Andre Chapelon and His Steam Locomotives Ing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Trix/Minitrix New Items 2017 Brochure HERE
New Items 2017 Trix. The Fascination of the Original. New Items 2017 E E © Gebr. Märklin & Cie. GmbH – All rights reserved. © Gebr. Märklin & Cie. GmbH – All rights reserved. Dear Trix Fans, Welcome to the New Year for 2017! This year we are again presenting our new items brochure with many impressive models for Minitrix, Trix H0, and Trix Express. Through all of the eras, the railroad has provided transporta- tion for business and industry. It has also left its mark on the life of entire cities and regions over many generations. It is thus no wonder that we have given special importance to freight service as models. This year we are spreading the entire range across model railroad rails. Regardless of whether it is the impressive class 42 steam locomotive of the Fifties or the latest variations of the Vectron as the TRAXX family. We are bringing impressive, prototypical trains/train New Items for MiniTrix 2017 2 – 55 New Items for Trix H0 2017 56 – 105 runs to your model railroad scenery with car sets in all eras, some of them with new tooling. However, 2017 is also the year of the “TransEuropExpress”, which seven railroads started exactly 60 years ago with the ambitious plan to bring elegant, comfortable traveling to the rails. Come with us to explore this concept through the eras New Items for Trix Express 2017 106–109 of the history of long-distance passenger service. Now, give free rein to your personal operating and collector passion and discover your favorites on the following pages. Fulfill your wishes – your local specialty dealer is waiting for your visit! MiniTrix Club Model for 2017 6– 7 MHI Exclusiv 1/2017 4 – 8 Your Trix Team wishes you much fun exploring the new items H0 Trix Club Model for 2017 58 – 59 Museumcars 117 for 2017! Trix Club 110 Reparatur-Service 118 Registration Form 113 General References 118 Trix Club Cars for 2017 111 Important Service Information 118 Trix Club Anniversary Car 112 Explanation of Symbols 119 Index to the Item Numbers 120 1 © Gebr. -

RAILTOURS by Sophie Bunker-James
3403 ANON Recreating Gresley’s last design THE COMMUNICATION ORD No. 56 Winter 2020 C Daniela Filová No. 2007’s tender tank nears completion at North View Engineering. THE P2 PROGRESSES! This edition of The Communication Cord works. At Darlington Locomotive Works boiler parts are beginning to appear for focuses on the volume of work that has great strides continue to be made with the two new diagram 118a boilers, the first been completed on No. 2007 Prince of dozens of sub-assemblies and parts are of which should be assembled later this Wales. Construction of the locomotive now being produced for the fabrication of year. The accelerating rate of construction has moved forward on many fronts but the pony truck in parallel with the on-going means that we must re-double our efforts none more so than the tender, the tank manufacture of the complex electrical to finance all this work if No. 2007 is to be of which is nearly finished at North View system at both DLW and in deepest completed in 2022 – you all know what to Engineering as are the frames at Ian Howitt’s Cambridgeshire (see page 22). In Meiningen do! TCC 1 CONTENTS editorial by Graham Langer PAGE 1 We live in changing and challenging times! With the The P2 progresses! PAGE 2 confirmation that HS2 is going ahead it is becoming clear that Contents there will be massive changes in the way in which the West Editorial Coast route evolves and subsequent benefits for many of the PAGE 3 secondary lines that feed into it. -

Horizontal Directional Drilling Glossary
