Solid Freeform Fabrication of Artificial Human Teeth
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Contribution of Ceramic Restorations to Create an Optimal Interproximal Area
Journal of Clinical and ISSN: 2640-9615 Medical Images Case Report Contribution of Ceramic Restorations to Create an Optimal Interproximal Area 1 1 1 2 2 2* Besrour A , Nasri S , Hassine N , Harzallah B , Cherif M , Hadyaoui D 1Qualification Resident, Department of Fixed Prosthodontics, Research Laboratory of Occlusodontics and Ceramic Prostheses LR16ES15, Faculty of Dental Medicine, University of Monastir, Monastir, Tunisia Faculty of Dental Medicine, Tunisia 2Qualification Professor, Department of Fixed Prosthodontics, Faculty of Dental Medicine, Tunisia Volume 2 Issue 4- 2019 1. Abstract Received Date: 30 Sep 2019 Amalgam has been a longtime, a very common procedure to restore decayed teeth. However the Accepted Date: 15 Oct 2019 demand for esthetic look of natural teeth pushes our patients to seek replacement of these restora- Published Date: 17 Oct 2019 tions. In the present paper, we report the case of a 28-year-old patient who was complaining about continuous food impaction between teeth number 46 and 45 because of the presence of aII class 2. Keywords restoration not respecting interdental area. The patient expressed also his desire to replace these Amalgam; Composite resin; old restorations by esthetic ones. Lithium disilicate inlay /onlay was placed in tooth number 46 CAD /CAM; Periodontium; next to a zirconia based ceramic crown on tooth number 45 in order to achieve esthetics and the Gingival diseases; Dental inlay; creation of optimal interproximal area. Dental porcelain 3. Introduction So, the appropriate restoration of proximal contact with recon- struction of correct anatomic contour as well as the provision Dental caries is a significant oral health problem worldwide and of appropriate proximal tightening is essential for periodontal nowadays, it is largely admitted that its treatment should focus health allowing self-cleaning process and also to maintain denti- on management of the carious process with a minimally inva- tion stability and occlusal harmony. -
Ceramics Overview: Classification by Microstructure and Processing Methods
Clinical Ceramics overview: classification by microstructure and processing methods Edward A. McLaren 1 and Russell Giordano 2 Abstract The plethora of ceramic systems available today for all types of indirect restorations can be confusing and overwhelming for the clinician. Having a better understanding of them is important. In this article, the authors use classification systems based on microstructural components of ceramics and the processing techniques to help illustrate the various properties. Introduction component atoms, and may exhibit ionic or covalent Many different types of ceramic systems have been bonding. Although ceramics can be very strong, they are also introduced in recent years for all types of indirect extremely brittle and will catastrophically fail after minor restorations, from very conservative nonpreparation veneers, flexure. Thus, these materials are strong in compression but to multi-unit posterior fixed partial dentures and everything weak in tension. in between. Understanding all the different nuances of Contrast that with metals: metals are non-brittle (display materials and material processing systems is overwhelming elastic behaviour) and ductile (display plastic behaviour). This and can be confusing. This article will cover what types of is because of the nature of the interatomic bonding, which is ceramics are available based on a classification of the called metallic bonds; a cloud of shared electrons that can microstructural components of the ceramic. A second, easily move when energy is applied defines these bonds. This simpler classification system based on how the ceramics are is what makes most metals excellent conductors. Ceramics can processed will give the main guidelines for their use. be very translucent to very opaque. -

Dental Porcelain
