Hydrogenation of a Diene-Based Polymer Latex Hydrierung Eines Dien-Basierten Polymer-Latex Hydrogénation D’Un Latex Polymère À Base De Diène
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Olefin Metathesis in Aqueous Media Offers a New, Broad M
Green Chemistry CRITICAL REVIEW View Article Online View Journal | View Issue Olefin metathesis in aqueous media Cite this: Green Chem., 2013, 15, 2317 Jasmine Tomasek and Jürgen Schatz* The worldwide undisputable and unattainable chemist is nature, using water as a solvent of choice in biosynthesis. Water as a solvent not only indicates “green chemistry” but is also inevitable in biochemical reactions as well as syntheses of several pharmaceutical products. In the last few decades, several organic reactions were successfully carried out under aqueous conditions, a powerful and attractive tool in Received 3rd June 2013, organic synthesis metathesis reaction. This review summarises advances made in metathesis reaction in Accepted 12th July 2013 aqueous media. Two main strategies can be distinguished: the design of water soluble catalysts to obtain DOI: 10.1039/c3gc41042k homogeneous conditions and using commercially available catalysts to utilize the advantages of hetero- www.rsc.org/greenchem geneous conditions. reactions, meaning coupling reactions of cyclic and acyclic Creative Commons Attribution-NonCommercial 3.0 Unported Licence. Introduction alkenes or alkynes as well as polymerisation reactions In organic chemistry, C–C coupling reactions open a wide (Scheme 1).1 Accordingly, the metathesis has been of great range of applications for effective synthesis, which otherwise interest since its discovery in the mid-1950s3 and reveals a would be difficult or even hardly feasible. The olefin meta- powerful tool for both industrial applications, -

Hoveyda–Grubbs Catalysts with an N→Ru Coordinate Bond in a Six-Membered Ring
Hoveyda–Grubbs catalysts with an N→Ru coordinate bond in a six-membered ring. Synthesis of stable, industrially scalable, highly efficient ruthenium metathesis catalysts and 2-vinylbenzylamine ligands as their precursors Kirill B. Polyanskii1, Kseniia A. Alekseeva1, Pavel V. Raspertov1, Pavel A. Kumandin1, Eugeniya V. Nikitina1, Atash V. Gurbanov2,3 and Fedor I. Zubkov*1 Full Research Paper Open Access Address: Beilstein J. Org. Chem. 2019, 15, 769–779. 1Organic Chemistry Department, Faculty of Science, Peoples’ doi:10.3762/bjoc.15.73 Friendship University of Russia (RUDN University), 6 Miklukho-Maklaya St., Moscow 117198, Russian Federation, 2Centro Received: 23 October 2018 de Química Estrutural, Instituto Superior Técnico, Universidade de Accepted: 25 February 2019 Lisboa, Av. Rovisco Pais, 1049–001 Lisbon, Portugal and 3Organic Published: 22 March 2019 Chemistry Department, Baku State University, Z. Xalilov Str. 23, Az 1148 Baku, Azerbaijan This article is part of the thematic issue "Progress in metathesis chemistry III". Email: Fedor I. Zubkov* - [email protected] Guest Editors: K. Grela and A. Kajetanowicz * Corresponding author © 2019 Polyanskii et al.; licensee Beilstein-Institut. License and terms: see end of document. Keywords: CM; cross metathesis; Hoveyda–Grubbs catalyst; olefin metathesis; RCM; ring-closing metathesis; ring-opening cross metathesis; ROCM; ruthenium metathesis catalyst; styrene; 2-vinylbenzylamine Abstract A novel and efficient approach to the synthesis of 2-vinylbenzylamines is reported. This involves obtaining 2-vinylbenzylamine ligands from tetrahydroisoquinoline by alkylation and reduction followed by the Hofmann cleavage. The resultant 2-vinylbenzyl- amines allowed us to obtain new Hoveyda–Grubbs catalysts, which were thoroughly characterised by NMR, ESIMS, and X-ray crystallography. -

