General Notes on Processing • Package Family-Specific Notes on Processing Overrule the General Notes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Low Temperature Soldering Using Sn-Bi Alloys
LOW TEMPERATURE SOLDERING USING SN-BI ALLOYS Morgana Ribas, Ph.D., Anil Kumar, Divya Kosuri, Raghu R. Rangaraju, Pritha Choudhury, Ph.D., Suresh Telu, Ph.D., Siuli Sarkar, Ph.D. Alpha Assembly Solutions, Alpha Assembly Solutions India R&D Centre Bangalore, KA, India [email protected] ABSTRACT package substrate and PCB [2-4]. This represents a severe Low temperature solder alloys are preferred for the limitation on using the latest generation of ultra-thin assembly of temperature-sensitive components and microprocessors. Use of low temperature solders can substrates. The alloys in this category are required to reflow significantly reduce such warpage, but available Sn-Bi between 170 and 200oC soldering temperatures. Lower solders do not match Sn-Ag-Cu drop shock performance [5- soldering temperatures result in lower thermal stresses and 6]. Besides these pressing technical requirements, finding a defects, such as warping during assembly, and permit use of low temperature solder alloy that can replace alloys such as lower cost substrates. Sn-Bi alloys have lower melting Sn-3Ag-0.5Cu solder can result in considerable hard dollar temperatures, but some of its performance drawbacks can be savings from reduced energy cost and noteworthy reduction seen as deterrent for its use in electronics devices. Here we in carbon emissions [7]. show that non-eutectic Sn-Bi alloys can be used to improve these properties and further align them with the electronics In previous works [8-11] we have showed how the use of industry specific needs. The physical properties and drop micro-additives in eutectic Sn-Bi alloys results in significant shock performance of various alloys are evaluated, and their improvement of its thermo-mechanical properties. -
Case Study on the Validation of SAC305 and Sncu-Based Solders in SMT, Wave and Hand Soldering at the Contract Assembler Level
Case Study on the Validation of SAC305 and SnCu-based Solders in SMT, Wave and Hand Soldering at the Contract Assembler Level Peter Biocca, ITW Kester Itasca, Illinois Carlos Rivas, SMT Dynamics Anaheim, California Abstract: At the contractor level once a product is required to be soldered with lead-free solders all the processes must be assessed as to insure the same quality a customer has been accustomed to with a 63/37 process is achieved. The reflow, wave soldering and hand assembly processes must all be optimized carefully to insure good joint formation as per the appropriate class of electronics with new solder alloys and often new fluxes. The selection of soldering materials and fluxes are important as to insure high quality solder joints with lead-free solders which tend to wet slower than leaded solders but also the process equipment must be lead-free process compatible. Components must be lead-free and able to meet the thermal requirements of the process but also the MSL (moisture sensitivity limits) must be observed. Board finish must be lead- free and the PCB must be able to sustain higher process temperature cycles with no physical damage but also good solderability to enable subsequent soldering at the wave or hand assembly. Tin-silver-copper has received much publicity in recent years as the lead-free solder of choice. SAC305 was endorsed by the IPC Solder Value Product Council as the preferred option for SMT assembly and most assemblers have transitioned to this alloy for their solder paste requirements. The SAC305 alloy due to its 3.0% content of silver is expensive when compared to traditional 63/37 for this reason many contract manufacturers and PCBA assemblers are opting for less costly options such as tin-copper based solders for wave, selective, hand soldering, dip tinning operations. -

