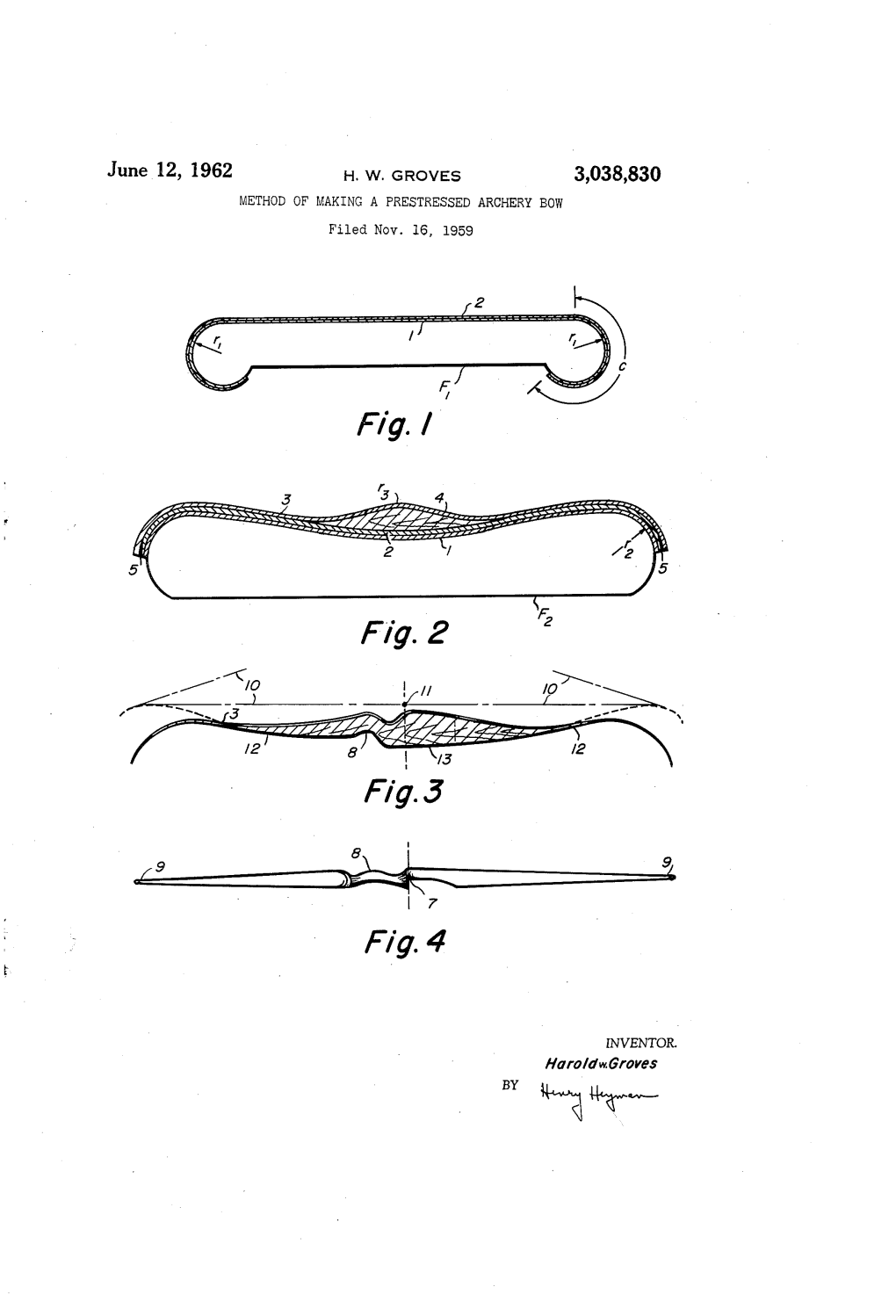
June 12, 1962 H. W. Groves 3,038,830 METHOD OF' MAKING a PRESTRESSED ARCHERY BOW Filed NOV
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Irish Field Archery Federation (Clg.)