AN HDD GUIDE HORIZONTAL DIRECTIONAL DRILLING GLOSSARY A comprehensive guide to all terms HDD to make sure you can “talk the talk” when on the job. Horizontal directional drilling has been gaining ground for quite some time in the construction industry as the ideal solution for installing pipes and utilities without having to dig up long trenches. At Melfred Borzall, with our 70+ years of experience designing and building groundbreaking drilling solutions, we understand the best way to push the industry forward is to have innovative solutions and increase education about HDD. In our HDD Glossary, we’ve compiled 70 HDD terms along with clear definitions for each term to help expert drillers and new drillers to all talk the same talk and help streamline communication on your next job. HORIZONTAL DIRECTIONAL DRILLING GLOSSARY 2 "TALK THE TALK" HDD GLOSSARY HDD Tooling & Equipment Terms TERM & ALTERNATE DEFINITION DRILL HEAD The lead portion of the drilling process that TERMS Housing, Transmitter houses the transmitter inside to enable the Housing, Head, locator to see where the drill bit is located A ADAPTER Configurable adapter piece that allows drillers to Sonde Housing underground. It comes in different bolt patters Sub, Crossover, and can connect to various types of blades and Tailpiece use various manufacturer’s drill bits and blades with others’ starter rods, housings, and other bits depending upon the ground condition. configurations. Often customizable to fit specific needs of a jobsite tooling setup. DRILL RIG A trenchless machine that installs pipes and Rig, Drill cables by drilling a pilot bore to establish the AIR HAMMER Tool used in HDD designed to bore through location of the underground utility before difficult rock formations using a combination of enlarging the hole if needed and pulling back thrust, pressure and rotation to chip and carve the product. -
From Crank to Click the Evolution of the Car Key in 1769, the French
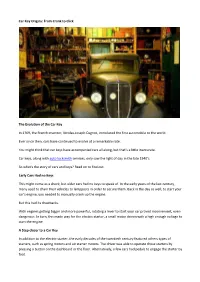
Car Key Origins: From Crank to Click The Evolution of the Car Key In 1769, the French inventor, Nicolas-Joseph Cugnot, introduced the first automobile to the world. Ever since then, cars have continued to evolve at a remarkable rate. You might think that car keys have accompanied cars all along, but that's a little inaccurate. Car keys, along with auto locksmith services, only saw the light of day in the late 1940's. So what's the story of cars and keys? Read on to find out. Early Cars Had no Keys This might come as a shock, but older cars had no keys to speak of. In the early years of the last century, many used to chain their vehicles to lampposts in order to secure them. Back in the day as well, to start your car's engine, you needed to manually crank up the engine. But this had its drawbacks. With engines getting bigger and more powerful, rotating a lever to start your car proved inconvenient, even dangerous. In turn, this made way for the electric starter, a small motor driven with a high enough voltage to start the engine. A Step closer to a Car Key In addition to the electric starter, the early decades of the twentieth century featured others types of starters, such as spring motors and air starter motors. The driver was able to operate those starters by pressing a button on the dashboard or the floor. Alternatively, a few cars had pedals to engage the starter by foot. The advent of button-operated starters meant an easier, safer way of starting your car. -

Optimizing the Cylinder Running Surface / Piston System of Internal
THIS DOCUMENT IS PROTECTED BY U.S. AND INTERNATIONAL COPYRIGHT. It may not be reproduced, stored in a retrieval system, distributed or transmitted, in whole or in part, in any form or by any means. Downloaded from SAE International by Peter Ernst, Saturday, September 15, 2012 04:51:57 PM Optimizing the Cylinder Running Surface / Piston 2012-32-0092 System of Internal Combustion Engines Towards 20129092 Published Lower Emissions 10/23/2012 Peter Ernst Sulzer Metco AG (Switzerland) Bernd Distler Sulzer Metco (US) Inc. Copyright © 2012 SAE International doi:10.4271/2012-32-0092 engine and together with the adjustment of the ring package ABSTRACT and the piston a reduction of 35% in LOC was achieved. This Rising fuel prices and more stringent vehicle emissions engine will go into production in September 2012 with requirements are increasing the pressure on engine limited numbers coated in the Sulzer Metco Wohlen facility manufacturers to utilize technologies to increase efficiency in Switzerland, until an engineered coating system is ready on and reduce emissions. As a result, interest in cylinder surface site to start large series production. More details on the coatings has risen considerably in the past few years. Among engine performance and design changes made to the cast these are SUMEBore® coatings from Sulzer Metco. These aluminium block in order to take full advantage of the coating coatings are applied by a powder-based air plasma spray on the cylinder running surfaces is presented in the paper (APS) process. The APS process is very flexible, and can from Zorn et al. [1]. -

