Field Wire and Field Cable Technologies
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Wire Wrapping Tools 42-45 Connector Tools 46 Spring Hooks 47 Alignment Tools 48 Burnishers 49 Force Gauges 50 Knockout Kit 51
Div. of Jonard Industries Tools for Telecom, Fiber Optics, CATV, Wireless and Electronics Industries Installation • Maintenance • Repair OVER 50 YEARS OF MANUFACTURING EXCELLENCE Catalog No. 110 Div. of Jonard Industries Established 1958 Established 1946 DESIGN TECHNOLOGY PRECISION QUALITY Established in 1958; Jonard Industries Corp is a prime manufacturer of Tools for the Telecom, Fiber Optic, CATV and Electronic Industries with designs for installation, maintenance and repair. The company was founded by engineers and technically oriented professionals whose spirit, guidance and influence continue to this very day. Jonard products are used in diversified applications. Our tools are used on “Airforce- One”, the space shuttle, nuclear submarines, and down to earth applications such as computers, telephone installations and production lines. We are proud to include AT&T, IBM, Hewlett Packard, Boeing, United Technologies, Comcast, Time Warner and many other prestigious companies on the list of satisfied Jonard customers. Our customers now number in the tens-of-thousands, due to our reputation, technical skills, dedication and our ability to meet their ever-increasing demands. Established in 1946; OK Industries blossomed as a major force in the telecommunications and electronics industries. In February 2003 Jonard Industries merged the operations of OK Industries into the “Jonard Family of Companies.” The result of this acquisition is a Global Manufacturing Powerhouse with over 100 years of combined experience. 134 Marbledale Road, Tuckahoe, -

Connector Theory and Application Connector Theory and Application a Guide to Connection Design and Specification
Connector Theory and Application Connector Theory and Application A Guide to Connection Design and Specification Revised 5th Edition Authored by: GARY DITROIA IEEE MEMBER BURNDY LLC 47 East Industrial Park Drive Manchester, NH 03109 USA RONALD LAI IEEE Life Senior Member ASME Life Member SAE Life Member Consultant to BURNDY LLC KENNETH WOO BURNDY LLC 47 East Industrial Park Drive Manchester, NH 03109 USA GAYLORD ZAHLMAN BURNDY LLC 47 East Industrial Park Drive Manchester, NH 03109 USA Connector Theory and Application - A Guide to Connection Design and Specification - Revised 5th Edition - 2 © BURNDY LLC, 2018 All rights reserved. Abstracting is permitted with credit to the source. Table of Contents Introduction 1.0 Theory of Connector Technology 1.1 Grounding (Earthing) and Bonding 1.1.1 Corrosion 1.1.2 Fault Current 1.1.3 Special Grounding Applications 1.1.4 Ground Connection Design 1.2 Substation 1.2.1 Distribution Substations 1.2.2 Conductors 1.2.3 Substation Connector Design 1.3 Underground Distribution 1.3.1 Design Objectives 1.3.2 Underground Secondary Networks 1.3.3 Special Considerations 1.3.4 Network Protection 1.4 Overhead 1.4.1 Thermal Expansion and Contraction 1.4.2 Mechanical Integrity 1.4.3 Dielectric Fundamentals 1.4.4 Corrosion 1.4.5 Performance Testing (ANSI C119.4) 1.5 Service Entrance 1.5.1 Secondary Conductor 1.5.2 Service Connectors 1.6 Telecommunication 1.6.1 Telecommunication Conductors 1.6.2 Telecommunication Connections 2.0 Connector Functions and Types 2.1 Functions 2.1.1 Tap 2.1.2 Terminal 2.1.3 Splice 2.2 Types of Connectors 2.2.1 Mechanical Connectors Connector Theory and Application - A Guide to Connection Design and Specification - Revised 5th Edition - © BURNDY LLC, 2018 All rights reserved. -

