Synthesis of Segmented Polymer Structures Based on Renewable Resources
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Olefin Metathesis in Aqueous Media Offers a New, Broad M
Green Chemistry CRITICAL REVIEW View Article Online View Journal | View Issue Olefin metathesis in aqueous media Cite this: Green Chem., 2013, 15, 2317 Jasmine Tomasek and Jürgen Schatz* The worldwide undisputable and unattainable chemist is nature, using water as a solvent of choice in biosynthesis. Water as a solvent not only indicates “green chemistry” but is also inevitable in biochemical reactions as well as syntheses of several pharmaceutical products. In the last few decades, several organic reactions were successfully carried out under aqueous conditions, a powerful and attractive tool in Received 3rd June 2013, organic synthesis metathesis reaction. This review summarises advances made in metathesis reaction in Accepted 12th July 2013 aqueous media. Two main strategies can be distinguished: the design of water soluble catalysts to obtain DOI: 10.1039/c3gc41042k homogeneous conditions and using commercially available catalysts to utilize the advantages of hetero- www.rsc.org/greenchem geneous conditions. reactions, meaning coupling reactions of cyclic and acyclic Creative Commons Attribution-NonCommercial 3.0 Unported Licence. Introduction alkenes or alkynes as well as polymerisation reactions In organic chemistry, C–C coupling reactions open a wide (Scheme 1).1 Accordingly, the metathesis has been of great range of applications for effective synthesis, which otherwise interest since its discovery in the mid-1950s3 and reveals a would be difficult or even hardly feasible. The olefin meta- powerful tool for both industrial applications, -

Hoveyda–Grubbs Catalysts with an N→Ru Coordinate Bond in a Six-Membered Ring
Hoveyda–Grubbs catalysts with an N→Ru coordinate bond in a six-membered ring. Synthesis of stable, industrially scalable, highly efficient ruthenium metathesis catalysts and 2-vinylbenzylamine ligands as their precursors Kirill B. Polyanskii1, Kseniia A. Alekseeva1, Pavel V. Raspertov1, Pavel A. Kumandin1, Eugeniya V. Nikitina1, Atash V. Gurbanov2,3 and Fedor I. Zubkov*1 Full Research Paper Open Access Address: Beilstein J. Org. Chem. 2019, 15, 769–779. 1Organic Chemistry Department, Faculty of Science, Peoples’ doi:10.3762/bjoc.15.73 Friendship University of Russia (RUDN University), 6 Miklukho-Maklaya St., Moscow 117198, Russian Federation, 2Centro Received: 23 October 2018 de Química Estrutural, Instituto Superior Técnico, Universidade de Accepted: 25 February 2019 Lisboa, Av. Rovisco Pais, 1049–001 Lisbon, Portugal and 3Organic Published: 22 March 2019 Chemistry Department, Baku State University, Z. Xalilov Str. 23, Az 1148 Baku, Azerbaijan This article is part of the thematic issue "Progress in metathesis chemistry III". Email: Fedor I. Zubkov* - [email protected] Guest Editors: K. Grela and A. Kajetanowicz * Corresponding author © 2019 Polyanskii et al.; licensee Beilstein-Institut. License and terms: see end of document. Keywords: CM; cross metathesis; Hoveyda–Grubbs catalyst; olefin metathesis; RCM; ring-closing metathesis; ring-opening cross metathesis; ROCM; ruthenium metathesis catalyst; styrene; 2-vinylbenzylamine Abstract A novel and efficient approach to the synthesis of 2-vinylbenzylamines is reported. This involves obtaining 2-vinylbenzylamine ligands from tetrahydroisoquinoline by alkylation and reduction followed by the Hofmann cleavage. The resultant 2-vinylbenzyl- amines allowed us to obtain new Hoveyda–Grubbs catalysts, which were thoroughly characterised by NMR, ESIMS, and X-ray crystallography. -