DENTAL PORCELAIN By Dr. Tayseer Mohamed • Ceramic is defined as product made from non- metallic material by firing at a high temperature. • Application 1. Ceramo-metal restoration. 2. ceramic for fixed partial dentures. 3. Ceramic crowns, inlays, veneers and onlays. 4. Ceramic denture teeth. • The more restrictive term porcelain refers to a specific compositional range of ceramic material composed of kaolin, silica and feldspar and fired at high temperature. • Dental ceramics for metal-ceramic restorations belong to this compositional range and are commonly referred to as dental porcelains. Advantages of dental porcelain • Biocompatible as it is chemically inert. • Excellent esthetic. • Thermal properties are similar to those of enamel and dentine. Disadvatages • High hardenss so make abrasion to antagonist natural dentitions and difficult to adjust and polish. • Low tensile strength so it is brittle material. COMPOSITION 1. Feldspars are mixtures of (K2o. Al2o3.6SiO2) and (Na2o. Al2o3.6SiO2), fuses when melts forming a glass matrix. 2. Quartz (SiO2), remians unchanged during firing, present as a fine crystalline dispersion through the glassy phase. 3. Fluxes used to decrease sintering temperature. 4. Kaolin act as a binder. 5. Metal oxides, provide wide variety of colors. MANUFACTURE • Different components of dental porcelain are melted on a refractory crucible with high temperature reaction (1200o). • The material is then quenched in water while it is red hot to break it up in small fragments. • Frits are ball-milled to achieve powdered material supplied to the dental lab. After the manufacturing process is completed feldspathic dental porcelain consists of: a) Glassy phase with amorphous structure. - lower resistance to crack propagation so brittle. -

(Dental Ceramics) Is Considered to Be Among the Best Materials Used in Denture Manufacturing
ANNOTATION TO THE LESSON № 17. According to numerous investigations dental porcelain (dental ceramics) is considered to be among the best materials used in denture manufacturing. Dental ceramics are strong, durable, wear resistant, and virtually indestructible in the oral environment; they are impervious to oral fluids and absolutely biocompatible. The word ceramicis derived from the Greek word keramos which literally means ‘burnt stuff’ but which has come to mean more specifically a material produced by burning or firing. Ceramics - are inorganic non metallic compounds produced by sintering (firing) of the initial ingredients by high temperature. Applications of ceramic materials in dentistry: ü Fabricating of full -ceramic and porcelain fused to metal (PFM) dentures ü Ceramic denture teeth for removable dentures ü Fabricating of ceramics crucibles for metal melting, firing trays for ceramic sintering ü As abrasive material used for ceramic materials and polishing pastes manufacturing. ü As binding material for grains in abrasive instruments ü As filler in different dental restorative materials Classification of the dental ceramics materials: 1. According to its fields of using: – for esthetic dental ceramics materials – some kinds of silicate ceramics, which remain natural enamel and dentine – structured dental ceramics materials - cast glass and polycrystalline ceramics - imitation of this system is the relative opacity of the resulting core which may be difficult to mask with glass infiltration and may therefore limit the esthetic qualities of the final restoration. А B Fig 1. Aesthetic dental ceramics materials (A) and structured dental ceramics materials (B) 2. According to their fusion temperature: – the high-fusing ceramics have a fusing range from 1290 to 1350 C; – the medium-fusing ceramics - from 1095 to 1260 C; – the low-fusing ceramics from 870 to 1065 C; – the ultra-low-fusing ceramics (below 850 C) Silicate ceramics consist of homogeneous glassy phase (80%) with incorporated refractory crystals (crystalline phase) (Fig.2). -

The Life-Changing Benefits of Porcelain Veneers
S MI L E A RKAN S A S The Life-Changing Benefits of Porcelain Veneers L EE W YANT , DDS 1 “Sometimes your joy is the source of your smile, but sometimes your smile can be the source of your joy.” –Thich Nhat Hanh What Are Porcelain Veneers? A smile makeover using porcelain veneers is a com- monly requested cosmetic dental procedure and for good reason. Veneers can be used to correct a myriad of cosmetic dental problems such as discolored, chipped, worn, crooked or spaced teeth. Porcelain veneers, sometimes called porcelain laminates, are thin layers of dental porcelain used to replicate the natural look of healthy teeth. They are used to cover the front and sometimes side surfaces of teeth im- proving their appearance and function. Their strength and resilience are comparable to natural tooth enamel and is the material of choice for smile makeovers. Porcelain veneers resist stains and can