IRISH FIELD ARCHERY FEDERATION (CLG.) IFAF is affiliated to the International Field Archery Association (IFAA) IFAF Handbook 2020 CONTENTS PAGE 3 IFAF, GENERAL INFORMATION ABOUT 6 BASIC SAFETY RULES 7 PROCEDURE & ETIQUETTE AT COMPETITIONS 7 GETTING STARTED 8 SHOOTING STYLES AND DIVISIONS 9 CLASSIFICATION 10 AWARDS & RECOGNITION 12 CODE OF CONDUCT FOR CHILDRENS’ SPORT 13 SHOOT RULES 20 APPENDIX 20 Running a field archery event 20 Course Inspection 21 Course Layout: Field (outdoor) Round 23 Course Layout: Animal Rounds 25 IFAF National Championships Format 25 UK & Ireland Field Archery Championships 26 Popinjay Safety Rules 26 Indoor Round Layout & Safety Rules 26 ‘Have a Go’ Layout & Safety Rules 27 First Aid 29 Child Protection Officer 30 Glossary of Terms 34 Personal Notes (blank page) 2 | P a g e IFAF Handbook 2020 GENERAL INFORMATION BIOGRAPHY On 26th July 1992 the Irish Field Archery Federation (IFAF) was formed by Bill James, Andy Haggan, Jim Boyle, Joe Coyle, Ted Breslin and Ron Bell. IFAF was founded for the sole purpose of enabling Field Archery to be pursued as a sport throughout the island of Ireland. IFAF became a Registered Company (# 393398) in 2004. Subsequently, the International Field Archery Association (I.F.A.A.) Rules of Shooting were adopted and IFAF’s affiliation to this body was accepted. IFAF follows the rules laid down by the IFAA but also employs supplementary rules such as those relating to the types of shoots run domestically or the equipment allowed at domestic shoots. Refer to the ‘SHOOTING STYLES & DIVISIONS’ section for full detail. IFAF is the internationally recognised field archery body covering the Island of Ireland through our “parent” association, the IFAA, who currently represent over 45 associate nations worldwide. -
ARCHERY 101 FUNDAMENTALS of ARCHERY During the Course the Instructor Will Review, Archery Safety, Shooting Form, and Types of Equipment
2012 ARCHERY 101 FUNDAMENTALS OF ARCHERY During the course the Instructor will review, archery safety, shooting form, and types of equipment. Archery 101 Page 1 Texas Archery Academy www.texasarcheryacademy.org Archery 101 Course Curriculum This Archery 101 course consists of four sessions, each being one hour. Archery 101 introduces archery safety, shooting form, archery styles, equipment and scoring rules. Each session offers “show and tell” discussion for fundamental archery education. The majority of each class is just a lot of FUN shooting, but with structured drills and practice, along with skills. Students learn a neutral style of archery that builds the basics of a solid shooting form. Easy to use equipment allows skill progress, without emphasis on strength or gender. The program curriculum uses the JOAD/AAA training and awards system, a nationally recognized archery program developed by USA Archery and the international FITA “Feathers and Arrows” archery education program. This combination is the first step in a “black belt” style, self-paced, achievement program in target archery. Regular group classes combine fundamental archery education curriculum and shooting skill development. Along the way to completion, the archer will achieve three award pin levels: Green, Purple and Gray. Each has a shooting proficiency test and education curriculum. Page 1 Texas Archery Academy www.texasarcheryacademy.org Archery 101 Introduction Welcome to Archery! Through the ages, this primitive weapon has fed families, conquered civilizations, and provided a wonderful source of recreation. As a martial art, archery helps build self-confidence and control. As a sport, it ranks with golf as a challenge to building individual skill. -

The History of Archery