Recent Advances in Total Synthesis Via Metathesis Reactions
SYNTHESIS0039-78811437-210X © Georg Thieme Verlag Stuttgart · New York 2018, 50, 3749–3786 review 3749 en Syn thesis I. Cheng-Sánchez, F. Sarabia Review Recent Advances in Total Synthesis via Metathesis Reactions Iván Cheng-Sánchez Francisco Sarabia* Department of Organic Chemistry, Faculty of Sciences, University of Málaga, Campus de Teatinos s/n. 29071- Málaga, Spain [email protected] Received: 16.04.2018 ly explained by the emergence, design, and development of Accepted after revision: 30.05.2018 powerful catalysts that are capable of promoting striking Published online: 18.07.2018 DOI: 10.1055/s-0037-1610206; Art ID: ss-2018-z0262-r transformations in highly efficient and selective fashions. In fact, the ability of many of them to forge C–C bonds be- Abstract The metathesis reactions, in their various versions, have be- tween or within highly functionalized and sensitive com- come a powerful and extremely valuable tool for the formation of car- pounds has allowed for the preparation of complex frame- bon–carbon bonds in organic synthesis. The plethora of available cata- lysts to perform these reactions, combined with the various works, whose access were previously hampered by the lim- transformations that can be accomplished, have positioned the me- itations of conventional synthetic methods. Among the tathesis processes as one of the most important reactions of this centu- myriad of recent catalysts, those developed and designed to ry. In this review, we highlight the most relevant synthetic contributions promote metathesis reactions have had a profound impact published between 2012 and early 2018 in the field of total synthesis, reflecting the state of the art of this chemistry and demonstrating the and created a real revolution in the field of total synthesis, significant synthetic potential of these methodologies. -

Dissertation Reactivity and Selectivity in The
DISSERTATION REACTIVITY AND SELECTIVITY IN THE POLYMERIZATION OF MULTIFUNCTIONAL ACRYLIC MONOMERS BY CHIRAL ZIRCONOCENIUM CATALYSTS Submitted by Fernando Vidal Peña Department of Chemistry In partial fulfillment of the requirements For the Degree of Doctor of Philosophy Colorado State University Fort Collins, Colorado Summer 2017 Doctoral Committee: Advisor: Eugene Y.-X. Chen Richard G. Finke Steven Strauss Ellen Fisher David Wang Copyright by Fernando Vidal Peña 2017 All Rights Reserved ABSTRACT REACTIVITY AND SELECTIVITY IN THE POLYMERIZATION OF MULTIFUNCTIONAL ACRYLIC MONOMERS BY CHIRAL ZIRCONOCENIUM CATALYSTS Described in this dissertation are the results of investigating the reactivity and selectivity in the polymerization of multifunctional acrylic monomers by chiral cationic zirconocenium catalysts. The unprecedented precision polymer synthesis method developed in this workthe polymerization of polar divinyl monomers that is not only living but also simultaneously chemoselective and stereoselectivehas enabled the synthesis of well-defined highly stereoregular functionalized polymers bearing reactive C=C bonds on every chiral repeat unit. Thus, under ambient conditions, chiral ansa-ziroconocenium catalysts of the appropriate symmetry (C2- vs CS-ligated) have afforded highly isotactic and highly syndiotactic double-bond- carrying polymers, respectively, with controlled molecular weights and narrow dispersities. The enantiomorphic-site controlled, conjugate-addition coordination polymerization mechanism is responsible for the observed -