Recent Advances in Total Synthesis Via Metathesis Reactions
SYNTHESIS0039-78811437-210X © Georg Thieme Verlag Stuttgart · New York 2018, 50, 3749–3786 review 3749 en Syn thesis I. Cheng-Sánchez, F. Sarabia Review Recent Advances in Total Synthesis via Metathesis Reactions Iván Cheng-Sánchez Francisco Sarabia* Department of Organic Chemistry, Faculty of Sciences, University of Málaga, Campus de Teatinos s/n. 29071- Málaga, Spain [email protected] Received: 16.04.2018 ly explained by the emergence, design, and development of Accepted after revision: 30.05.2018 powerful catalysts that are capable of promoting striking Published online: 18.07.2018 DOI: 10.1055/s-0037-1610206; Art ID: ss-2018-z0262-r transformations in highly efficient and selective fashions. In fact, the ability of many of them to forge C–C bonds be- Abstract The metathesis reactions, in their various versions, have be- tween or within highly functionalized and sensitive com- come a powerful and extremely valuable tool for the formation of car- pounds has allowed for the preparation of complex frame- bon–carbon bonds in organic synthesis. The plethora of available cata- lysts to perform these reactions, combined with the various works, whose access were previously hampered by the lim- transformations that can be accomplished, have positioned the me- itations of conventional synthetic methods. Among the tathesis processes as one of the most important reactions of this centu- myriad of recent catalysts, those developed and designed to ry. In this review, we highlight the most relevant synthetic contributions promote metathesis reactions have had a profound impact published between 2012 and early 2018 in the field of total synthesis, reflecting the state of the art of this chemistry and demonstrating the and created a real revolution in the field of total synthesis, significant synthetic potential of these methodologies. -

Dissertation Reactivity and Selectivity in The
DISSERTATION REACTIVITY AND SELECTIVITY IN THE POLYMERIZATION OF MULTIFUNCTIONAL ACRYLIC MONOMERS BY CHIRAL ZIRCONOCENIUM CATALYSTS Submitted by Fernando Vidal Peña Department of Chemistry In partial fulfillment of the requirements For the Degree of Doctor of Philosophy Colorado State University Fort Collins, Colorado Summer 2017 Doctoral Committee: Advisor: Eugene Y.-X. Chen Richard G. Finke Steven Strauss Ellen Fisher David Wang Copyright by Fernando Vidal Peña 2017 All Rights Reserved ABSTRACT REACTIVITY AND SELECTIVITY IN THE POLYMERIZATION OF MULTIFUNCTIONAL ACRYLIC MONOMERS BY CHIRAL ZIRCONOCENIUM CATALYSTS Described in this dissertation are the results of investigating the reactivity and selectivity in the polymerization of multifunctional acrylic monomers by chiral cationic zirconocenium catalysts. The unprecedented precision polymer synthesis method developed in this workthe polymerization of polar divinyl monomers that is not only living but also simultaneously chemoselective and stereoselectivehas enabled the synthesis of well-defined highly stereoregular functionalized polymers bearing reactive C=C bonds on every chiral repeat unit. Thus, under ambient conditions, chiral ansa-ziroconocenium catalysts of the appropriate symmetry (C2- vs CS-ligated) have afforded highly isotactic and highly syndiotactic double-bond- carrying polymers, respectively, with controlled molecular weights and narrow dispersities. The enantiomorphic-site controlled, conjugate-addition coordination polymerization mechanism is responsible for the observed -
Coating Composition