PACIFIC’ Coupling Rods Fitted to Tornado at Darlington Locomotive Works
60163 Tornado 60163 Tornado 60163 Tornado THE A1 STEAM LOCOMOTIVE TRUST Registered Office, All Enquiries: Darlington Locomotive Works, Hopetown Lane, Darlington DL3 6RQ Hotline Answerphone: 01325 4 60163 E-mail: [email protected] Internet address: www.a1steam.com PRESS INFORMATION – PRESS INFORMATION - PRESS INFORMATION PR04/04 Monday 4 October 2004 MAJOR STEP FORWARD AS NEW STEAM LOCOMOTIVE BECOMES A ‘PACIFIC’ Coupling rods fitted to Tornado at Darlington Locomotive Works The A1 Steam Locomotive Trust, the registered charity that is building the first new mainline steam locomotive in Britain for over 40 years, today announced that No. 60163 Tornado is now a Pacific following the fitting of all four coupling rods to its six 6ft8in driving wheels (the name Pacific refers to the 4-6-2 wheel arrangement under the Whyte Notation of steam locomotive wheel arrangements) which now rotate freely together for the first time. Each of the four 7ft 6in rods weighs around two hundredweight and after forging, extensive machining and heat treatment, the four cost around £22,000 to manufacture. These rods are vital components within the £150,000 valve gear and motion assemblies, which are now the focus of work on Tornado at the Trust’s Darlington Locomotive Works. The Trust has also started work on the fitting of the rest of the outside motion. The bushes for the connecting rods are currently being machined at Ian Howitt Ltd, Wakefield and one side of the locomotive has now been fitted with a mock-up of parts of its valve gear. This is to enable accurate measurements to be taken to set the length of the eccentric rod as the traditional method of heating the rod to stretch/shrink it used when the original Peppercorn A1s were built in 1948/9 is no longer recommended as it can affect the rod’s metallurgical properties. -
The Mikado Messenger | Issue No. 66| April 2020 Ian Matthews Sanding the Filler, on the Tender Tank, Before It Is Painted
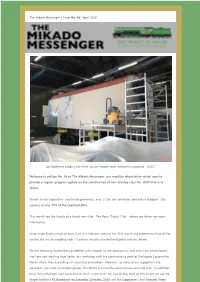
The Mikado Messenger | Issue No. 66| April 2020 Ian Matthews sanding the filler, on the tender tank, before it is painted - A1SLT Welcome to edition No. 66 of The Mikado Messenger, our monthly eNewsletter which aims to provide a regular progress update on the construction of new Gresley class No. 2007 Prince of Wales. Thanks to our supporters’ continued generosity, over £3.5m has now been donated or pledged – this equates to over 70% of the required £5m. This month see the launch of a brand new club - The Pony (Truck) Club - please see below for more information. Stephenson Engineering Ltd have sent us a fabulous video of the CNC machining programme that will be carried out on the coupling rods - it can be found in the Motion Update section, below. We are following Government guidelines with regards to the coronavirus, and whilst our office-based staff are now working from home, our workshop staff are continuing to work at Darlington Locomotive Works where they are taking all necessary precautions. However, as many of our supporters and volunteers are from vulnerable groups, the Works is currently closed to non-essential staff. In addition, Nene Valley Railway have cancelled all their events until the end of May 2020 so this means we can no longer hold the P2 Roadshow on Saturday 23rd May 2020 and the Supporters’ and Tornado Team day on Sunday 24th May 2020. We are sorry to have to make these changes. We hope you understand that the circumstances are beyond our control and the restrictions are very necessary at this challenging time. -

SB-10052498-5734.Pdf
