Thermoelectric Cooling Uses the Peltier Effect to Create a Heat Flux Between the Junction of Two Different Types of Materials
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Avionics Thermal Management of Airborne Electronic Equipment, 50 Years Later
FALL 2017 electronics-cooling.com THERMAL LIVE 2017 TECHNICAL PROGRAM Avionics Thermal Management of Advances in Vapor Compression Airborne Electronic Electronics Cooling Equipment, 50 Years Later Thermal Management Considerations in High Power Coaxial Attenuators and Terminations Thermal Management of Onboard Charger in E-Vehicles Reliability of Nano-sintered Silver Die Attach Materials ESTIMATING INTERNAL AIR ThermalRESEARCH Energy Harvesting ROUNDUP: with COOLING TEMPERATURE OCTOBERNext Generation 2017 CoolingEDITION for REDUCTION IN A CLOSED BOX Automotive Electronics UTILIZING THERMOELECTRICALLY ENHANCED HEAT REJECTION Application of Metallic TIMs for Harsh Environments and Non-flat Surfaces ONLINE EVENT October 24 - 25, 2017 The Largest Single Thermal Management Event of The Year - Anywhere. Thermal Live™ is a new concept in education and networking in thermal management - a FREE 2-day online event for electronics and mechanical engineers to learn the latest in thermal management techniques and topics. Produced by Electronics Cooling® magazine, and launched in October 2015 for the first time, Thermal Live™ features webinars, roundtables, whitepapers, and videos... and there is no cost to attend. For more information about Technical Programs, Thermal Management Resources, Sponsors & Presenters please visit: thermal.live Presented by CONTENTS www.electronics-cooling.com 2 EDITORIAL PUBLISHED BY In the End, Entropy Always Wins… But Not Yet! ITEM Media 1000 Germantown Pike, F-2 Jean-Jacques (JJ) DeLisle Plymouth Meeting, PA 19462 USA -

Design and Construction of a Nernst Effect Measuring System
University of New Orleans ScholarWorks@UNO University of New Orleans Theses and Dissertations Dissertations and Theses Summer 8-6-2013 Design and Construction of a Nernst Effect Measuring System Warner E. Sevin University of New Orleans, [email protected] Follow this and additional works at: https://scholarworks.uno.edu/td Part of the Condensed Matter Physics Commons Recommended Citation Sevin, Warner E., "Design and Construction of a Nernst Effect Measuring System" (2013). University of New Orleans Theses and Dissertations. 1684. https://scholarworks.uno.edu/td/1684 This Thesis is protected by copyright and/or related rights. It has been brought to you by ScholarWorks@UNO with permission from the rights-holder(s). You are free to use this Thesis in any way that is permitted by the copyright and related rights legislation that applies to your use. For other uses you need to obtain permission from the rights- holder(s) directly, unless additional rights are indicated by a Creative Commons license in the record and/or on the work itself. This Thesis has been accepted for inclusion in University of New Orleans Theses and Dissertations by an authorized administrator of ScholarWorks@UNO. For more information, please contact [email protected]. Design and Construction of a Nernst Effect Measuring System A Thesis Submitted to the Graduate Faculty of the University of New Orleans in partial fulfillment of the requirements for the degree of Master of Science In Applied Physics By Warner Earl Sevin B.S. Loyola University New Orleans, 2011 August 2013 Table of Contents List of Figures iv List of Tables v Abstract vi Chapter 1. -