Ruthenium Olefin Metathesis Catalysts
Ruthenium Olefin Metathesis Catalysts: Tuning of the Ligand Environment Ruthenium olefine metathese katalysatoren: Optimalisatie van de ligandsfeer Nele Ledoux Promotor: Prof. Dr. F. Verpoort Proefschrift ingediend tot het behalen van de graad van Doctor in de Wetenschappen: Scheikunde Vakgroep Anorganische en Fysische Chemie Vakgroepvoorzitter: Prof. Dr. S. Hoste Faculteit Wetenschappen 2007 ii Members of the Dissertation Committee: Prof. Dr. F. Verpoort Prof. Dr. Ir. C. Stevens Dr. V. Dragutan Dr. R. Drozdzak Dr. R. Winde Prof. Dr. Ir. D. Devos Prof. Dr. J. Van der Eycken Prof. Dr. P. Van Der Voort Prof. Dr. K. Strubbe This research was funded by the Fund for Scien- tific Research - Flanders (F.W.O.-Vlaanderen). Acknowledgments This dissertation is the final product of an educative and fascinating journey, which involved many contributors. First of all, I wish to express my gratitude to the people with whom I learned how to do research. There is my promotor Prof. Dr. Francis Verpoort who gave me the opportunity to join his ’Catalysis group’ and ensured the necessary funding. I’m especially grateful for his confidence and indulgence. In addition, I have been extremely lucky to work with several nice colleagues. Thank you, Thank you (= double thank you ♥) to Bart who helped me conquer many small and big difficulties, and by doing so, contributed a lot to the results reported here. Special thanks to Hans for many funny moments and support over the years. Of course, my acknowledgments also go to the other boys: Carl, Stijn, David, Jeroen, Prof. Dr. Pascal Van Der Voort and not to forget Siegfried, Steven, and Mike for the pleasant working atmosphere and supportive chats. -
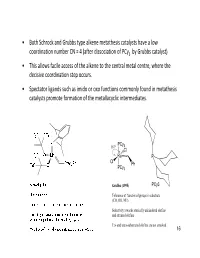
• Both Schrock and Grubbs Type Alkene Metathesis Catalysts Have a Low Coordination Number CN = 4 (After Dissociation of Pcy By
• Both Schrock and Grubbs type alkene metathesis catalysts have a low coordination number CN = 4 (after dissociation of PCy 3 by Grubbs catalyst) • This allows facile access of the alkene to the central metal centre, where the decisive coordination step occurs. • Spectator ligands such as imido or oxo functions commonly found in metathesis catalysts promote formation of the metallacyclic intermediates. PCy 167o 3 Cl Ru P Cl Ph PCy3 Grubbs (1995) PCy3 Tolerance of functional groups in substrate (CO, OH, NH) Selectivity towards sterically unhindered olefins and strained olefins Tri- and tetra-substituted olefins are not attacked 16 Cross Metathesis (CM) • Cross metathesis has been used in industry in the form of the Shell higher olefin process (SHOP) since 1977. • This process is a combination of oligomerization, isomerization, and metathesis steps. α • First, linear C 4 to C 30+ -olefin chains are produced from ethylene. Enrichment of the C 8 – C18 fraction, which is of interest for application in various productions, is possible by a heterogeneous cross -metathesis reaction. 17 • Cross metathesis has only found limited applications however due to product “branching”. • Grubbs reported that heterodimers are obtained in high yield when one of the starting olefins first undergoes homodimerization. 18 Ring Closing Metathesis (RCM) • Ring closing metathesis is today considered a standard method in any organic synthesis laboratory (high dilution is required for diffusion controlled RCM to avoid CM). • Its suitability for the preparation of N-heterocycles has inspired natural product synthesis. • Assymetric ring closing metathesis (ARCM) has also been developed. 19 Ring Opening Metathesis (ROM) • Ring opening metathesis is the reversal of ring closing metathesis. -

Ruthenium-Based Olefin Metathesis Catalysts Bearing Ph-Responsive Ligands: External Control of Catalyst Solubility and Activity" (2011)
The University of Southern Mississippi The Aquila Digital Community Dissertations Spring 5-2011 Ruthenium-Based Olefin Metathesis Catalysts Bearing pH- Responsive Ligands: External Control of Catalyst Solubility and Activity Shawna Lynn Balof University of Southern Mississippi Follow this and additional works at: https://aquila.usm.edu/dissertations Part of the Chemistry Commons Recommended Citation Balof, Shawna Lynn, "Ruthenium-Based Olefin Metathesis Catalysts Bearing pH-Responsive Ligands: External Control of Catalyst Solubility and Activity" (2011). Dissertations. 693. https://aquila.usm.edu/dissertations/693 This Dissertation is brought to you for free and open access by The Aquila Digital Community. It has been accepted for inclusion in Dissertations by an authorized administrator of The Aquila Digital Community. For more information, please contact [email protected]. The University of Southern Mississippi RUTHENIUM-BASED OLEFIN METATHESIS CATALYSTS BEARING PH-RESPONSIVE LIGANDS: EXTERNAL CONTROL OF CATALYST SOLUBILITY AND ACTIVITY by Shawna Lynn Balof Abstract of a Dissertation Submitted to the Graduate School of The University of Southern Mississippi in Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy May 2011 ABSTRACT RUTHENIUM-BASED OLEFIN METATHESIS CATALYSTS BEARING PH-RESPONSIVE LIGANDS: EXTERNAL CONTROL OF CATALYST SOLUBILITY AND ACTIVITY by Shawna Lynn Balof May 2011 Sixteen novel, Ru-based olefin metathesis catalysts bearing pH responsive ligands were synthesized. The pH-responsive groups employed with these catalysts included dimethylamino (NMe2) modified NHC ligands as well as N-donor dimethylaminopyridine (DMAP) and 3-(o-pyridyl)propylidene ligands. These pH- responsive ligands provided the means by which the solubility and/or activity profiles of the catalysts produced could be controlled via acid addition. -