EUropaischesP_ MM M II M M I Ml MINI I M M I II J European Patent Office _ ^ © Publication number: 0 237 951 B1 Office_„... europeen des brevets 4 © EUROPEAN PATENT SPECIFICATION © Date of publication of patent specification: 08.07.92 © Int. CI.5: C09D 133/14, C08L 33/06, C08L 63/00 © Application number: 87103544.0 @ Date of filing: 11.03.87 © Coating composition. © Priority: 12.03.86 JP 54358/86 © Proprietor: KANSAI PAINT CO. LTD. 23.01.87 JP 14626/87 33-1, Kanzaki-cho Amagasaki-shi Hyogo-ken(JP) @ Date of publication of application: 23.09.87 Bulletin 87/39 @ Inventor: Sukejima, Hajime 446-3, Yamashita © Publication of the grant of the patent: Hiratsuka-shi Kanagawa-ken(JP) 08.07.92 Bulletin 92/28 Inventor: Iwal, Hiroshi 3- 15-2, Moridai © Designated Contracting States: Atsugi-shi Kanagawa-ken(JP) DE FR GB Inventor: Matsumoto, Kozl 4- 13-12, Higashiyawata © References cited: Hiratsuka-shi Kanagawa-ken(JP) FR-A- 1 316 481 PATENT ABSTRACTS OF JAPAN, vol. 4, no. © Representative: Weinhold, Peter, Dr. et al 174 (C-33)[656], 2nd December 1980; & JP- Patentanwalte Dr. V. Schmied-Kowarzlk A-55 115 463 (DAINIPPON INK KAGAKU Dipl.-lng. G. Dannenberg Dr. P. Weinhold Dr. KOGYO K.K.) 05-09-1980 D. Gudel Dipl.-lng. S. Schubert Dr. P. Barz Siegfriedstrasse 8 W-8000 Munchen 40(DE) 00 Oi CM O Note: Within nine months from the publication of the mention of the grant of the European patent, any person ^ may give notice to the European Patent Office of opposition to the European patent granted. -
New High Temperature Cross Linking Monomers
NASA CR-159514 UTRC No. R78-912897-15 NationalNASA Aeronautics and Space Administration NEW HIGH TEMPERATURE CROSS LINKING MONOMERS by Daniel A. Scola December 20, 1978 UNITED TECHNOWOGIES RESEARCH CENTER -fc ,,oor, (NASA-CR-159514) NEW HIGH TEMPERATURE CROSS N79-2933r1 LINKING MONOMERS .(United Technologies Research Center) 115 p HC A06/MF A01 CSCT_07C / ncl s G3/27 31931, prepared for NASA-LEWIS RESEARCH CENTER CLEVELAND, OHIO 44135 Contract NAS3-21009 Project Manager William B. Alston REPRODUCEDBY NATIONAL TECHNICAL INFORMATION SERVICE U.SDEPARTMENTOF COMMERCE SPRINGFIELD,VA. 22161 NOTICE THIS DOCUMENT HAS BEEN REPRODUCED FROM THE BEST COPY FURNISHED US BY THE SPONSORING AGENCY. ALTHOUGH IT IS RECOGNIZED THAT CERTAIN PORTIONS ARE ILLEGIBLE, IT IS BEING RELEASED IN THE INTEREST OF MAKING AVAILABLE AS MUCH INFORMATION AS POSSIBLE. 1. ,Report No. 2. Government Accession No. 3. Recipient's Catalog No. NASA CR-159514 4. Title and Subtitle 5. Report Date December 20, 1978 NEW HIGH TEMPERATURE CROSSLINKING MONOMERS 6. Performing Organization Code 7. Author(s) 8. Performing Organization Report No. D. A. Scola P78-912897-15 10. Work Unit No. 9. Performing Organization Name and Address United Technologies Research Center 11. Contract or Grant No. Silver Lane East Hartford, CT 06108 NAS3-21009 13. Type of Report and Period Covered 12. Sponsoring Agency Name and Address Contractor Report National Aeronautics and Space Administration Washington, DC 20546 1.po Agency Code 15. Supplementary Notes Project Manager, W. B. Alston, Materials and Structures Division NASA Lewis Research Center, Cleveland, OH 44135 16. Abstract This report describes the results of a one-year program designed to synthesize new, non volatile crosslinking monomers and to prove their feasibility in the development of lower tempera ture curing PMR-polyimide resins with high temperature capability. -

United States Patent Office Patented Dec