Presented by the Saskatchewan Wildlife Federation Archery in Saskatchewan Schools An Instructional Resource Aligned with Saskatchewan Curriculum Grades 4-12 July, 2013 1 | P a g e Presented by the Saskatchewan Wildlife Federation Resource Intent The Saskatchewan Wildlife Federation believes in the value of archery as a way for Saskatchewan students to develop strong skills, both academically and socially. The intention of this document is to connect archery instruction with Saskatchewan curricular outcomes, and provide lesson plan suggestions, assessment ideas and social skill development for students in grades four through twelve. Regardless of the year you choose to introduce archery to your students, this guide provides a sequential, developmental approach with curricular connections at each grade level, designed to promote archery as an enjoyable lifetime activity. Acknowledgements This resource would not have been possible without the full support and willingness to share resources by the National Archery in the Schools Program. Their various curricular documents provided much of the foundation for this instructional resource. Thanks also to Randy Steciuk, who shared his insight and experience, enabling this document to be responsive, accurate and engaging. ©July 2013. All rights reserved. Permission is granted to reproduce activities and information from this document for classroom use only. Consultant: Katie White Photography: Randy Steciuk 2 | P a g e Presented by the Saskatchewan Wildlife Federation Contents Resource Overview -

AF Mar / Apr 01
ArcheryFocusArcheryFocusmagazine Volume 5, Number 2, 2001 $5.00 YouYou askedasked ASTE PM R forfor O it!it! The LoopMaster * O Made for loops, its L cocking mechanism doubles as a safety. It swivels 360˚ Full ReleaseView and rotates out of your way when not in use. What more ! S can you ask for? P O O *Patent Pending L 3 R 6 O ZLY L 0˚ F Z O S E I O WI AD R P VEL - M G The Grizzly Loop* Our E glove completely folds out of your H way! Squeeze into the rubber grip, T while pulling with a comfortable Front Foldaway strap. Also available in our stan- View dard caliper, single ball, or double *Patent Pending ball jaws, the Grizzly is the better glove that you’ve been asking for! ! e Back Foldaway Pro Jackie Caudle e View r *2000 Buckmasters Champion F *2000 ESPN® Outdoor s Games Winner nd w XT Ha Ne rem he e T Pro Shannon The New XTreme * Caudle This year we’ve added fin- *2000 IBO ger grooves and a knurled World *Patents Champion #5,937,842; trigger with a shorter exten- *2000 Cabela’‘ss #5,685,286; Shooter of #5,715,805; sion to the XTreme Series! #5,803,068. the Year Not only is it shorter than Pro George C the competition, it’s also ! Dixon o u made the way you want it! “Since using T.R.U. n o Ball, I have won to y $325,000 in cash and u it prizes, as well as four World, re f We two National, four Team d to make National, eight Shooter of the archery Year, and the 2000 Cabela’s WWW.TRUBALL.COM World Championships! PO Box 1180 Madison Heights, VA 24572 better!better! (804)929-2800 Jesus Christ is our Unlimited Resource! Contents Departments 10 ArcheryFitness Annette M. -
Nebraska Traditional Archers 3-D Spring String Shoot
Volume 4 March Issue 2 2013 The Nebraska Traditional Archer 2013 Calendar of Events Jan 12, 2013, Saturday, 8:00am – 1:00pm May 11, 2013, Saturday, 9:00am – Noon NTA Annual Pheasant Hunt NTA Monthly Meeting Little Creek Game Birds, Arlington, NE 1:00 – 5:00pm BOJAM Instructors Workshop Izaak Walton Park, Fremont, NE Jan 12, 2013, Saturday, 1:00pm – 4:00pm NTA Monthly Meeting May 15, Deadline for Jun Newsletter Little Creek Game Birds Lodge, Arlington, NE May 26 – 27, 2013 Jan 18 – 20, 2013 Iowa Traditional Bowhunter's Society Rendezvous Nebraska Big Buck Classic, NTA Exhibit Booth Ames, Iowa CenturyLink Center, Omaha, NE Jun 8, 2013, Saturday, 9:00am – Noon Jan 25 – 27, 2013 NTA Monthly Meeting Kalamazoo Traditional Archery Expo Izaak Walton Park, Fremont, NE Kalamazoo, MI Jun 9, 2013 Sunday 8:00am - 4:00pm – Tentative Date Feb 9, 2013, Saturday, 9:00am – Noon Grant Hoefener Memorial 3-D Shoot NTA Monthly Meeting Schram Park Archery Range, Gretna, NE Izaak Walton Park, Fremont, NE Jun 22 – 23, 2013 Feb 9 – 10, 2013 NTA Fiberglass Longbow Building Class Outdoor Expo Izaak Walton Park, Fremont, NE Hamilton County Fairgrounds, Aurora, NE Jun 13 – 16, 2013 Feb 9, 2013, Saturday, 6:30pm Compton Traditional Bowhunters Rendezvous Izaak Walton Annual Game Feed Berrien Springs, Michigan Izaak Walton Park, Fremont, NE Large Lodge Jul 20 – 21, 2013, Saturday, 8am – 6pm, Sunday 8am – 3pm Feb 15, Deadline for Mar Newsletter Nebraska BOJAM – 18th Annual Bow Building Jamboree Izaak Walton Park, Fremont, NE Feb 23, 2013, Saturday, 5:00pm NTA Annual Meeting, -