Pyridine-Stabilized Fast-Initiating Ruthenium Monothiolate Catalysts for Z-Selective Olefin Metathesis
This is an open access article published under a Creative Commons Attribution (CC-BY) License, which permits unrestricted use, distribution and reproduction in any medium, provided the author and source are cited. Article pubs.acs.org/Organometallics Pyridine-Stabilized Fast-Initiating Ruthenium Monothiolate Catalysts for Z‑Selective Olefin Metathesis Giovanni Occhipinti,* Karl W. Törnroos, and Vidar R. Jensen* Department of Chemistry, University of Bergen, Allegateń 41, N-5007 Bergen, Norway *S Supporting Information ABSTRACT: Pyridine as a stabilizing donor ligand drastically improves the performance of ruthenium monothiolate catalysts for olefin metathesis in comparison with previous versions based on a stabilizing benzylidene ether ligand. The new pyridine- stabilized ruthenium alkylidenes undergo fast initiation and reach appreciable yields combined with moderate to high Z selectivity in self-metathesis of terminal olefins after only a few minutes at room temperature. Moreover, they can be used with a variety of substrates, including acids, and promote self- metathesis of ω-alkenoic acids. The pyridine-stabilized ruthe- nium monothiolate catalysts are also efficient at the high substrate dilutions of macrocylic ring-closing metathesis and resist temperatures above 100 °C during catalysis. ■ INTRODUCTION Chart 1. Examples of Z-Selective Catalysts Transition-metal-catalyzed olefin metathesis is a powerful, versatile, and green method for making carbon−carbon double bonds and is widely used in organic synthesis.1,2 This reaction is also exploited in several industrial processes ranging from value- added processes of simple alkenes to the synthesis of complex pharmaceuticals.3,4 Grubbs-type ruthenium-based catalysts have been the most widely used so far because, in addition to their high activity, they tolerate many functional groups, including alcohols and carboxylic acids.5 Moreover, they are relatively robust toward air and moisture and therefore also easy to handle and store. -

Decomposition of Ruthenium Olefin Metathesis Catalyst
catalysts Review Decomposition of Ruthenium OlefinOlefin Metathesis CatalystMetathesis Catalyst Magdalena Jawiczuk 1,, Anna Anna Marczyk Marczyk 1,21,2 andand Bartosz Bartosz Trzaskowski Trzaskowski 1,* 1,* 1 1 CentreCentre of of New New Technologies, Technologies, University University of of Warsaw, Warsaw, Banacha Banacha 2c, 2c, 02-097 02-097 Warsaw, Warsaw, Poland; [email protected]@cent.uw.edu.pl (M.J.); (M.J.); [email protected] [email protected] (A.M.) (A.M.) 2 Faculty of Chemistry, University of Warsaw, Pasteura 1, 02-093 Warsaw, Poland 2 Faculty of Chemistry, University of Warsaw, Pasteura 1, 02-093 Warsaw, Poland * Correspondence: [email protected] * Correspondence: [email protected] Received: 28 28 June 2020; Accepted: 02 2 AugustAugust 2020;2020; Published:Published: 5date August 2020 Abstract: RutheniumRuthenium olefin olefin metathesis metathesis catalysts catalysts are are one one of of the most commonly used class of catalysts. There There are are multiple multiple reviews reviews on on their their us useses in in various branches of chemistry and other sciences but a detailed review of their decomposition is missing, despite a large number of recent and important advances advances in in this this field. field. In In particular, particular, in in the the last last five five years years several several new new mechanism mechanism of decomposition,of decomposition, both both olefin-driven olefin-driven as well as well as induc as induceded by external by external agents, agents, have have been been suggested suggested and usedand usedto explain to explain differences differences in the decomposition in the decomposition rates and rates the metathesis and the metathesis activities activitiesof both standard, of both N-heterocyclicstandard, N-heterocyclic carbene-based carbene-based systems and systems the recently and the developed recently developed cyclic alkyl cyclic amino alkyl carbene- amino containingcarbene-containing complexes. -