'Pin in Paste' Reflow Process with Combination of Solder Preforms To
As originally published in the IPC Printed Circuit Expo, APEX & Designer Summit Proceedings. Investigation for Use of ‘Pin in Paste’ Reflow Process with Combination of Solder Preforms to Eliminate Wave Soldering Guhan Subbarayan, Scott Priore Assembly Sciences and Technology, Cisco Systems, Inc. San Jose, California [email protected] Paul Koep, Scott Lewin*, Rahul Raut Cookson Electronics - Assembly Materials South Plainfield, NJ; *Elgin, IL Sundar Sethuraman Jabil Circuits San Jose, California ABSTRACT The Pin in Paste (PiP) technology is the process of soldering Pin through hole (PTH) components using the Surface Mount Technology (SMT) reflow process. The use of PiP process offers several advantages compared to the traditional wave soldering process. One of the primary advantages is lowering of cost due to the elimination of the wave soldering process and its associated tooling cost and potential handling damage. Another advantage is that with the wave soldering process, it is extremely difficult to achieve adequate holefill on thermally challenging thick Printed Circuit Boards (PCBs). However, by using PiP process with combination of solder preforms, it is possible to achieve adequate holefill and reliable solder joints for soldering PTH components. The objective of this study is to investigate the use and limitations of machine-placed solid solder preforms during the top- side SMT reflow process for PTH components. An experiment was designed to investigate the following problems: 1) How much additional volume is provided by the combination -

1.5 Repair and Re-Balling Stencils for SMD Components
Repair and Re-balling stencils 1.5 for SMD components Application Manufacturing in the laser cut and laser Stencil post-processing welding process With the introduction of SMD-technology All laser cut stencils from LaserJob are subjected and the constant drive toward miniaturization LaserJob stencils are produced in temperature- to an automated post-cut brushing process. of components, new procedures and repair controlled production rooms with a fiber laser. The CNC-controlled brushing system removes all processes are constantly being developed in Our custom fiber laser platform produces a exposed burrs on the laser exit side. The brush order to provide reliable repair materials and significantly better beam quality then commonly head travels across the entire stencil surface in safe repair procedures. Despite the low failure used laser systems. The distinct lower cutting horizontal and vertical directions. rates of many of the new integrated circuits, opening (20 µm instead of the commonplace the high cost of these devices, and the subse- 40 µm), with equal depth of focus sharpness, Advantages of this process quent cost of the populated PCB require a allows for reduced heat input into the material. – no enlargement of pad openings reliable repair solution. The high precision of the moderately conical – lowest material removal < 2 µm It is very rare for a new product to achieve a first- apertures increases the process window in the – consistent thickness of stainless steel pass yield of 100 %. Increased component pick and place operation and allows for more material geometries and component leads, particularly efficient solder paste release. with area array components, create the need As a standard feature, the repair stencils are for tighter tolerances and accuracy from rework offered in sizes from 10 mm x 10 mm to systems and rework stencils. -

Soldering Guidelines for Land Grid Array Packages Application Note 61
Soldering Guidelines for Land Grid Array Packages Application Note 61 Summary The objective of this application note is to provide Peregrine Semiconductor customers with general guidelines for the soldering and assembly of land grid array (LGA) packages. Precise process development and designed experimentation are needed to optimize specific appli- cation/performance. Introduction LGAs are grid array packages with terminal pads on the bottom surface. These are leadless packages with electrical connections made via lands on the bottom side of the component to the surface of the connecting substrate (PCB, ceramic, LTCC, etc.). The LGA is typically made with organic laminate or PC board as substrate with nickel-gold (NiAu)-plated termina- tions. Other component termination plating or substrate might be used based on application. The LGA solder interconnect is formed solely by solder paste applied at board assembly because there are no spheres attached to the LGA. This results in a lower standoff height of approximately 0.06 mm to 0.10 mm, which is favored for portable product applications. The lower standoff height also allows more space above the package for heatsink solution or for thin form factor application. LGA eliminates the risk that customers receive packages with damaged or missing solder spheres due to shipping and handling. Reflow soldering of LGA assemblies provides mechanical, thermal and electrical connections between the component leads or terminations and the substrate surface mount land pattern. Solder paste may be applied to the surface mount lands by various methods, such as screen printing and stencil printing. Peregrine Semiconductor LGA packages are categorized as surface mount components (SMCs). -