Thermoelectric Cooling Devices: Thermodynamic
THERMOELECTRIC COOLING DEVICES: THERMODYNAMIC MODELLING AND THEIR APPLICATION IN ADSORPTION COOLING CYCLES ANUTOSH CHAKRABORTY (B.Sc Eng. (BUET), M.Eng. (NUS)) A THESIS SUBMITTED FOR THE DEGREE OF DOCTOR OF PHILOSOPHY DEPARTMENT OF MECHANICAL ENGINEERING NATIONAL UNIVERSITY OF SINGAPORE 2005 Acknowledgements I am deeply grateful to my supervisor, Professor Ng Kim Choon, for giving me the guidance, insight, encouragement, and independence to pursue a challenging project. His contributions to this work were so integral that they cannot be described in words here. I would like to thank Associate Professor Bidyut Baran Saha of Kyushu University, Japan, for the encouragement and helpful technical advice. I am deeply grateful to Mr. Sai Maung Aye for his assistance in the electro-adsorption chiller experimentation program and Mr. R Sacadeven for kindly assisting in the procurement of equipment, and construction of the constant-volume-variable-pressure (CVVP) experimental test facility. I would like to extend my deepest gratitude to my parents for their complete moral support. Finally, I wish to thank my wife, Dr. Antara Chakraborty and my son Amitosh Chakraborty, for being a constant source of mental support. Last but not least, I wish to express my gratitude for the honor to be co-author with my supervisor in six international peer-reviewed journal papers, three international peer- reviewed conference papers and one patent (US Patent no 6434955). I also thank A* STAR for providing financial assistance to a patent application on the electro- adsorption chiller: a miniaturized cooling cycle design, fabrication and testing results. I extend my appreciation to the National University of Singapore for the research scholarship during the course of candidature, to the Micro-system technology initiative (MSTI) laboratory for giving me full support in the setting up of the test facility. -

A Study & Analysis of Thermoelectric Refrigeration System With
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 04 Issue: 04 | Apr -2017 www.irjet.net p-ISSN: 2395-0072 A STUDY & ANALYSIS OF THERMOELECTRIC REFRIGERATION SYSTEM WITH ENVIRONMENT Ankit Dubey1, Umanand Kumar Singh2, Manish Rathore3 123Dr. APJ Abdul Kalam UIT, Jhabua ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - There are various sources which cause ozone layer if released into the atmosphere. Thus, the mechanism depletion out which conventional R&AC systems has a major of ozone layer depletion by the CFC’s and HCFC’s was role. R&AC contributes for about 29.6% of the total ozone identified. In 1985, an ozone hole was observed and this depletion[1]. Ozone in the stratosphere has a beneficial role as provided the proof that ozone layer was depleting. it blocks UV radiation from the sun. Highly energetic UV radiation called UV-C (wavelength 280 nm) is absorbed by the Contribution of conventional r&ac in ozone depletion ozone molecules. UV-B radiation (wavelength 280 – 325 nm) is There are various sources which causes ozone depletion also absorbed. The ozone layer acts as a shield for us from very out which conventional R&AC systems has a major role. harmful UV rays. Exposure to UV rays causes skin cancer, R&AC contributes for about 29.6% of the total ozone damages crops, affects cellular DNA, impairs photosynthesis depletion. This is a considerably large amount which must be and harms ocean life. Observed and projected decreases in reduced in order to protect the ozone layer CFCs and HCFCs ozone have generated worldwide concern leading to adoption used as heat carrier fluids in conventional system deplete of the Montreal Protocol that bans the production of CFCs, ozone layer and increases global warming. -
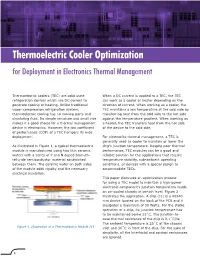
Thermoelectric Cooler Optimization for Deployment in Electronics Thermal Management
Thermoelectric Cooler Optimization for Deployment in Electronics Thermal Management Thermoelectric coolers (TEC) are solid state When a DC current is applied to a TEC, the TEC refrigeration devices which use DC current to can work as a cooler or heater depending on the generate cooling or heating. Unlike traditional direction of current. When working as a cooler, the vapor-compression refrigeration system, TEC maintains a low temperature at the cold side by thermoelectric cooling has no moving parts and transferring heat from the cold side to the hot side circulating fluid. Its simple structure and small size against the temperature gradient. When working as makes it a good choice for a thermal management a heater, the TEC transfers heat from the hot side device in electronics. However, the low coefficient of the device to the cold side. of performance (COP) of a TEC hampers its wide deployment. For electronics thermal management, a TEC is generally used as cooler to maintain or lower the As illustrated in Figure 1, a typical thermoelectric chip’s junction temperature. Despite poor thermal module is manufactured using two thin ceramic performance, TEC modules can be a good and wafers with a series of P and N doped bismuth- reliable solution for the applications that require telluride semiconductor material sandwiched temperature stability, sub-ambient operating between them. The ceramic wafer on both sides conditions, or devices with a special design to of the module adds rigidity and the necessary accommodate TECs. electrical insulation. This paper discusses an optimization process for using a TEC model to maintain a high-power electronic component’s junction temperature inside an air-cooled chassis at certain level. -