3,225,063 United States Patent Office Patented Dec. 21, 1965 2 3,225,063 esters are readily prepared by reacting a poly-carboxylic ORGANIC CYCLC CARBONATES acid anhydride with the alcohol. Typical examples Gaetano F. D'Alelio, South Bend, Ind., assignor to Scott of Such cyclic poly-carboxylic acid anhydrides are Paper Company, Philadelphia, Pa., a corporation of carbon Suboxide, succinic, the alkyl succinic, the halo Pennsylvania Succinic, maleic, phthalic, itaconic, citraconic, the alkyl No Drawing. Filed May 21, 1962, Ser. No. 96,470 mercapto Succinic, hexahydrophthalic, endomethylene 6 Claims. (C. 260-340.2) phthalic, glutaric, 1,2,4,5 benzene tetracarboxylic, This invention is concerned with new foaming systems acetylene dicarboxylic, etc., anhydrides. Representing especially adapted to the production of cellulated or ex the anhydrides by the formula X(CO)2O, the preparation panded polymers. Generally, it deals with the synthesis 0. of the half esters is in accordance with the equation: and use of novel organic compounds, which by the inter CO reaction of functional groups within the compounds, lib x^ erate carbon dioxide. When this carbon dioxide is gen O -- EIO (CH2)CEI-CE - erated within a matrix of a polymer, expanded polymer Yog compositions are obtained. A number of organic car 5 Ye/ bonates, such as ethylene carbonate, propylene carbonate, O glyceryl carbonate, and the like, are known, to liberate EO OC-X-COO CHigh-pH carbon dioxide upon heating. However, the temperature required to liberate the carbon dioxide from such com o o pounds at a useful rate is very high, and if the decomposi 20 C tion is performed in the presence of a resinous polymer, O pyrolysis of the polymer occurs decreasing the values of A Specific illustration of this reaction is the preparation the physical properties of the polymers. -

Ruthenium Olefin Metathesis Catalysts
Ruthenium Olefin Metathesis Catalysts: Tuning of the Ligand Environment Ruthenium olefine metathese katalysatoren: Optimalisatie van de ligandsfeer Nele Ledoux Promotor: Prof. Dr. F. Verpoort Proefschrift ingediend tot het behalen van de graad van Doctor in de Wetenschappen: Scheikunde Vakgroep Anorganische en Fysische Chemie Vakgroepvoorzitter: Prof. Dr. S. Hoste Faculteit Wetenschappen 2007 ii Members of the Dissertation Committee: Prof. Dr. F. Verpoort Prof. Dr. Ir. C. Stevens Dr. V. Dragutan Dr. R. Drozdzak Dr. R. Winde Prof. Dr. Ir. D. Devos Prof. Dr. J. Van der Eycken Prof. Dr. P. Van Der Voort Prof. Dr. K. Strubbe This research was funded by the Fund for Scien- tific Research - Flanders (F.W.O.-Vlaanderen). Acknowledgments This dissertation is the final product of an educative and fascinating journey, which involved many contributors. First of all, I wish to express my gratitude to the people with whom I learned how to do research. There is my promotor Prof. Dr. Francis Verpoort who gave me the opportunity to join his ’Catalysis group’ and ensured the necessary funding. I’m especially grateful for his confidence and indulgence. In addition, I have been extremely lucky to work with several nice colleagues. Thank you, Thank you (= double thank you ♥) to Bart who helped me conquer many small and big difficulties, and by doing so, contributed a lot to the results reported here. Special thanks to Hans for many funny moments and support over the years. Of course, my acknowledgments also go to the other boys: Carl, Stijn, David, Jeroen, Prof. Dr. Pascal Van Der Voort and not to forget Siegfried, Steven, and Mike for the pleasant working atmosphere and supportive chats. -

WO 2013/067703 Al 16 May 2013 (16.05.2013) P O P C T