Medalist Bead Probe Technology
Keysight Technologies Medalist Bead Probe Technology Technical Overview An Ingenious, Yet Simple Method for Dramatically Improving Test Access The Keysight Technologies, Inc. Medalist Bead Probe Technology is the industry’s first, fully researched, documented and proven technology for placing test targets directly on printed circuit board (PCB) signal traces. These beads then serve as highly reliable test points for use during in-circuit testing. This new technique dramatically improves in-circuit test access on high density and gigabit-speed boards, resulting in excellent fault coverage. And best of all, plac- ing bead probes on a PCB requires no changes to your existing SMT process. Today’s Test Challenge: Smaller, Faster As PCB’s get increasingly smaller, the ability to provide test points for “Over 1.5 million in-circuit test becomes more difficult. Designs with high-speed buses also data points lead limit where test targets can be placed us to believe that on board layouts. Workarounds for these issues can often be time solder-bead consuming and costly, and sometimes simply not possible. probing is not only feasible in a high Unprecedented Access No access? No problem. Keysight volume production Bead probes are easily placed on has the solution. Test engineers can parallel traces with no re-routing environment, but now get the access they need for superior test coverage, even on the can be successfully most densely populated boards. In Use your current fact, numerous bead probes can be SMT processes implemented placed on multiple traces. Sit back and let your Keysight ICT tester select You can get started immediately without any the optimal bead locations for probing. -

PCB Solder Finishes
Package on Package Assembly Inspection & Quality Control Advertising and Media Sponsors Falcon PCB Group www.falconpcbgroup.com Practical Components www.practicalcomponents.com Sparks Laser Stencils www.sparkslaser.com © Copyright Bob Willis 2013 V2 Page 2 Package on Package Assembly Inspection & Quality Control Author’s Profile Bob Willis currently operates a training and consultancy business based in UK and has created one of the largest collections of interactive training material in the industry. With his online training webinars Bob Willis provides a cost effective solution to training worldwide and regularly runs training for SMTA, SMART, IPC and recently EIPC. Although a specialist for companies implementing lead-free manufacture Bob has provided worldwide consultancy in most areas of electronic manufacture over the last 25 years. Bob has travelled in the United States, Japan, China, New Zealand, Australia, South Africa and the Far East consulting and lecturing on electronic assembly. Bob was presented with the “Paul Eisler award by the IMF (Institute of Metal Finishing)” for the best technical paper during their technical programmes. He has conducted SMT Training programs for Texas Instruments and ran Reflow and Wave Soldering Workshops in Europe for one of the largest suppliers of capital equipment. This is based on many years of practical experience working in contract assembly, printed board manufacture, environmental test and quality control laboratories. This has earned him the SOLDERTEC/Tin Technology Global Lead-Free Award for his contribution to the industry. He has also been presented with the SMTA International Leadership Award and IPC Committee Award for contribution to their standards activity. He has also run training workshops with research groups like ITTF, SINTEF, NPL & IVF in Europe. -

Recommendations for Assembly of Infineon to Packages
Additional Information, DS1, March 2008 Recommendations for Assembly of Infineon TO Packages Edition 2008-03 Published by Infineon Technologies AG 81726 München, Germany © 2008 Infineon Technologies AG All Rights Reserved. Legal Disclaimer The information given in this document shall in no event be regarded as a guarantee of conditions or characteristics. With respect to any examples or hints given herein, any typical values stated herein and/or any information regarding the application of the device, Infineon Technologies hereby disclaims any and all warranties and liabilities of any kind, including without limitation, warranties of non-infringement of intellectual property rights of any third party. Information For further information on technology, delivery terms and conditions and prices, please contact the nearest Infineon Technologies Office (www.infineon.com). Warnings Due to technical requirements, components may contain dangerous substances. For information on the types in question, please contact the nearest Infineon Technologies Office. Infineon Technologies components may be used in life-support devices or systems only with the express written approval of Infineon Technologies, if a failure of such components can reasonably be expected to cause the failure of that life-support device or system or to affect the safety or effectiveness of that device or system. Life support devices or systems are intended to be implanted in the human body or to support and/or maintain and sustain and/or protect human life. If they fail, it is reasonable to assume that the health of the user or other persons may be endangered. Assembly & Interconnect Technology Table of Contents 1 Package Description and Thermal Performance . -