INCLUYE-T-English.Pdf
0 Th is Guide is adapted from: Reina, R., Sierra, B., García-Gómez, B., Fernández-Pacheco, Y., Hemmelmayr, I., García-Vaquero, M.P., Campayo, M., & Roldán, A. (2016). Incluye-T: Educación Física y Deporte Inclusivo (176 pp.). Elche: Limencop S.L. INCLUYE-T: INCLUSIVE PHYSICAL EDUCATION AND PARA-SPORT El contenido de este libro no podrá ser reproducido, almacenado o transmitido, ni total ni parcialmente, ni por ningún medio, ya sea eléctrico, químico, mecánico, óptico de grabación o de fotocopia sin el previo permiso de los coordinadores. Reservado todos los derechos. AUTORES: Raúl Reina Vaillo Alba Roldán Romero Ilse Hemmelmayr Beatriz Sierra Marroquín EDITA: Limencop S.L. ISBN: 978-84-697-9889-8 Impreso en España / Printed in Spain Maquetación y Diseño Gráfi co.CEE Limencop, S.L. Imprime: CEE Limencop, S.L. http://www.asociacionapsa.com/ correo Área de Maquetación: reprografi [email protected] Telf.: 966658487 / 966658791 Los editores y coordinadores del presente manual no se responsabilizan del contenido y opiniones vertidas por los autores en cada capítulo, no siendo responsabilidad de los mismos el uso indebido de las ideas contenidas. Index Index 1 Introduction 2 1. Inclusive Physical Education 5 2. Values of the Paralympic Movement 8 3. Inclusion in schools 9 4. Raising awareness of impairments 13 5. Inclusion strategies 29 5.1. Adaptation guidelines in Physical Education 29 5.2. Premises for the implementation of games and activities 40 5.3. Teaching methodologies for the inclusive model 43 5.4. Methodological guidelines according to impairment groups 44 6. Material resources and ICTs 48 6.1. -

Judges Athletes Committee Awards January 2012
Judges January 2012 Honorary Judge John KEMBER-SMITH has passed away JUDGES It is with much sadness that World Archery was informed that the John KEMBER-SMITH (GBR) Honorary Judge John KEMBER-SMITH (GBR) passed away on ATHLETES COMMITTEE Saturday night, 21 January 2012. Chairperson AWARDS Athlete of the Year in Chile John KEMBER-SMITH had just settled in Danish Recurve Women Team well into a retirement home with his wife Sports Manager of the Year Joan. His passing has come as something PARA-ARCHERY of a shock to his family and all his friends. Para-Archery Committee Paralympic Test Event 2012 He was one of those who other judges Para WRE Bangkok 2012 learned a great deal from, a mentor to a FUTURE EVENTS number of International Judges from Great World Cup 2012 – Stages 1-2 Britain, and someone whom they all had a University WC 2012 great deal of respect for. Despite being Bids for Indoor WC 2014 The World Games 2017 less active, he continued to follow archery PAST EVENTS news every time he could, and only recently had said how much he CQT in Oceania was looking forward to hopefully seeing the London 2012 coverage European Indoor Tournament on television. DEVELOPEMENT Calendar 2012 In 2010 he was awarded Honorary Life Membership of Archery GB Training Camp in Namibia for his services to sport in Great Britain. MEMBER ASSOCIATIONS Archery New Zealand Board Contact Updates CONSTITUTION & RULES Athletes Committee Interpretations Bylaws Chairperson Victoriya KOVAL (UKR), the World Archery Athletes Committee Chairwoman and candidate Calendar Highlights for IOC Athletes Commission, has given birth to Page 8 a daughter. -

National Curriculum Grades