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization I International Bureau (10) International Publication Number (43) International Publication Date WO 2013/067703 Al 16 May 2013 (16.05.2013) P O P C T (51) International Patent Classification: (74) Agent: KING & WOOD MALLESONS; 20th Floor, East C08L 63/00 (2006.0 1) C08K 5/1 7 (2006.0 1) Tower, World Financial Centre, No.l Dongsanhuan Zhon- C08L 101/02 (2006.01) glu, Chaoyang District, Beijing 100020 (CN). (21) International Application Number: (81) Designated States (unless otherwise indicated, for every PCT/CN20 11/082055 kind of national protection available): AE, AG, AL, AM, AO, AT, AU, AZ, BA, BB, BG, BH, BR, BW, BY, BZ, (22) Date: International Filing CA, CH, CL, CN, CO, CR, CU, CZ, DE, DK, DM, DO, 10 November 201 1 (10.1 1.201 1) DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, HN, (25) Filing Language: English HR, HU, ID, IL, IN, IS, JP, KE, KG, KM, KN, KP, KR, KZ, LA, LC, LK, LR, LS, LT, LU, LY, MA, MD, ME, (26) Publication Language: English MG, MK, MN, MW, MX, MY, MZ, NA, NG, NI, NO, NZ, (71) Applicant (for all designated States except US) : DOW OM, PE, PG, PH, PL, PT, QA, RO, RS, RU, RW, SC, SD, GLOBAL TECHNOLOGIES LLC [US/US]; 2040 Dow SE, SG, SK, SL, SM, ST, SV, SY, TH, TJ, TM, TN, TR, Center, Midland, Michigan 48674 (US). TT, TZ, UA, UG, US, UZ, VC, VN, ZA, ZM, ZW. -
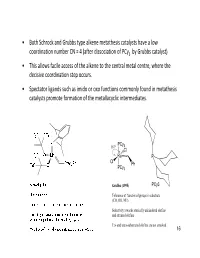
• Both Schrock and Grubbs Type Alkene Metathesis Catalysts Have a Low Coordination Number CN = 4 (After Dissociation of Pcy By
• Both Schrock and Grubbs type alkene metathesis catalysts have a low coordination number CN = 4 (after dissociation of PCy 3 by Grubbs catalyst) • This allows facile access of the alkene to the central metal centre, where the decisive coordination step occurs. • Spectator ligands such as imido or oxo functions commonly found in metathesis catalysts promote formation of the metallacyclic intermediates. PCy 167o 3 Cl Ru P Cl Ph PCy3 Grubbs (1995) PCy3 Tolerance of functional groups in substrate (CO, OH, NH) Selectivity towards sterically unhindered olefins and strained olefins Tri- and tetra-substituted olefins are not attacked 16 Cross Metathesis (CM) • Cross metathesis has been used in industry in the form of the Shell higher olefin process (SHOP) since 1977. • This process is a combination of oligomerization, isomerization, and metathesis steps. α • First, linear C 4 to C 30+ -olefin chains are produced from ethylene. Enrichment of the C 8 – C18 fraction, which is of interest for application in various productions, is possible by a heterogeneous cross -metathesis reaction. 17 • Cross metathesis has only found limited applications however due to product “branching”. • Grubbs reported that heterodimers are obtained in high yield when one of the starting olefins first undergoes homodimerization. 18 Ring Closing Metathesis (RCM) • Ring closing metathesis is today considered a standard method in any organic synthesis laboratory (high dilution is required for diffusion controlled RCM to avoid CM). • Its suitability for the preparation of N-heterocycles has inspired natural product synthesis. • Assymetric ring closing metathesis (ARCM) has also been developed. 19 Ring Opening Metathesis (ROM) • Ring opening metathesis is the reversal of ring closing metathesis. -

FUNCTIONAL PLA BASED SYSTEMS a Dissertation Presented to the Graduate Faculty of the University of Akron in Partial Fulfillment