be made to www.SmileArkansas.com • 501.819.8071 2 When bonded or adhered to natural teeth, porcelain veneers can create an amazing smile transformation. Smile makeovers using porcelain veneers have become a collaborative process involving input from the patient, treating cosmetic dentist and dental technician. For the best results the cosmetic dentist will discover the pa- tient’s expectations and involve the patient in planning for their smile makeover. Porcelain Veneers are fabricated by a dental technician 10 porcelain veneers were used under the direction of to achieve an incredible smile the treating cosmetic dentist. The technician and dentist work closely together as each veneer is prescribed to meet the smile design plan for each patient. -

Improving the Properties of Dental Porcelain Luminescence Using Silicon Carbide
Article Volume 11, Issue 3, 2021, 11023 - 11030 https://doi.org/10.33263/BRIAC113.1102311030 Improving the Properties of Dental Porcelain Luminescence Using Silicon Carbide Nima Norouzi 1,* , Zahra Nouri 2 1 School of Energy and Physics, Amirkabir university of technology (Tehran Polytechnic); [email protected] (N.N.); 2 School of Medicine, Tehran University of Medical Sciences, Tehran, Iran; [email protected] (Z.N.); * Correspondence: [email protected]; Scopus Author ID 57213160563 Received: 8.10.2020; Revised: 8.11.2020; Accepted: 11.11.2020; Published: 15.11.2020 Abstract: An ideal dental restorative should have the same light reflection, diffusion, and fluorescence properties as a natural tooth. Natural teeth always emit intense blue fluorescence under ultraviolet light, making the teeth look whiter and brighter in daylight. One of the limitations in trying to simulate restorative materials is the unique structure of natural teeth. This study aimed to simulate dental tubules and investigate the effect of different porosity percentages on dental porcelain luminescence properties. In this laboratory study, a control sample (without silicon carbide) and three dental porcelain samples with different percentages of porosity were prepared by adding 1, 2, 3% silicon carbide luminescence intensity was examined by spectrophotometer and compared with natural teeth. An increase in luminescence properties was observed with increasing porosity. The highest light intensity was observed in the sample’s porosity with 3% silicon carbide. The lowest intensity was observed in the porosity of the sample with 1%. Creating porosity in dental porcelain reduces refraction, collision, and light reflection. Therefore such specimens will be brighter and more transparent when exposed to ultraviolet light. -

Gold in Dentistry: Alloys, Uses and Performance
Gold in Dentistry: Introduction Gold is the oldest dental restorative material, having been used for dental repairs for more than 4000 years. These early Alloys, Uses and dental applications were based on aesthetics, rather than masticatory ability. The early Phoenicians used gold wire to Performance bind teeth, and subsequently, the Etruscans and then the Romans introduced the art of making fixed bridges from gold strip. During the Middle Ages these techniques were lost, and only rediscovered in a modified form in the middle of the Helmut Knosp, nineteenth century. Consultant, Pforzheim, Germany The use of gold in dentistry remains significant today, with Richard J Holliday, annual consumption typically estimated to be approximately World Gold Council, London, UK 70 tonnes worldwide (1). However, with an increasingly wide Christopher W. Corti, range of alternative materials available for dental repairs, it is World Gold Council, London, UK considered appropriate to review the current gold based technology available today and thereby highlight the The current uses of gold in dental applications are exceptional performance that competing materials must reviewed and the major gold-based dental alloys are demonstrate if they are to displace gold from current uses. described with reference to current International New gold-based dental technologies are also highlighted. Standards. Newer techniques, such as electroforming, are highlighted with suggestions for potential future areas for research and development. The future role of Uses of Gold in Dentistry gold in restorative and conservative dentistry is also discussed in the light of increasing competition from In conservative and restorative dentistry, as well as in alternative materials. -