Design and Optimization of a Self-Powered Thermoelectric Car Seat Cooler
Design and Optimization of a Self-powered Thermoelectric Car Seat Cooler Daniel Benjamin Cooke Thesis submitted to the faculty of the Virginia Polytechnic Institute and State University in partial fulfillment of the requirements for the degree of Master of Science In Mechanical Engineering Zhiting Tian, Chair Scott T. Huxtable, Co-Chair Lei Zuo, Co-Chair May 8, 2018 Blacksburg, Virginia Keywords: Non-dimensional Equations, Solar Thermoelectric Generator, Thermoelectric Cooler Design and Optimization of a Self-powered Thermoelectric Car Seat Cooler Daniel Benjamin Cooke Abstract It is well known that the seats in a parked vehicle become very hot and uncomfortable on warm days. A new self-powered thermoelectric car seat cooler is presented to solve this problem. This study details the design and optimization of such a device. The design relates to the high level layout of the major components and their relation to each other in typical operation. Optimization is achieved through the use of the ideal thermoelectric equations to determine the best compromise between power generation and cooling performance. This design is novel in that the same thermoelectric device is utilized for both power generation and for cooling. The first step is to construct a conceptual layout of the self-powered seat cooler. Using the ideal thermoelectric equations, an analytical model of the system is developed. The model is validated against experimental data and shows good correlation. Through a non-dimensional approach, the geometric sizing of the various components is optimized. With the optimal design found, the performance is evaluated using both the ideal equations and though use of the simulation software ANSYS. -

Review on Thermoelectric Refrigeration: Materials and Technology
International Journal of Current Engineering and Technology E-ISSN 2277 – 4106, P-ISSN 2347 – 5161 ©2016 INPRESSCO®, All Rights Reserved Available at http://inpressco.com/category/ijcet Review Article Review on Thermoelectric Refrigeration: Materials and Technology Meghali Gaikwad†*, Dhanashri Shevade†, Abhijit Kadam† and Bhandwalkar Shubham† †Meghali Gaikwad, Mechanical Engineering, MITCOE. Pune University, India Accepted 02 March 2016, Available online 15 March 2016, Special Issue-4 (March 2016) Abstract Conventional refrigeration systems use Chloro Fluoro Carbons (CFCs) and Hydro Chlorofluorocarbons (HCFCs) as heat carrier fluids. Use of such fluids in conventional refrigeration systems has a great concern of environmental degradation and resulted in extensive research into development of novel Refrigeration and air conditioning technologies. Thermoelectric refrigeration is one of the techniques used for producing refrigeration effect. A brief review about introduction of thermoelectricity, principal of thermoelectric cooling and thermoelectric materials has been presented in this paper. The research and development work carried out by different researchers on development of thermoelectric R&AC system has been thoroughly reviewed in this paper. Keywords: Thermoelectric module, Peltier effect, Figure of Merit, Device Design Parameter, Seebeck coefficient, Coefficient of performance. 1. Introduction Seebeck did not actually comprehend the scientific basis for his discovery, however and falsely assumed 1 Refrigeration is defined as the process of cooling of that flowing heat produced the sameeffect as flowing bodies or fluids to temperatures lower than those electric current. available in the surroundings at a particular time and In 1834, a French watchmaker and part-time place. Thermoelectric refrigeration is one of the physicist, Jean Peltier, while investigating the Seebeck techniques used for producing refrigeration effect. -