FUNCTIONAL PLA BASED SYSTEMS A Dissertation Presented to The Graduate Faculty of The University of Akron In Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy Colin Wright December, 2015 FUNCTIONAL PLA BASED SYSTEMS Colin Wright Dissertation Approved: Accepted: ________________________________ ____________________________________ Advisor Department Chair Dr. Coleen Pugh Dr. Coleen Pugh ________________________________ ____________________________________ Committee Chair Dean of the College Dr. Robert Weiss Dr. Eric Amis ________________________________ ____________________________________ Committee Member Dean of the Graduate School Dr. Mathew Becker Dr. Chand Midha ________________________________ ____________________________________ Committee Member Date Dr. William Landis ________________________________ Committee Member Dr. Yang Yun ii ABSTRACT Poly(lactic acid) (PLA), is used in a wide variety of applications. It is a well studied polymer and offers many advantages, such as being derived from renewable resources, being biodegradable, FDA approved for biomedical applications, and commercially available. The main synthetic drawback is that the only sites for post-polymerization functionalization are at the two end groups. By incorporating 3-hydroxy-2- bromopropionic acid as a co-monomer with lactic acid, a site for post-polymerization functionalization can be added. Since the halogen is alpha to a carbonyl, it is activated toward nucleophlic substitution, radical formation, and enolate chemistry. The spacing on the backbone of our polymer allows for additional functionalization including rearrangement, electrophilic aromatic substitution, and cationic ring-opening polymerization. iii DEDICATION I would like to dedicate this dissertation to my parents for encouraging me to attend graduate school. iv ACKNOWLEDGMENTS I would like to thank my mother and father for their unfailing support of me during my time in academia. -
Hydrogenation of a Diene-Based Polymer Latex Hydrierung Eines Dien-Basierten Polymer-Latex Hydrogénation D’Un Latex Polymère À Base De Diène
(19) TZZ __T (11) EP 2 676 971 B1 (12) EUROPEAN PATENT SPECIFICATION (45) Date of publication and mention (51) Int Cl.: of the grant of the patent: C08C 19/02 (2006.01) C08F 36/04 (2006.01) 08.04.2015 Bulletin 2015/15 C08F 236/12 (2006.01) C08F 8/04 (2006.01) (21) Application number: 12173165.7 (22) Date of filing: 22.06.2012 (54) Hydrogenation of a diene-based polymer latex Hydrierung eines dien-basierten Polymer-Latex Hydrogénation d’un latex polymère à base de diène (84) Designated Contracting States: (56) References cited: AL AT BE BG CH CY CZ DE DK EE ES FI FR GB EP-A1- 2 289 621 US-A1- 2006 211 827 GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR • DATABASE COMPENDEX [Online] ENGINEERING INFORMATION, INC., NEW YORK, (43) Date of publication of application: NY, US; 3 October 2011 (2011-10-03), 25.12.2013 Bulletin 2013/52 KONGPARAKUL S ET AL: "Metathesis hydrogenation of natural rubber latex", (73) Proprietor: UNIVERSITY OF WATERLOO XP002689385, Database accession no. Waterloo, Ontario N2L 3G1 (CA) E20113714322330 -& KONGPARAKUL S ET AL: "Metathesis hydrogenation of natural rubber (72) Inventors: latex", APPLIED CATALYSIS A: GENERAL, vol. • REMPEL, Garry L. 405, no. 1-2, 3 October 2011 (2011-10-03), pages Waterloo, Ontario N2T 2H4 (CA) 129-136, XP002690182, ELSEVIER NLD DOI: • PAN, Qinmin 10.1016/J.APCATA.2011.07.039 Waterloo, Ontario N2T 2W9 (CA) • DATABASE COMPENDEX [Online] • Wu, Jialong ENGINEERING INFORMATION, INC., NEW YORK, Waterloo, Ontario N2L 4N2 (CA) NY, US; 15 April 2008 (2008-04-15), MINGOTAUD •LIU,Yin A-F ET AL: "Characterization of the micellar ring Mississauga, Ontario L5B 0E8 (CA) opening metathesis polymerization in water of a norbornene derivative initiated by Hoveyda- (74) Representative: Hollah, Dorothee Grubbs’ catalyst", XP002689386, Database Isenbruck Bösl Hörschler LLP accession no.