Melni Bd-2Hls the Smarter Crimpless Connector
MELNI BD-2HLS THE SMARTER CRIMPLESS CONNECTOR. Setting A New Standard In The Electrical Industry. 1. Acquire all components, 2. Insert conductor into 3. Tighten nut to value on label. attach BD-2HLS to paddle. the BD-2HLS. 847.325.7825 OR VISIT WWW.REMKE.COM/MELNI MELNI BD-2HLS THE SMARTER CRIMPLESS CONNECTOR. Traditional electrical connector methodology is based on crimping, using a device to conjoin two pieces of metal by deforming one or both of them in a way that causes them to hold to each other. This requires multiple lugs and specialized dyes, each one manufactured for a specific cable size. The process is lengthy and intricate, requiring precise tools to secure the connection, such as hydraulic or mechanical crimps that are expensive and hard on the installer’s back and shoulders. Though this practice is time consuming, expensive and hazardous, it has been the accepted process for years. But all it takes is one idea to change everything. Introducing the BD-2HLS Melni Crimpless Connector. The BD-2HLS is a mechanical connector that can replace existing commercial mechanical and crimp-style connectors. Its crimpless installation design and spiral insert technology simplifies the connection process making it safer, easier and less expensive. A revolutionary innovation, the BD-2HLS is redefining the electrical industry. While traditional 2-hole lugs are non-range taking, the Melni BD-2HLS accepts anything between 2/0 AWG and #2AWG, spanning a large range of cable and wire sizes, and drastically reducing installation time. The BD-2HLS is all that’s required for a variety of electrical applications - having multiple lug sizes and specialized dies on hand just isn’t necessary anymore. -

Cisco Telepresence System Codec C90 Physical Interface Guide
Cisco TelePresence System Codec C90 Physical interface guide TC software FEBRUARY 2014 The Physical Interface Guide Cisco Telepresence System Codec C90 D14644.04 Codec C90 Physical Interface Guide | February 2014. © 2014 Cisco Systems, Inc. All rights reserved. 1 www.cisco.com Cisco TelePresence System Codec C90 Physical interface guide TA - ToC - Table of Contents What’sHidden text in anchor Introduction Video outputs .....................................................................14 this guide? HDMI 1 and 3 ..................................................................14 About this guide .................................................................. 4 DVI-I 2 and 4 ..................................................................14 The top menu bar and the entries in the Table of User documentation ........................................................ 4 Composite 5 ...................................................................14 Software download ......................................................... 4 Contents are all hyperlinks, just click on them to Video output formats ......................................................14 go to the topic. 2 x HDMI and 2 x DVI-I outputs, supported formats ..14 Connecting to the codec 1 x Composite output, supported formats .................14 Basic setup when connecting to Codec C90 ..................... 6 Levels .............................................................................14 We recommend you visit our web site regularly for updated versions of the user -

IEEE Paper Template in A4
Volume 6, Issue 2, February 2016 ISSN: 2277 128X International Journal of Advanced Research in Computer Science and Software Engineering Research Paper Available online at: www.ijarcsse.com A Review Paper on Cable Connectors Jhankar Tyagi Guest Faculty, Shaheed Sukhdev College of Business Studies, Delhi University, Delhi, India Abstract— This paper is an attempt to give a basic knowledge of cable connectors to the user. Keywords— Cable glands, RJ 45 Connector, Banana Connector, BNC Connector, XLR Connector I. INTRODUCTION An electrical connector is an electro-mechanical device for joining electrical circuits as an interface using a mechanical assembly. Connectors consist of plugs (male-ended) and jacks (female-ended). In computing, an electrical connector can also be known as a physical interface. II. PROPERTIES OF CONNECTORS Electrical connectors are characterized by their pin out and physical construction, ruggedness and resistance to vibration, resistance to entry of water or other contaminants, resistance to pressure, lifetime .They may be keyed to prevent insertion in the wrong orientation. It is usually desirable for a connector to be easy to identify visually, rapid to assemble, and be inexpensive .No single connector has all the ideal properties. Cable Glands: Cable glands known as cable connectors, connect wires to devices mechanically rather than electrically and are distinct from quick-disconnects .They are mechanical cable entry devices and can be constructed from metallic or non-metallic materials. They are used in conjunction with cable and wiring used in electrical instrumentation and automation systems. They are used as a ceiling and a termination device to insure that the characteristic of the enclosure which the cable enters can be contained adequately. -