Renewable Polymers from Itaconic Acid
RENEWABLE POLYMERS FROM ITACONIC ACID A Dissertation Presented to the Faculty of the Graduate School of Cornell University In Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy by Jacob Thomas Trotta August 2019 © 2019 Jacob Thomas Trotta ii RENEWABLE POLYMERS FROM ITACONIC ACID Jacob Thomas Trotta, Ph. D. Cornell University 2019 Itaconic acid (IA) is a biorenewable compound that is generated inexpensively and in large amounts by the fermentation of biomass. While a variety of structurally diverse polymers have been accessed from IA, continued exploration of efficient syntheses and polymerizations of novel monomers could lead to the development of sustainable materials that can help reduce society’s dependence of petroleum (Chapter 1). We show that from β-monomethyl itaconate, an IA derivative, we can utilize a selective addition strategy that allows access to both α-methylene-γ-butyrolactone (MBL, tulipalin A) and α-methylene-γ,γ-dimethyl-γ-butyrolactone (Me2MBL), which serve as high value biorenewable analogues to petroleum-derived methyl methacrylate. Subsequent polymerization of both Me2MBL and MBL through reversible addition- fragmentation chain-transfer (RAFT) polymerization generates well defined poly(Me2MBL) (PMe2MBL) and poly(MBL) (PMBL) polymers. Through physiochemical characterization, we show that PMe2MBL has desirable properties comparable with known PMBL materials (Chapter 2). We then extend our strategy to produce triblock polymers using PMBL end blocks with an IA-derived polyester mid- block. Using catalytic, solvent-free, and high yielding transformations from an itaconate source, we efficiently synthesize a saturated diol, a saturated diester, and an unsaturated diester. Subsequent step-growth polycondensation polymerizations of these monomers leads to polyesters with relatively high molar masses (> 10 kg/mol). -

A Convenient Method for Removing All Highly-Colored Byproducts Generated During Olefin Metathesis Reactions
ORGANIC LETTERS 2000 A Convenient Method for Removing All Vol. 2, No. 9 Highly-Colored Byproducts Generated 1259-1261 during Olefin Metathesis Reactions Leo A. Paquette,* Jeffrey D. Schloss, Ivan Efremov, Fabrizio Fabris, Fabrice Gallou, Jose´Me´ndez-Andino, and Jiong Yang EVans Chemical Laboratories, The Ohio State UniVersity, Columbus, Ohio 43210 [email protected] Received February 18, 2000 ABSTRACT Addition of a very modest amount of lead tetraacetate (1.50 equiv relative to the amount of Grubbs catalyst) to ring-closing metathesis reaction mixtures effectively removes all colored ruthenium and phosphine impurities to deliver colorless reaction products. The olefin metathesis reactions, in their cross-coupling, ring- employed, although its general ineffectiveness for producing opening, and particularly ring-closing modes,1,2 have devel- trisubstituted alkenes is generally recognized.7 oped into processes that are of considerable value to organic synthesis.3 The striking advances that have materialized in recent years stem largely from the availability of efficient molybdenum4 and ruthenium5 precatalysts having well- balanced electronic and coordinative unsaturation such that high turnover performance is manifested. Due to its increased stability, the Grubbs catalyst 16 has been most widely (1) Olefin Metathesis and Metathesis Polymerization; Ivin, K. J., Mol, J. C., Academic Press: New York, 1997. Despite the major advantages offered by this group of (2) Alkene Metathesis in Organic Synthesis;Fu¨rstner, A., Ed.; Springer: reactions, they share the same complication. Removal of the Berlin, 1998. (3) For recent reviews, consult: (a) Grubbs, R. H.; Miller, S. J.; Fu, G. darkly colored, metal-containing byproducts upon completion C. -

Review Article a Review on Olefin Metathesis Reactions As a Green Method for the Synthesis of Organic Compounds
Hindawi Journal of Chemistry Volume 2021, Article ID 3590613, 14 pages https://doi.org/10.1155/2021/3590613 Review Article A Review on Olefin Metathesis Reactions as a Green Method for the Synthesis of Organic Compounds Atitegeb Abera Tsedalu Department of Chemistry, Arba Minch University, Arba Minch, Ethiopia Correspondence should be addressed to Atitegeb Abera Tsedalu; [email protected] Received 15 August 2020; Revised 4 February 2021; Accepted 9 July 2021; Published 6 September 2021 Academic Editor: Pasquale Longo Copyright © 2021 Atitegeb Abera Tsedalu. )is is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Olefin metathesis is a metal-mediated C-C bond exchange by which the two fragments within the olefin precursor are redis- tributed as a result of breaking the double bond to obtain a new product. Currently, most of the synthetic organic compounds, polymers, drugs, plastics, and other synthetic materials are synthesized via the application of olefin metathesis reactions. In this review, different types of olefin metathesis reactions with their plausible mechanisms and their application in synthetic organic chemistry have been discussed. 1. Introduction )e aforementioned old methods have been proved in a synthesis framework of organic chemistry for C-C double )ere are many chemical transformation ways that are bond formation with their drawbacks. But because of the nonmetal processes that employ reactive functional groups, above overwhelming problems, the effective, environmen- like aldehydes and ketones, to form carbon-carbon bonds for tally friendly, and elegant method which is the olefin me- the synthesis of natural and synthetic organic compounds tathesis reaction has been viewed as a synthetic route for the applicable for different purposes.