732 Received 29 April 1999, accepted 17 August 1999 Genetic diversity in Mesoamerican populations of mahogany (Swietenia macrophylla), assessed using RAPDs A. C. M. GILLIES *, C. NAVARROà, A. J. LOWE , A. C. NEWTON§, M. HERNAÂ NDEZà, J. WILSON & J. P. CORNELIUSà Institute of Terrestrial Ecology, Bush Estate, Penicuik, Midlothian EH26 0QB, Scotland, UK, àTropical Agricultural Center for Research and Higher Education (CATIE), Turrialba 7170, Costa Rica and §Institute of Ecology and Resource Management, University of Edinburgh, Darwin Building, May®eld Road, Edinburgh EH9 3JU, Scotland, UK Swietenia macrophylla King, a timber species native to tropical America, is threatened by selective logging and deforestation. To quantify genetic diversity within the species and monitor the impact of selective logging, populations were sampled across Mesoamerica, from Mexico to Panama, and analysed for RAPD DNA variation. Ten decamer primers generated 102 polymorphic RAPD bands and pairwise distances were calculated between populations according to Nei, then used to construct a radial neighbour-joining dendrogram and examine intra- and interpopulation variance coecients, by analysis of molecular variation (AMOVA). Populations from Mexico clustered closely together in the dendrogram and were distinct from the rest of the populations. Those from Belize also clustered closely together. Populations from Panama, Guatemala, Costa Rica, Nicaragua and Honduras, however, did not cluster closely by country but were more widely scattered throughout the dendrogram. This result was also re¯ected by an autocorrelation analysis of genetic and geographical distance. Genetic diversity estimates indicated that 80% of detected variation was maintained within populations and regression analysis demonstrated that logging signi®cantly decreased population diversity (P 0.034). -
Current U.S. Forest Data and Maps
CURRENT U.S. FOREST DATA AND MAPS Forest age FIA MapMaker CURRENT U.S. Forest ownership TPO Data FOREST DATA Timber harvest AND MAPS Urban influence Forest covertypes Top 10 species Return to FIA Home Return to FIA Home NEXT Productive unreserved forest area CURRENT U.S. FOREST DATA (timberland) in the U.S. by region and AND MAPS stand age class, 2002 Return 120 Forests in the 100 South, where timber production West is highest, have 80 s the lowest average age. 60 Northern forests, predominantly Million acreMillion South hardwoods, are 40 of slightly older in average age and 20 Western forests have the largest North concentration of 0 older stands. 1-19 20-39 40-59 60-79 80-99 100- 120- 140- 160- 200- 240- 280- 320- 400+ 119 139 159 199 240 279 319 399 Stand-age Class (years) Return to FIA Home Source: National Report on Forest Resources NEXT CURRENT U.S. FOREST DATA Forest ownership AND MAPS Return Eastern forests are predominantly private and western forests are predominantly public. Industrial forests are concentrated in Maine, the Lake States, the lower South and Pacific Northwest regions. Source: National Report on Forest Resources Return to FIA Home NEXT CURRENT U.S. Timber harvest by county FOREST DATA AND MAPS Return Timber harvests are concentrated in Maine, the Lake States, the lower South and Pacific Northwest regions. The South is the largest timber producing region in the country accounting for nearly 62% of all U.S. timber harvest. Source: National Report on Forest Resources Return to FIA Home NEXT CURRENT U.S. -

Wood from Midwestern Trees Purdue EXTENSION
PURDUE EXTENSION FNR-270 Daniel L. Cassens Professor, Wood Products Eva Haviarova Assistant Professor, Wood Science Sally Weeks Dendrology Laboratory Manager Department of Forestry and Natural Resources Purdue University Indiana and the Midwestern land, but the remaining areas soon states are home to a diverse array reforested themselves with young of tree species. In total there are stands of trees, many of which have approximately 100 native tree been harvested and replaced by yet species and 150 shrub species. another generation of trees. This Indiana is a long state, and because continuous process testifies to the of that, species composition changes renewability of the wood resource significantly from north to south. and the ecosystem associated with it. A number of species such as bald Today, the wood manufacturing cypress (Taxodium distichum), cherry sector ranks first among all bark, and overcup oak (Quercus agricultural commodities in terms pagoda and Q. lyrata) respectively are of economic impact. Indiana forests native only to the Ohio Valley region provide jobs to nearly 50,000 and areas further south; whereas, individuals and add about $2.75 northern Indiana has several species billion dollars to the state’s economy. such as tamarack (Larix laricina), There are not as many lumber quaking aspen (Populus tremuloides), categories as there are species of and jack pine (Pinus banksiana) that trees. Once trees from the same are more commonly associated with genus, or taxon, such as ash, white the upper Great Lake states. oak, or red oak are processed into In urban environments, native lumber, there is no way to separate species provide shade and diversity the woods of individual species. -

Populus Balsamifera L. Balsam Poplar Salicaceae Willow Family John C
Populus balsamifera L. Balsam Poplar Salicaceae Willow family John C. Zasada and Howard M. Phipps Balsam poplar (Populus bdsamiferu) is the north- Tanana drainage. The highest precipitation, 140 cm ernmost American hardwood. It grows transcontinen- (55 in), occurs in the Maritime Provinces of eastern tally on upland and flood plain sites but attains the Canada. Distribution of precipitation varies best development on flood plains. It is a hardy, fast- throughout the range, but prolonged summer growing tree which is generally short lived, with droughts are uncommon. Annual snowfall is lowest some trees reaching 200 years. Other names are in interior Alaska (100 to 200 cm; 40 to 80 in) and balm-of-gilead, barn, tacamahac, cottonwood, or highest in Newfoundland (400 cm; 160 in). Maximum heartleaf balsam poplar. Many kinds of animals use summer daylength varies from 16 to 24 hours. Min- the twigs for food. The light, soft wood is used for imum daylength in winter drops to zero above the pulp and construction. Arctic Circle. The frost-free period varies from 75 to 160 days, The longest growing seasons are in the southern part of the range and the shortest in the Habitat north, but growing seasons can be 120 days in parts of Alaska. Native Range Soils and Topography The range of balsam poplar (fig. 1) spans about 110” in longitude (55” to 165” W.) and 26” in latitude (42” to 68” N.). It extends across North America Maximum development of balsam poplar stands along the northern limit of trees from Newfoundland, occurs on the river flood plains in Alaska, Yukon Labrador, and Quebec west to Hudson Bay and Territory and Northwest Territories, British Colum- northwest to Mackenzie Bay From northwest Alas- bia, and Alberta.