An Electron Microscopy Study of Sintering in Three Dental Porcelains
Proceedings of the World Congress on Engineering 2015 Vol II WCE 2015, July 1 - 3, 2015, London, U.K. An Electron Microscopy Study of Sintering in Three Dental Porcelains Alexander J. G. Lunt*, Tee K. Neo, and Alexander M. Korsunsky through reduced surface hardness [3]. This veneering Abstract— In the manufacture of yttria partially stabilised procedure is a manual multi-stage approach which involves zirconia dental prostheses, layers of porcelain veneer are incrementally sintering layers of porcelain onto the coping sintered onto zirconia copings in order to reduce surface in order to build up the completed prosthesis. During this hardness and to produce an aesthetically pleasing finish. The process, porcelains of different composition are selected to stress of this interfacial bond and of the near-interface porcelain layers is crucial for reducing the likelihood of create different shades and to control the porcelain chipping during use. An improved understanding of the characteristics within the prosthesis. Despite the benefits sintering behavior and the resulting microstructure is associated with this method, this approach has been shown therefore required to ensure good prosthesis performance. to be linked to the primary failure mode of YPSZ-porcelain In this study we use scanning electron microscopy in prostheses - near interface chipping of porcelain veneer [4]. combination with energy dispersive spectroscopy mapping to Analysis of the near-interface region has demonstrated examine the impact of vacuum sintering on the microstructure and elemental distribution of three types IPS e.max® Ceram that the origin of the failures is a complex interaction dental porcelain (Incisal, B1 shade and C4 shade) over between temperature, microstructure, material ퟒퟎퟎ × ퟒퟎퟎ 훍퐦ퟐ regions. -

A Preliminary Study of the Graded Dental Porcelain Ceramic Structures
A preliminary study of the graded dental porcelain ceramic structures fabricated via binder jetting 3D printing Hadi Miyanajia, Li Yanga, Shanshan Zhanga, Amirali Zandinejadb aDepartment of Industrial Engineering, J.B. Speed School of Engineering bDepartment of Oral Health & Rehabilitation, School of Dentistry University of Louisville, KY, 40292 Abstract Dental porcelain is a common material used for various dental restoration structures including crowns, bridges and veneers. However, the current designs of all-ceramic porcelain restorations lack sufficient mechanical property controls, which results in increased failure rates. In this study, dental porcelain ceramics with graded compositions were fabricated by binder jetting 3D printing system in the attempt to actively control their mechanical performance. The graded structures were produced by two different fabrication routes, which are lamination stacking and continuous fabrication. In the lamination stacking route, porcelain laminates with different compositions were fabricated individually and stacked up for the sintering to form integrated structures with graded properties. In the continuous fabrication, samples with graded structure were printed continuously in the 3D printing machine. Microstructural evaluations with the samples demonstrated the feasibility of achieving good structural integrity for the dental porcelain parts fabricated by the continuous method. Keywords: Dental porcelain, aluminous porcelain, graded structure, 3D printing 1. INTRODUCTION Dental porcelain has been used for denture teeth since 1790 and currently are widely used in dentistry these days as natural-looking tooth restorations thanks to their numerous advantages such as color, strength, aesthetic, opacity, translucency, durability etc. [1, 2]. The major applications of dental porcelain include artificial tooth constructions such as single unit full porcelain crowns, porcelain crowns and bridgework, inlays, onlays, labial facing veneers, and denture teeth [3]. -

Microwave Sintering of Ceramics for Dentistry