A Review on Thermoelectric Generators: Progress and Applications
energies Review A Review on Thermoelectric Generators: Progress and Applications Mohamed Amine Zoui 1,2 , Saïd Bentouba 2 , John G. Stocholm 3 and Mahmoud Bourouis 4,* 1 Laboratory of Energy, Environment and Information Systems (LEESI), University of Adrar, Adrar 01000, Algeria; [email protected] 2 Laboratory of Sustainable Development and Computing (LDDI), University of Adrar, Adrar 01000, Algeria; [email protected] 3 Marvel Thermoelectrics, 11 rue Joachim du Bellay, 78540 Vernouillet, Île de France, France; [email protected] 4 Department of Mechanical Engineering, Universitat Rovira i Virgili, Av. Països Catalans No. 26, 43007 Tarragona, Spain * Correspondence: [email protected] Received: 7 June 2020; Accepted: 7 July 2020; Published: 13 July 2020 Abstract: A thermoelectric effect is a physical phenomenon consisting of the direct conversion of heat into electrical energy (Seebeck effect) or inversely from electrical current into heat (Peltier effect) without moving mechanical parts. The low efficiency of thermoelectric devices has limited their applications to certain areas, such as refrigeration, heat recovery, power generation and renewable energy. However, for specific applications like space probes, laboratory equipment and medical applications, where cost and efficiency are not as important as availability, reliability and predictability, thermoelectricity offers noteworthy potential. The challenge of making thermoelectricity a future leader in waste heat recovery and renewable energy is intensified by the integration of nanotechnology. In this review, state-of-the-art thermoelectric generators, applications and recent progress are reported. Fundamental knowledge of the thermoelectric effect, basic laws, and parameters affecting the efficiency of conventional and new thermoelectric materials are discussed. The applications of thermoelectricity are grouped into three main domains. -

Thermoelectric Phenomena
Journal of Materials Education Vol. 36 (5-6): 175 - 186 (2014) THERMOELECTRIC PHENOMENA Witold Brostow a, Gregory Granowski a, Nathalie Hnatchuk a, Jeff Sharp b and John B. White a, b a Laboratory of Advanced Polymers & Optimized Materials (LAPOM), Department of Materials Science and Engineering and Department of Physics, University of North Texas, 3940 North Elm Street, Denton, TX 76207, USA; http://www.unt.edu/LAPOM/; [email protected], [email protected], [email protected]; [email protected] b Marlow Industries, Inc., 10451 Vista Park Road, Dallas, TX 75238-1645, USA; Jeffrey.Sharp@ii- vi.com ABSTRACT Potential usefulness of thermoelectric (TE) effects is hard to overestimate—while at the present time the uses of those effects are limited to niche applications. Possibly because of this situation, coverage of TE effects, TE materials and TE devices in instruction in Materials Science and Engineering is largely perfunctory and limited to discussions of thermocouples. We begin a series of review articles to remedy this situation. In the present article we discuss the Seebeck effect, the Peltier effect, and the role of these effects in semiconductor materials and in the electronics industry. The Seebeck effect allows creation of a voltage on the basis of the temperature difference. The twin Peltier effect allows cooling or heating when two materials are connected to an electric current. Potential consequences of these phenomena are staggering. If a dramatic improvement in thermoelectric cooling device efficiency were achieved, the resulting elimination of liquid coolants in refrigerators would stop one contribution to both global warming and destruction of the Earth's ozone layer. -