National Curriculum Grades 4-5 Revised 2019 1 © 2006 The National Archery in the Schools Program does not discriminate on the basis of race, color, national origin, sex, religion, age or disability in employment or in the provision of services. NASP® Revised 2019 2 “On Target for Life” Grades 4-5 Archery Important note: This archery unit may be used ONLY in conjunction with the National Archery in the Schools certification training and training materials. Overview: As a result of this unit, the history, physical, emotional and social benefits will be learned. In addition, safety strategies, skills and archery techniques necessary to participate in and enjoy archery as a lifetime activity will be fully addressed. Note to instructor: The activities, enhancements and timeframe of this unit may be adapted to fit specific student or classroom needs. However, the safety procedures and instructional guidelines for teaching archery as developed by the National Archery in the Schools Program MUST be taught throughout the unit. For adaptations for special needs students, please see the Appendix. 3 Major focus: • National Standards: o Physical Education (SHAPE America, 2013) 1. The physically literate individual demonstrates competency in a variety of motor skills and movement patterns. 2. The physically literate individual applies knowledge of concepts, principles, strategies and tactics related to movement and performance. 3. The physically literate individual demonstrates the knowledge and skills to achieve and maintain a health-enhancing level of physical activity and fitness. 4. The physically literate individual exhibits responsible personal and social behavior that respects self and others. 5. The physically literate individual recognizes the value of physical activity for health, enjoyment, challenge, self-expression and/or social interaction. -

Tillering the Bamboo/Osage Blank
www.bowyersedge.com [email protected] 7425 Fontanelle Road Ostrander, OH 43061 740.666.2861 Tillering the Bamboo/Osage Blank o get the most out of the blank you’ve purchased from Next, unless you the Bowyer’s Edge™, I’ve included these step-by-step purchased your stave from Tinstructions based upon the faceted approach to tillering. The the Bowyer’s Edge, in method illustrated and described here is similar to the method in which case the following Hunting the Osage Bow, page 96. The facets on the bamboo-backed conditions are already met, bow are of different proportions, and I have simplified their make certain that the sides lettering and numbering, but they still correspond to the facets in of the handle are square HOB. These instructions also apply to any blank, straight-limbed or to the belly and flush reflex/deflex, that has been assembled and squared up according with the bamboo., Rasp to the dimensions and directions provided in the video, Hunting perpendicular to the belly the Bamboo-Backed Bow. until the bamboo glue line In preparation to tackling your blank, I’d urge you to reread the disappears along the length tillering sections in Chpts. 7 and 8. Review faceting, floor tillering, of the handle. Make sure teaching the bow to bend, centering the string, and fingerprinting the curves in the bulbous handle flow smoothly along the neck of the bow at full draw. Chapter 3 (the selection and use of the bow and then flare out evenly, symmetrical from both sides. Nicholson rasps, nos. -

Tom Jennings of S. & J. Archery Checks the Weight Oi a Finished Laminated Recurve Bow with Spring Scale and Graduated Base B
Tom Jennings of S. & J. Archery checks the weight oi a finished laminated recurve bow with spring scale and graduated base board. Glass and core lamination thicknesses largely determine weight of each bow. 114 How to Make a Recurve Bow The knowledge gained through the experience of making your own bow makes this more than just a prideful accomplishment. OONER or later the enthusiastic archer gets a yen to make his own bow. His reasons may be economical or experimental, but whatever they are, Shis skill as a craftsman should be equal to his enthusiasm or his venture into bow-making could prove dismal and costly. It's one thing to get a slat or stave of lemonwood and whittle out a simple bow that will perform to a fair degree of satisfaction, but the beginner who attempts to make a laminated recurve bow is tackling the most difficult project in the critical field of bow-making. There are so many variables and pitfalls in the construction of a laminated bow that to turn out a successful job on the first try is an achievement in itself. Yet, the thrill of accomplishment and the knowledge gained through this experience make it a worthwhile venture, even if it takes two tries to succeed. Today's modern bow is made up of laminations of wood and Fiberglas, the wood serving as a neutral core or spacer between two laminations of Fiberglas. Actually it is the Fiberglas that does the work of the bow, carrying 88 percent of the load while the wood core carries only 12 percent. -