Breadboarding And, As You’Ll See, More Flexible When Using the Techniques I’M Going to Tell You About
circuits and is best suited for building digital circuits. These techniques can FEATURE also be applied to analog or RF designs. The basic prototyping material is ARTICLE perfboard, such as that sold at Radio Shack. This material has holes on 0.1² (2.54-mm) centers and is available in Stuart Ball several sizes. The holes match the pin spacing on DIP ICs and many other components. You can get perfboard with plated- through pads on every hole, but I pre- fer the type without pads. It’s cheaper Breadboarding and, as you’ll see, more flexible when using the techniques I’m going to tell you about. GROUNDING A key area where many digital and microprocessor designs have problems is grounding. Early digital designs often used two-layer printed circuit boards, ometimes the with power and ground traces mixed s best way to test a with the signal traces on the top and With this offering, Stuart new circuit is to pro- bottom layers. pumps new life into the dy- totype it. If you are plan- As clock speeds and edge rates go ning to build only one, the prototype up, simple grounds such as this are less ing technique of may be the only one you ever put to- effective. A modern production digital prototyping. For electronics gether. Unfortunately, prototyping is design will typically use one or more slowly dying out in the electronics ground planes between the signal lay- experimenters, the cost of industry. Modern CAD tools let you ers to get a low-impedance ground. It is making a circuit board is too produce a circuit board layout in a few difficult to duplicate this with most hours. -

Galvanic Isolation System with Wireless Power Transfer for Multiple Gate Driver Supplies of a Medium-Voltage Inverter Paper
電気学会論文誌●(●●●●●●●部門誌) IEEJ Transactions on ●●●●●●●●●●●●●●● Vol.●● No.● pp.●-● DOI: ●.●●/ieejeiss.●●.● Paper Galvanic Isolation System with Wireless Power Transfer for Multiple Gate Driver Supplies of a Medium-voltage Inverter * * * Keisuke Kusaka , Student member, Koji Orikawa, Member , Jun-ichi Itoh, Member a) ** ** ** Isamu Hasegawa , Non-member, Kazunori Morita , Member, Takeshi Kondo , Non-member (Manuscript received Jan. 00, 20XX, revised May 00, 20XX) In this paper, a gate driver supply, which supplies power to multiple gate drivers, is demonstrated. Robust isolation is required in the gate drive supplies of a medium-voltage inverter in order to drive high-voltage switching devices such as insulated-gate bipolar transistors. The proposed isolation system achieves isolation with transmission coils mounted on printed circuit boards. Furthermore, the isolation system transmits power from one transmitting board to six receiving boards. In the conventional system, the number of receivers is limited to one. In contrast, multiple receivers are acceptable in the proposed system. These characteristics help reduce the of the isolation system for the gate driver supplies. This paper presents the fundamental characteristics of the isolation system. The equivalent circuit of the proposed system can be derived by applying the equivalent circuit of a wireless power transfer system with a repeater coil. In addtion, a design method for the resonance capacitors is mathematically introduced using the equivalent circuit. It is verified that an isolation system with multiple receivers can be designed using the same resonance conditions as an isolation system with a single receiver. Moreover, the isolation system is experimentally demonstrated. It is confirmed that the isolation system transmits power with a maximum efficiency of 46.9% at an output power of 16.6 W beyond an air gap of 50 mm with only printed circuit boards. -