What Is Thermoelectric Cooling? Thermoelectric Cooling Uses a Solid State Device That Acts As a Heat Pump to Move Heat from One Side of the Device to the Other
What is thermoelectric cooling? Thermoelectric cooling uses a solid state device that acts as a heat pump to move heat from one side of the device to the other. The device is commonly referred to as a thermo electric cooler (TEC) and is made up of numerous pairs of semiconductors enclosed by ceramic wafers on the top and bottom. When applying DC power to the TEC, one side will get cold and the other will get hot. This effect is known as the Peltier Effect and was discovered by French Physicist Jean Peltier in 1834. TECs can also be used as DC power generators by applying heat to one side while cooling the other side. TECs are very small, light weight and rugged compared to a traditional compressor refrigeration system. TECs come in a variety of sizes. Shown here is a size that would be suitable for using in a water cooler. The tiny cubes are two types of semi- conductors that are mounted as pairs. The two types are referred to as “N” and “P” . The top layer of ceramic has been removed so that the semi-conductors can be seen. When the DC power is supplied, the Cold side absorbs heat and moves it to the Hot side. The hot Side is cooled by a heat sink and fan. Surprising Uses for TECs Curiosity (2012) Voyager 2 (1977) Used in submarines for quiet A/C Plutonium Reactor used as a heat source to heat TE chips for power generation in space—used by NASA on Apollo, Pioneer, Viking, Voyager, Galileo, Cassini and Curiosity Oil burning More powerful and more lamp powering a efficient TECs available and an radio using a TE influx of products come to generator (1948) consumers Cooled/Heated Cooling and Power Generation car seats Westinghouse, GE Bell, Universities and National Laboratories focused time and resources on TE What’s in a thermo-electric water cooler? Water Container Benefits: . -
Thermal Design Example for ME5390.Pdf
Dr. HoSung Lee 1 Thermal Design Examples Heat Sinks Thermoelectric coolers and generators Heat Pipes Compact Heat Exchangers Solar Cells 2 Heat Sinks 3 Thermoelectric Generators and Coolers Heat Absorbed p n p n-type Semiconductor n n p Positive (+) p n p-type Semiconcuctor p Negative (-) Electrical Conductor (copper) Electrical Insulator (Ceramic) Heat Rejected 4 Thermoelectric Generator 5 Heat Pipes 6 Compact Heat Exchangers 7 Solar Cells 8 Sun-tracking panels 9 10 Solar Thermoelectric Generator (STEG) 11 Solar Thermoelectric Generator 12 Kusatsu Hot-springs TEG System 13 Thermoelectric Modules (old & modern) 1950s 2012 Kerosene lamp and radio 14 15 16 17 Thermoelectric Cooler Module Heat Absorbed p n p n-type Semiconductor n n p Positive (+) p n p-type Semiconcuctor p Negative (-) Electrical Conductor (copper) Electrical Insulator (Ceramic) Heat Rejected System Designers having difficulties •Most of manufacturers do not provide the material properties (Manufacturers’ proprietary information) 18 Thermoelectric Modules 19 Solar Thermoelectric Generator Nature Materials 10, 532-538 (2011) 20 Thermoelectric Heat Exchanger 21 Thermoelectric Heat Exchanger This study investigates the feasibility of integrating thermoelectric devices into a large-capacity liquid heat exchanger (up to 100 kW). Typically, thermal-electrical conversion is inefficient and thermoelectrics are only used in low-power applications (<1 kW). The incentive for using thermoelectrics, however, lies in their compact size, light-weight, high reliability, and sub-ambient cooling. In this study, a subscale thermoelectric heat exchanger is designed (see Fig. 1), fabricated and optimized for performance through testing and simulation. Specifically, direct fluid contact and jet-impingement were used to improve heat transfer at both hot and cold junctions of the thermoelectric. -

Transport Phenomena in Spin Caloritronics
No. 2] Proc. Jpn. Acad., Ser. B 97 (2021) 69 Review Transport phenomena in spin caloritronics † By Ken-ichi UCHIDA*1,*2,*3, (Edited by Hiroyuki SAKAKI, M.J.A.) Abstract: The interconversion between spin, charge, and heat currents is being actively studied from the viewpoints of both fundamental physics and thermoelectric applications in the field of spin caloritronics. This field is a branch of spintronics, which has developed rapidly since the discovery of the thermo-spin conversion phenomenon called the spin Seebeck effect. In spin caloritronics, various thermo-spin conversion phenomena and principles have subsequently been discovered and magneto-thermoelectric effects, thermoelectric effects unique to magnetic materials, have received renewed attention with the advances in physical understanding and thermal/ thermoelectric measurement techniques. However, the existence of various thermo-spin and magneto-thermoelectric conversion phenomena with similar names may confuse non-specialists. Thus, in this Review, the basic behaviors, spin-charge-heat current conversion symmetries, and functionalities of spin-caloritronic phenomena are summarized, which will help new entrants to learn fundamental physics, materials science, and application studies in spin caloritronics. Keywords: spin caloritronics, spin current, spin Seebeck effect, spin Peltier effect, magneto- thermoelectric effect, magnetic material mainly focused on thermoelectric power generation 1. Introduction based on the Seebeck effect and electronic cooling Thermoelectric effects enable direct interconver- based on the Peltier effect. sion between heat and electricity.1) One of the In addition to the Seebeck and Peltier effects, representative thermoelectric effects is the Seebeck various thermoelectric transport phenomena appear effect, discovered by T. J. Seebeck in 1821. This effect in a conductor in the presence of a magnetic field H converts a heat current into a charge current in metals or in a magnetic material with spontaneous magnet- and semiconductors.