SB-10052498-5734 ATTENTION: IMPORTANT - All GENERAL MANAGER q Service Personnel PARTS MANAGER q Should Read and CLAIMS PERSONNEL q Initial in the boxes SERVICE MANAGER q provided, right. SERVICE BULLETIN APPLICABILITY: 2013MY Legacy and Outback 2.5L Models NUMBER: 11-130-13R 2012-13MY Impreza 2.0L Models DATE: 04/05/13 2013MY XV Crosstrek REVISED: 06/19/13 2011-2014MY Forester 2013MY BRZ SUBJECT: Difficulty Starting, Rough Idle, Cam Position or Misfire DTCs P0340, P0341, P0345, P0346, P0365, P0366, P0390, P0391, P0301, P0302, P0303 or P0304 INTRODUCTION This Bulletin provides inspection and repair procedures for intake and exhaust camshaft position-related and/or engine misfire DTCs for the FA and FB engine-equipped models listed above. The camshaft position sensor (CPS) clearance may be out of specification causing these condition(s) and one or more of the DTCs listed above to set. In addition to a Check Engine light coming on, there may or may not be customer concerns of rough idle, extended cranking or no start. NOTES: • This Service Bulletin will replace Bulletin numbers 11-100-11R, 11-122-12, 11-124-12R and 11-125-12. • Read this Bulletin completely before starting any repairs as service procedures have changed. • An exhaust cam position sensor clearance out of specification willNOT cause a startability issue. COUNTERMEASURE IN PRODUCTION MODEL STARTING VIN Legacy D*038918 Outback D*295279 Impreza 4-Door D*020700 Impreza 5-Door D*835681 XV Crosstrek Forester E*410570 BRZ D*607924 NOTE: These VINs are for reference only. There may be a small number of vehicles after the starting VINs listed above which do not have the countermeasure due to production sequence changes. -

Comparative Tests of Illinois Central Railroad Locomotives No. 920 and No
Gibson S Lorenz (Comparative Tests of Illinois Centra! Railroad Locomotives No. 920 & No. 940 Rsilwsv A\cchfii?Jc3.] Engineering univrrsity . 'OV 'J LL. LIBRARY + * ^ ^. UNIVERSITY OF ILLINOIS LIBRARY Class Book Volume Ja 09-20M ^ '.V IF * # 4 Digitized by the Internet Archive in 2013 http://archive.org/details/comparativetestsOOgibs COMPARATIVE TESTS OF ILLINOIS CENTRAL RAILROAD LOCOMOTIVES NO. 920 AND NO. 940 BY MILES OTTO GIBSON FREDERICK AYRES LORENZ THESIS FOR THE DEGREE OF BACHELOR OF SCIENCE IN RAILWAY MECHANICAL ENGINEERING IN THE COLLEGE OF ENGINEERING OF THE UNIVERSITY OF ILLINOIS Presented June, 1909 r!6 UNIVERSITY OF ILLINOIS June 1, 190 9 THIS IS TO CERTIFY THAT THE THESIS PREPARED UNDER MY SUPERVISION BY MILES OTTO GIBSON and FREDERICK AYRES LORENZ ENTITLED COMPARATIVE TESTS OP ILLINOIS CENTRAL RAILROAD LOCOMO- TIVES No. 920 AND No. 940 IS APPROVED BY ME AS FULFILLING THIS PART OF THE REQUIREMENTS FOR THE degree of Bachelor of Science in Railway Mechanical Engineering iWstructor/n Charge. APPROVED: head of department of Railway Engineering 1 45239 i I iLnlih UJb UiJ THiU T 5 , Page I • Introduction 1 II • Object l T T T III • Description of the Locomotives, Engine and Boiler Lata 1 1. Table I. General Dimensions 4 2. Table II. Cylinder " 5 3. Table III. Boiler " G Description of Allfree-Eubbell Valve and Cylinders 7 I V . Preparation. 1. Front end 14T A 2. Reducing apparatus 1 1 3. Bells 141 A 4. Cab arrangements 1 A 5. Water measurements T A 6. Dynamometer oar 14 7. Revolution counters 1 / 8. Observers 1 I T ft . -

FERRMED LOCOMOTIVE CONCEPT STUDY 1 2.Pdf
FERRMED FREIGHT LOCOMOTIVE CONCEPT STUDY By: TABLE OF CONTENTS 1 INTRODUCTION .................................................................................................................... 4 1.1 What is FERRMED? ....................................................................................................... 4 1.2 FERRMED Objectives .................................................................................................... 5 1.3 The FERRMED Standards.............................................................................................. 5 2 EXECUTIVE SUMMARY ....................................................................................................... 7 3 EUROPEAN NETWORK CHARACTERISTICS .................................................................... 9 4 INTEROPERABILITY AND CROSS-ACCEPTANCE .......................................................... 