The Gulf of Georgia Submarine Telephone Cable
.4 paper presented at the 285th Meeting of the American Institute of Electrical Engineers, Vancouver, B. C., September 10, 1913. Copyright 1913. By A.I.EE. THE GULF OF GEORGIA SUBMARINE TELEPHONE CABLE BY E. P. LA BELLE AND L. P. CRIM The recent laying of a continuously loaded submarine tele- phone cable, across the Gulf of Georgia, between Point Grey, near Vancouver, and Nanaimo, on Vancouver Island, in British Columbia, is of interest as it is the only cable of its type in use outside of Europe. The purpose of this cable was to provide such telephonic facilities to Vancouver Island that the speaking range could be extended from any point on the Island to Vancouver, and other principal towns on the mainland in the territory served by the British Columbia Telephone Company. The only means of telephonic communication between Van- couver and Victoria, prior to the laying of this cable, was through a submarine cable between Bellingham and Victoria, laid in 1904. This cable was non-loaded, of the four-core type, with gutta-percha insulation, and to the writer's best knowledge, is the only cable of this type in use in North America. This cable is in five pieces crossing the various channels between Belling- ham and Victoria. A total of 14.2 nautical miles (16.37 miles, 26.3 km.) of this cable is in use. The conductors are stranded and weigh 180 lb. per nautical mile (44. 3 kg. per km.). By means of a circuit which could be provided through this cable by way of Bellingham, a fairly satisfactory service was maintained between Vancouver and Victoria, the circuit equating to about 26 miles (41.8 km.) of standard cable. -
Boats Built at Toledo, Ohio Including Monroe, Michigan
Boats Built at Toledo, Ohio Including Monroe, Michigan A Comprehensive Listing of the Vessels Built from Schooners to Steamers from 1810 to the Present Written and Compiled by: Matthew J. Weisman and Paula Shorf National Museum of the Great Lakes 1701 Front Street, Toledo, Ohio 43605 Welcome, The Great Lakes are not only the most important natural resource in the world, they represent thousands of years of history. The lakes have dramatically impacted the social, economic and political history of the North American continent. The National Museum of the Great Lakes tells the incredible story of our Great Lakes through over 300 genuine artifacts, a number of powerful audiovisual displays and 40 hands-on interactive exhibits including the Col. James M. Schoonmaker Museum Ship. The tales told here span hundreds of years, from the fur traders in the 1600s to the Underground Railroad operators in the 1800s, the rum runners in the 1900s, to the sailors on the thousand-footers sailing today. The theme of the Great Lakes as a Powerful Force runs through all of these stories and will create a lifelong interest in all who visit from 5 – 95 years old. Toledo and the surrounding area are full of early American History and great places to visit. The Battle of Fallen Timbers, the War of 1812, Fort Meigs and the early shipbuilding cities of Perrysburg and Maumee promise to please those who have an interest in local history. A visit to the world-class Toledo Art Museum, the fine dining along the river, with brew pubs and the world famous Tony Packo’s restaurant, will make for a great visit. -