Scythian Bows
SCYTHIAN BOW FROM XINJANG Adam Karpowicz and Stephen Selby (first published in the Journal of the Soc. of Archer-Antiquaries, vol 53, 2010) It should be highly unlikely that bows could be preserved for 3,000 years, and yet miraculously, in China‟s archaeological record, this has happened. The first source of these preserved bows is the frozen, arid deserts of Xinjiang and Qinghai. The second are the anaerobic, wet burials of Shandong and Henan Provinces. The Yanghai cemetery in Xinjiang (Shanshan County, Xinjiang Uighur Autonomous Region) contains many tens of burials1. The corpses found in many of the graves were of Indo-Aryan type and all male burials were accompanied with bows and arrows. The type of burial and the grave goods, together with the design of the arrows, arrowheads and the chamois leather gorytoi in which many of the bows were placed, confirm the origin of the bows as Scythian. Unlike the Scythian bows from the western steppes of Russia and Ukraine2, which most likely were of all-wood, laminated construction, these bows are true composites of horn, wood and sinew. The term „Scythian‟ derives from Herodotus and is traditionally used to refer to peoples of the Pontic Steppes who traded and interacted culturally with the Greek cultural sphere during his time. The accounts given by Herodotus are interesting but very incomplete. Later historical records do not give us a great deal of additional material. Almost certainly illiterate, the people of the Pontic steppes nevertheless had a high cultural level. They were proficient in bronze and iron working and advanced in domestication of animals and use of the horse. -

Basic Certification
archery instructor training the Official Certification Course of USA Archery & National Field Archery Assocation Basic Certification Fourth Edition Basic Certification Basic Instructor Course The Universal Basic Archery Instructor course is designed for Archery is a unique sport that can be Archery classes are easy to conduct camp and youth counselors, and other short-term recreational enjoyed by virtually anyone regardless and administer. Safe archery ranges programs. When you complete this course, you will have of age, gender, size, physical ability or can fit into almost any indoor or out- Archery learned how to teach the all-important first lessons of a previous experience. On the very first door space, and equipment is readily Instructor Training beginner’s archery career. day of class, your participants can be available and inexpensive compared USA Archery and NFAA both recognize taught how to shoot and hit the target, to other sports. There are three main sections of the course. this universal Instructor Certification which gives them a tremendous feel- under a joint Basic and Intermediate ing of success and pride. Course Objective First Section: You will learn all of the archery range safety rules This course will teach you to be a safe Instructor training agreement. and procedures by participating in an archery class and learning Using archery to teach sports success and effective basic instructor—how to how to shoot. Successful Basic Certification participants is a valuable lesson which transfers run a safe program, how to select and are encouraged to learn more about both into other recreational activities. maintain proper program equipment, Second Section: You will learn how to teach archery to organizations by visiting their websites.