Tin-Copper Based Solder Options for Lead-Free Assembly Tin-Coppertin-Copper Basedbased Soldersolder Optionsoptions Forfor Lead-Freelead-Free Assemblyassembly
Tin-copper based solder options for lead-free assembly Tin-copperTin-copper basedbased soldersolder optionsoptions forfor lead-freelead-free assemblyassembly As the transition to lead-free progresses a substantial percentage of assemblers have either implemented less costly solder alloys or are investigating them. Tin-copper solder by itself without dopants has limitations however the addition of certain elements helps out in the deficiencies normally seen with tin-copper. Figure 1. Comparative solder button showing differing surface finishes. This paper discusses several options and the advantages they offer when Tin-silver-copper has received much publicity less, making the overall operation much less compared with SAC based in recent years as the lead-free solder of choice. expensive. solders. It compares tin-copper The IPC Solder Value Product Council SAC305 based solders with SAC305 (Sn96.5 Ag3.0 Cu0.5) was endorsed by as the Properties of SnCu based solders and describes results being preferred option for SMT assembly, and most If the properties of SAC305 and tin-copper obtained by large assemblers. assemblers have transitioned to this alloy for based solders are compared, the melting point of their solder paste requirements. However, SAC305 is lower; this is one reason why it is not Peter Biocca, Senior Market due to the 3.0% silver content, the SAC305 a popular choice for reflow soldering. Tin-copper Development Engineer, Kester, is expensive when compared to traditional based solder would require a slightly higher peak Des Plaines, Illinois Sn63Pb37. For this reason, many wave temperature in this operation. If wetting speeds assemblers are opting for less costly options, are compared, tin-copper based solders would Keywords: such as tin-copper based solders, for their wave, show lower values than SAC305 when weaker Solder, tin-copper, selective and dip tinning operations. -

Recommended Reflow Soldering Conditions
SURFACE MOUNT ALUMINUM ELECTROLYTIC CAPACITORS Surface Mount RECOMMENDED REFLOW SOLDERING CONDITIONS AlchipTM MVA/MVE/MZJ/MZA/MVY/MZF/MZE/MZK/MLA/MLF/MLE/MLK/ MVL/MVJ/MVH/MHB/MHJ/MKB/MV-BP/MVK-BP The following conditions are recommended for air convection and infrared reflow soldering on the SMD products on to a glass epoxy circuit boards by cream solder. The dimensions of the glass epoxy boards with resist are 90×50×0.8mm for D55 to KG5 case code SMD capacitors and 180×90×0.8mm for LH0 to MN0 case codes SMD capacitors. The temperatures shown are the surface temperature values on the top of the can and on the capacitor terminals. Reflow should be performed twice or less. Please ensure that the capacitor became cold enough to the room temperature (5 to 35℃) before the second reflow. Consult with us when performing reflow profile in IPC / JEDEC (J-STD-020) ●Recommended soldering heat conditions (Except for Conductive Polymer Aluminum Solid Capacitors) Peak temp. Voltage Time maintained Time maintained Peak SMD type Size code range Preheat Peak temp. Reflow number 230 above 217 above 230 (Vdc) ℃ ℃ Max. period of time over 230℃ 217 4 to 63V ) (Except 63V 90sec. max 60sec. max. 260℃max. 2 times or less ℃ D55 to F90 for MVH) Max. period of time over 217℃ 63V(MVH), 80V 150 to 180℃ 60sec. max. 40sec. max. 250℃max. 2 times or less Temp ( Preheat Vertical 4 to 50V 120sec. max. 60sec. max. 30sec. max. 245℃max. 2 times or less H63 to JA0 63 to 100, 400V 30sec. -