12 4.1 Interoperability .............................................................................................................. 12 4.2 ERTMS.......................................................................................................................... 18 4.3 Cross-Acceptance ......................................................................................................... 21 5 STATE-OF-THE-ART WORLDWIDE LOCOMOTIVES ....................................................... 23 6 REQUIRED STARTING TRACTIVE EFFORT AND POWER TO HAUL “FERRMED TRAINS” ..................................................................................................................................... -
The Unauthorised History of ASTER LOCOMOTIVES THAT CHANGED the LIVE STEAM SCENE
The Unauthorised History of ASTER LOCOMOTIVES THAT CHANGED THE LIVE STEAM SCENE fredlub |SNCF231E | 8 februari 2021 1 Content 1 Content ................................................................................................................................ 2 2 Introduction ........................................................................................................................ 5 3 1975 - 1985 .......................................................................................................................... 6 Southern Railway Schools Class .................................................................................................................... 6 JNR 8550 .......................................................................................................................................................... 7 V&T RR Reno ................................................................................................................................................. 8 Old Faithful ...................................................................................................................................................... 9 Shay Class B ..................................................................................................................................................... 9 JNR C12 ......................................................................................................................................................... 10 PLM 231A ..................................................................................................................................................... -

The Economics of Coal As a Locomotive Fuel on US Class I Railroads
The Economics of Coal as a Locomotive Fuel on US Class I Railroads By John Rhodes Overview • Coal‐Burning Steam Locomotive: 73% Fuel Savings US Class I RR’s • $8.9 Billion 2007 Class I Diesel Fuel Bill • $2.5 Billion Coal Bill Instead • $6.4 Billion Cost Saving • 2007 Operating Ratio Could Have Been 67% Instead Of 78% Presentation Outline • Mechanical Engineers of Modern Steam • The Modern Steam Locomotive • Important Technologies Of Modern Steam • American Class I Railroad: Needs • Maintenance: Modern Steam and Diesel • Comparisons: Modern Steam and Diesel • Infrastructure and Servicing: Modern Steam • Next Steps • Other Locomotive Alternatives The Mechanical Engineers of Modern Steam Pioneers (Deceased): • Andre Chapelon • Livio Dante Porta Current: • David Wardale • Phil Girdlestone • Shaun McMahon • Roger Waller • Nigel Day Andre Chapelon • French Mechanical Engineer 1892‐1978 • SNCF, Steam Locomotive Design Division • Grandfather Of Modern Steam • Applied Thermodynamics And Fluid Dynamics To The Steam Locomotive • Chapelon’s Former Boss, George Chan, From The SNCF Described Him As “The Man Who Gave New Life To The Steam Locomotive” Andre Chapelon cont. • 1946 Design And Construction Of The 3- Cylinder Compound: SNCF 242A.1 – Rebuilt From A 3-Cylinder Simple Locomotive – Raised IHP From 2,800 To 5,500; 96% Increase – Twice The Thermal Efficiency Of American Steam Livio Dante Porta • Argentinean Mechanical Engineer 1922‐2003 • Father Of Modern Steam • Developed 3 Most Important Parts Of Modern Steam: • Clean High Efficiency Combustion • High Efficiency Exhaust • Heavy‐Duty Boiler Water Treatment Livio Dante Porta Cont. • 1949 Built “Argentina” From A 4-6-2 – 2,100 DBHP – High Power-to-Weight Ratio: 65 lb.