Wiring Techniques
Wiring Techniques Course No: E03-007 Credit: 3 PDH A. Bhatia Continuing Education and Development, Inc. 22 Stonewall Court Woodcliff Lake, NJ 07677 P: (877) 322-5800 [email protected] CHAPTER 2 WIRING TECHNIQUES LEARNING OBJECTIVES Upon completing this chapter, you should be able to: 1. State the basic requirements for any splice and terminal connection, including the preferred wire- stripping method. 2. State the reason the ends of the wire are clamped down after a Western Union splice has been made. 3. Explain the major advantage of the crimped terminal over the soldered terminal. 4. Name the two types of insulation commonly used for noninsulated splices and terminal lugs. 5. State an advantage of using preinsulated terminal lugs and the color code used for each. 6. Explain the procedures for crimping terminal lugs with a hand crimp tool. 7. Recall the physical description and operating procedures for the HT-900B/920B compressed air/nitrogen heating tool. 8. Recall the safety precautions for using the compressed air/nitrogen heating tool. 9. Recall the procedures, precautions, and tools associated with soldering. 10. Explain the procedures and precautions for tinning wire. 11. Recall the types of soldering irons and their uses. 12. State the purposes and required properties of flux. 13. State the purpose for lacing conductors. 14. Recall when double lacing of wire bundles is required. 15. Recall the requirements for using spot ties. WIRING TECHNIQUES This chapter will assist you in learning the basic skills of proper wiring techniques. It explains the different ways to terminate and splice electrical conductors. -
MPS Series, Snap Action
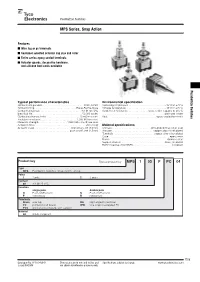
Pushbutton Switches MPS Series, Snap Action Features I Wire lug or pc terminals I Customer selected actuator cap size and color I Entire series epoxy sealed terminals I Actuator guards, decorative hardware, and silicone boot seals available Pushbutton Switches Typical performance characteristics Environmental specification Contact configuration. SPDT, DPDT Operating temperature . -15°C to +70°C Contact timing. Break-Before-Make Storage temperature . -15°C to +70°C Contact rating max. 3 A @ 125 VAC Solder heat resistance . wave solder capable to 265°C Electrical life. 50.000 cycles . and hand solder Contact resistance, initial . 10 mOhms max. Seal . epoxy sealed terminals Insulation resistance . 1,000 MOhms min. Dielectric strength . 1,500 Volts rms @ sea level Actuation force . 200-700 gf Material specifications Actuator travel . momentary .04 (1.0mm) Contacts . phosphor bronze silver clad . push on/off .098 (2.5mm) Actuator. copper alloy nickel plated Terminals . copper alloy silver plated Case . epoxy resin Frame. stainless steel Support Bracket . brass tin plated RoHS Directive 2002/95/EC . compliant Product key Typical product key MPS 1 03 F PC 04 Type MPS Pushbutton Switches, Snap Action, 3Amp Poles 1 1 pole 2 2 poles Contact 03 3 A @125 VAC Function single pole double pole D Push-On/Push-Off N Push-On/Push-Off F momentary R momentary Terminals blank wire lug RA right angle PC terminal PC printed circuit board WW wire wrap or extended PC PCV printed citrcuit board, with support Material 04 RoHS compliant D25 Catalogue No. 8-1773450-9 Dimensions are in mm and inches and Specifications subject to change. -

VK4YE Compact End-Fed 5 Band HF Antenna
VK4YE Compact End-Fed 5 Band HF Antenna INTRODUCTION End-fed antennas are increasingly popular again, at least partly because of compact ferrite toroid cores. Small cores facilitate easy-to-build low-power RF transformers and networks. The combination of lightweight matching systems, combined with the installation simplicity of NOT hanging a heavy coaxial feeder from a long span of thin antenna wire, has rekindled interest in end-fed half-wave antennas. The 25m long antenna described here will get you on air without an ATU on 80m, 40m, 20m, 15m & 10m. It has been purposely reduced in length compared to a full sized 80m dipole by the insertion of a 70uH loading coil. At 7MHz, the impedance of the loading coil is about 3kΩ, and this effectively disconnects the tail of the antenna at 40m and above. The reason for reducing the size of the antenna is to enable operation on smaller house allotments as well as being compact enough for portable work. The length of the antenna from the feed point to the loading coil is 20.2m and this sets the 40m resonance at 7.1MHz, which in turn dictates the responses of the harmonically related bands 14MHz, 21MHz and 28MHz. As the length of the antenna is around 2/3 of the span of a half-wave dipole on 80m, there are two compromises. Firstly, bandwidth on 80m is restricted to about 80 kHz at the 2:1 SWR points, and secondly, there will be a reduction of around 1.5 S points in both transmitted and received signals.