Fundamentals of Solder Paste Technology Fundamentalsfundamentals Ofof Soldersolder Pastepaste Technologytechnology
Fundamentals of Solder Paste Technology FundamentalsFundamentals ofof soldersolder pastepaste technologytechnology Solder pastes are key materials Background water and nitrogen that also interfere with in surface mount technology Almost all electronics equipment contains soldering. (SMT) for assembly of printed circuit boards (PCBs), which are So, effective soldering requires that metal printed circuit boards (PCBs). critically important for satisfactory functioning surfaces are clean of passivating surface chemical Introduction of lead-free has placed new demands of the equipment. PCBs have patterns of layers through the use of a technique called on materials and processes electrically conducting copper tracks to which fluxing, which involves the application of a in SMT, requiring materials electronic components are joined. The joints chemical cream to the metal surface. The flux and process engineers to between the tracks and the components are must have the right chemistry to destroy surface adopt to lead free whilst made by soldering the components to the copper passivation layers. Fluxes for soldering electronic ensuring process yields stay tracks, generally by using a material known as PCBs require several features: at the highest possible levels. Key is the solder paste, a solder paste. 1. To remove the passivation layers and make material of great complexity Solder pastes are made by mixing a metal the metal surfaces active and wettable by the involving engineering sciences, alloy powder (around 90% by weight) with a solder alloy. metallurgy, chemistry cream-like material made of organic chemicals 2. To protect cleaned surfaces with a layer of and physics. This article (around 10% by weight). The organic chemicals some substance, usually rosin, which prevents helps those working with cream is referred to as ‘flux’ and is generally contact with air prior to application of the solder pastes improve their understanding of this key a trade secret and/or covered by patents. -
Fundamentals of Hot Bar Reflow Soldering
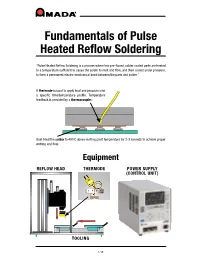
Fundamentals of Pulse Heated Reflow Soldering “Pulse Heated Reflow Soldering is a process where two pre-fluxed, solder coated parts are heated to a temperature sufficient to cause the solder to melt and flow, and then cooled under pressure, to form a permanent electro-mechanical bond between the parts and solder.” A thermode is used to apply heat and pressure over a specific time/temperature profile. Temperature feedback is provided by a thermocouple: Goal: Heat the solder to 400 C above melting point temperature for 2-3 seconds to achieve proper wetting and flow. Equipment REFLOW HEAD THERMODE POWER SUPPLY (CONTROL UNIT) TOOLING 1/19 Thermode Heating TIME & TEMPERATURE PROFILE: Thermocouple provides temperature feedback to Power Supply Heat is generated due to Power Supply delivers AC electrical resistance of current to Thermode Thermode Heating Rates Coarse Heating Rate adjustment changes transformer taps: Fine Heating Rate adjustment changes maximum % Current: 2/19 PID Tuning PID Tuning can be used to optimize the rise time and stability of the output: PID Table Note: Using PID setting “99” will emulate Uniflow 2 and 3’s default PID settings 3/19 PID Tuning Typical PID and Coarse Heat Settings Thermode Type Heat Rate Setting PID Peg Tip Very slow 155, 243 Big blade > 1" Medium 175 Small blade < 1" Very slow 200, 268, 185 Big TD > 1" Fast 105 MID TD Fast 155 Small TD < 0.5" Medium 185 Materials: Solders and Fluxes ABOUT SOLDER • Solders are alloys: chemical mixture of two or more metals • Alloy type and characteristics are determined