I Magneto Ignition
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
1002661 Electromagnetic Experiment Set
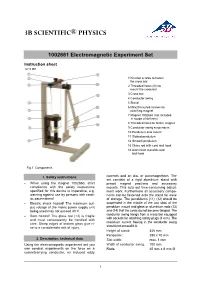
3B SCIENTIFIC® PHYSICS 1002661 Electromagnetic Experiment Set Instruction sheet 12/15 MH 1 Knurled screws to fasten the cross bar 2 Threaded holes (5x) to mount the cross bar 3 Cross bar 4 Conductor swing 5 Stand 6 M8x20 knurled screws for attaching magnet 7 Magnet 1002660 (not included in scope of delivery) 8 Threaded holes to fasten magnet 9 Conductor swing suspenders 10 Pendulum axle mount 11 Slotted pendulum 12 Smooth pendulum 13 Glass rod with cord and hook 14 Aluminium rod with cord and hook Fig.1: Components 1. Safety instructions currents and on dia- or paramagnetism. The set consists of a rigid aluminium stand with When using the magnet 1002660, strict preset magnet positions and accessory compliance with the safety instructions mounts. This cuts out time-consuming adjust- specified for this device is imperative, e.g. ment work. Furthermore all accessory compo- warning against use by persons with cardi- nents can be fastened onto the stand for ease ac pacemakers! of storage. The pendulums (11), (12) should be Electric shock hazard! The maximum out- suspended in the middle of the two slots of the put voltage of the mains power supply unit pendulum mount and glass or aluminium rods (13) being used may not exceed 40 V. and (14) that the cords do not become tangled. The conductor swing hangs from a cross bar equipped Burn hazard! The glass rod (13) is fragile with sockets for attaching safety plugs (4 mm). The and must consequently be handled with maximum current flowing in the conductor swing care. Sharp edges of broken glass give ri- se to a considerable risk of injury. -

On Eddy Currents in a Rotating Disk Ί at the Surface of the Sheet
jsf the magnetic induction Β produced by On Eddy Currents in a Rotating Disk ί at the surface of the sheet. The eddy currents are generated not only by the changes in the magnetic in- W. R. SMYTH Ε "duction B' of the external field, but also NONMEMBER AIEE by the changes of the magnetic induction -B of eddy currents elsewhere in the sheet. DEVICE which often occurs in should know its derivation which, as given One of Maxwell's equations combined A electric machines and instruments by Maxwell, is difficult for modern stu- with Ohm's law gives the induced current consists of a relatively thin conducting dents to follow. A simplified proof which to be disk rotating between the pole pieces of a brings out the points essential for our permanent magnet or electromagnet. problem is given below. VXE=Vx- = -~ {B'+B) (3) The author has received inquiries as to The object is to calculate the magnetic y àt the method of calculating the paths ol the induction Β produced by the eddy cur- Writing out the ζ component of this equa- eddy currents and the torque in such cents of density ί induced in a thin plane tion and using equation 2 give cases. The following rather simple sheet of thickness b, unit permeability and l/d% àix\ method, which is quite accurate for a conductivity y lying in the xy plane by a 1 ÎàBx àBj permanent magnet, seems not to be de- fluctuating magnetic field of induction y\àx by / 2irby\ àx ày scribed in the literature. -
Hall Effect Sensing and Application
HALL EFFECT SENSING AND APPLICATION MICRO SWITCH Sensing and Control 7DEOHRI&RQWHQWV Chapter 1 • Hall Effect Sensing Introduction ................................................................................................................................ 1 Hall Effect Sensors..................................................................................................................... 1 Why use the Hall Effect .............................................................................................................. 2 Using this Manual....................................................................................................................... 2 Chapter 2 • Hall Effect Sensors Introduction ................................................................................................................................ 3 Theory of the Hall Effect ............................................................................................................. 3 Basic Hall effect sensors ............................................................................................................ 4 Analog output sensors................................................................................................................ 5 Output vs. power supply characteristics ..................................................................................... 5 Transfer Function ....................................................................................................................... 6 Digital output sensors................................................................................................................ -

Early Telephone Receivers
Early Receivers by Bob Estreich Part 1 he development of the telephone Reis attached his iron rod (a knitting needle) to receiver followed a far simpler path than the sounding board of a violin to amplify the Tthat of the transmitter. Bell and his sound. It worked, although it was not very company's engineers got it substantially right efficient. In his commercial Telefon he replaced quite quickly, and most other early receivers the violin part with a cigar-box sized wooden consisted of developments to the basic case to act as a diaphragm. The success of the design rather than attempts to beat Bell's receiver depended on all parts being clamped patents. tightly together, and a sufficiently strong signal being applied. Reis' transmitter was a poor Reis design, and the Telefon faded away, but his work was well known to later inventors. When you build a telephone receiver, you need to build a transmitter as well. There were many early experiments aimed at building a telephone, but that of Philipp Reis came closest to success. His transmitter was decidedly unreliable and only rarely carried speech, but Bell the receiver he built to go with it was adequate. It was a unique design and used an obscure Butterstamp physical principle, so deserves a closer look. Early experiments in magnetism by C. G. Page and others demonstrated an effect called magnetostriction. If an iron rod was surrounded by a coil of wire, and an electrical signal was passed through the coil, a strong click would be emitted from the rod. -

Physics, Chapter 29: the Magnetic Field
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Robert Katz Publications Research Papers in Physics and Astronomy 1-1958 Physics, Chapter 29: The Magnetic Field Henry Semat City College of New York Robert Katz University of Nebraska-Lincoln, [email protected] Follow this and additional works at: https://digitalcommons.unl.edu/physicskatz Part of the Physics Commons Semat, Henry and Katz, Robert, "Physics, Chapter 29: The Magnetic Field" (1958). Robert Katz Publications. 153. https://digitalcommons.unl.edu/physicskatz/153 This Article is brought to you for free and open access by the Research Papers in Physics and Astronomy at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Robert Katz Publications by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. 29 The Magnetic Field 29-1 Natural and Permanent Magnets Natural magnets, called lodestones, have been known since ancient times. The lodestone, a magnetic oxide of iron called magnetite (Fea04), was men tioned by Thales of Miletus. By the eleventh century the magnetic com pass was known to the Chinese, and in the twelfth century references to Fig. 29-1 Iron filings cling to the poles .====t of a bar magnet. the compass were made in Western Europe. The lodestone is capable of attracting pieces of iron and of imparting permanent magnetism to other pieces of iron so that these too could at tract iron filings. If an iron bar is mag netized, as the result of being near a piece of lodestone, and is then dipped into iron filings, the filings will cling mostly to the ends of the bar, as shown in Figure 29-1.