entistry D Vaderhobli and Saha, Dentistry 2015, 5:7 Dentistry DOI: 10.4172/2161-1122.1000316 ISSN: 2161-1122 Research Article Open Access Microwave Sintering of Ceramics for Dentistry: Part 2 R Vaderhobli1* and S Saha2 1Department of Preventive and Restorative Dentistry, UCSF School of Dentistry, San Francisco, CA 94143, USA 2Department of Orthopaedic Surgery and Rehabilitation Medicine, SUNY-Downstate Medical Center, Brooklyn, NY 11203, USA Abstract Fourteen dental copings (zirconia stabilized with 3 mol% yttria) were layered with Noritake dental glass-ceramic and sintered in the microwave furnace with various sintering temperatures. Sintered zirconia rectangular beams measuring 50 mm in length, 4 mm in width and 0.75 mm in height were coated with the dental glass-ceramic and sintered in the microwave furnace. These were subjected to a four-point bend test to calculate modulus of rupture. Sintering temperature of 800°C in the microwave furnace with ramp rates in excess of 100°C per minute was sufficient to attain good sintered crowns. Indentation hardness with 200g loads and 500g loads for the microwave-sintered teeth resulted in hardness values of 0.685 ± 0.0245 GPa and 6.56 ± 0.4 GPa. The indentation fracture toughness values with 200g and 500g were calculated to be 2.26 ± 0.8 MPa(m)0.5 and 0.97 ± 0.1 MPa(m)0.5 respectively and agreed well with the published values [1]. The failure load for the layered beams in the bend test was 81.8 ± 17.7 N and the resulting modulus of rupture was 632 ± 105 MPa. -
A Comparison of Absolute Translucency and Relative Translucency of Dental Ceramics Lisa Spink University of Connecticut Health Center
University of Connecticut OpenCommons@UConn SoDM Masters Theses School of Dental Medicine 2009 A Comparison of Absolute Translucency and Relative Translucency of Dental Ceramics Lisa Spink University of Connecticut Health Center Follow this and additional works at: https://opencommons.uconn.edu/sodm_masters Part of the Dentistry Commons Recommended Citation Spink, Lisa, "A Comparison of Absolute Translucency and Relative Translucency of Dental Ceramics" (2009). SoDM Masters Theses. 165. https://opencommons.uconn.edu/sodm_masters/165 A Comparison of Absolute Translucency and Relative Translucency of Dental Ceramics Lisa Spink B.S., Gonzaga University, 2002 DMD, Oregon Health Science University School of Dentistry, 2006 A Thesis Submitted in Partial Fulfillment of the Requirements for the Degree of Masters of Dental Science at the University of Connecticut 2009 Approval Page Masters of Dental Science Thesis A Comparison of Absolute Translucency and Relative Translucency of Dental Ceramics Presented by Lisa Spink, B.S., DMD Major Advisor ________________________________________________________ J. Robert Kelly, DDS, MS, DMedSc Associate Advisor______________________________________________________ Douglas Adams, PhD Associate Advisor______________________________________________________ John Agar, DDS, MA Associate Advisor_______________________________________________________ Patchanee Rungruanganut, DDS, DMedSc University of Connecticut 2009 ii Table of Contents Title Page Approval Page Table of Contents Introduction Rationale Literature -
Artificial Onlay Tooth Crowns and Inlays
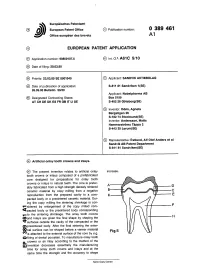
Europaisches Patentamt 0 389 461 J European Patent Office (jO Publication number: A1 Office europeen des brevets EUROPEAN PATENT APPLICATION © Application number: 90850107.5 © mt.ci.5:A61C 5/10 @ Date of filing: 20.03.90 © Priority: 23.03.89 SE 8901049 © Applicant: SANDVIK AKTIEBOLAG © Date of publication of application: S-811 81 Sandviken 1(SE) 26.09.90 Bulletin 90/39 Applicant: Nobelpharma AB © Designated Contracting States: Box 5190 AT CH DE DK ES FR GB IT LI SE S-402 26 Gdteborg(SE) © Inventor: Oden, Agneta Bergstigen 26 S-182 74 Stocksund(SE) Inventor: Andersson, Marts Hammarstroms Tappa 2 S-443 39 Lerum(SE) © Representative: Ostlund, Alf Olof Anders et al Sandvik AB Patent Department S-811 81 Sandviken(SE) Artificial onlay tooth crowns and inlays. @ The present invention relates to artificial onlay increase. tooth crowns or inlays composed of a prefabricated core designed for preparations for onlay tooth crowns or inlays in natural teeth. The core is prefer- ably fabricated from a high strength densely sintered ceramic material by copy milling from a negative reproduction from the prepared cavity to a com- K pacted body or a presintered ceramic material. Dur- ing the copy milling the sintering shrinkage is con- *"sidered by enlargement of the copy milled com- ^pacted body or the presintered body corresponding ^to the sintering shrinkage. The onlay tooth crowns <Oand inlays are given the final shape by shaping the ^ surfaces outside the cavity of the compacted or the O> presintered body. After the final sintering the exter- material OOnal surface can be shaped before a veneer Fig.5 '"'is attached to the external surface of the core by e.g.