The First Oxygen Sensor Developed by Bosch Was Installed
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Why Should You Change an Oxygen Sensor?
Why should you change an oxygen sensor? It is critical that oxygen sensors are replaced at the How to diagnose suggested intervals provided by vehicle manufacturers before the sensor fails. Following the State of oxygen sensor: recommendations will prevent long term damage to a Greenish, grainy discoloration. Possible cause: vehicle’s engine, reduce harmful carbon dioxide (CO2) Antifreeze has escaped and entered the combustion chamber. emissions and save money when refueling your vehicle. Measure: Replace the oxygen sensor. Check the engine block, cylinder head, intake An oxygen sensor’s service life varies: oxygen sensors manifold and head gasket for wear and cracks. with 1 – 2 wires have a typical service life between 30,000 – 50,000 miles; while 3 – 5 wire sensors have a life span of up to 100,000 miles. Checking and State of oxygen sensor: Blackened, with oily contamination. replacing worn out oxygen sensors has become a Possible cause: critical part of regular vehicle maintenance. Excessive oil consumption. Measure: Check the valve guides and seals, which may be worn. Replace the A worn out oxygen sensor can cause oxygen sensor. f Engine performance issues f Lower miles per gallon fuel efficiency State of oxygen sensor: Dark brown discoloration. f Excessive harmful exhaust emissions Possible cause: Air-fuel mixture too rich. Measure: f Catalytic converter damage Check the fuel pressure. Replace the oxygen sensor. Replacing a worn oxygen sensor f Improves engine performance f Reduces harmful emissions State of oxygen sensor: Reddish or white discoloration. Possible cause: f Optimizes fuel delivery for maximum Fuel additives in the gasoline. -

Oxyprobe-12-Mm-Manual.Pdf
® QUICK GUIDE • Calibration Chapter 4 • Troubleshooting Chapter 5 • Installation and Maintenance Chapter 7 P1806O 7/2003 Measurement and Control Products for Science and Industry 19 Thomas, Irvine, California 92618 USA Phone: 949.829.5555 Toll-Free: 800.288.2833 Fax: 949.829.5560 E-Mail: [email protected] Website: broadleyjames.com OxyProbe® Dissolved Oxygen Sensors ESSENTIAL INSTRUCTIONS READ THIS PAGE BEFORE PROCEEDING! This product has been designed, manufactured, and tested to meet many national and international standards. Because these sensors are sophisticated technical products, proper installation, use, and maintenance ensures they continue to operate within their normal specifications. The following instructions are provided for integra- tion into your safety program when installing, using, and maintaining these products. Failure to follow the prop- er instructions may cause any one of the following situations to occur: Loss of life; personal injury; property damage; damage to this sensor and warranty invalidation. • Read all instructions prior to installing, operating, and servicing the product. If this instruction manual is not the correct manual, telephone (949) 829-5555 and the requested manual will be provided. Save this manual for future reference. • If you do not understand any of the instructions, contact Broadley-James for clarification. • Follow all warnings, cautions, and instructions marked on and supplied with the product. • Inform and educate your personnel in the proper installation, operation, and maintenance of the product. • Install your equipment as specified in the installation instructions of the appropriate instruction manual and per applicable local and national codes. • To ensure proper performance, use qualified personnel to install, operate, update, calibrate, and maintain the product. -
Ford Diagnostic Scan Tool Flex-Fuel Compatible Parts Oxygen Sensor
Tools of theTrade Ford Diagnostic Scan Tool ly corrosive ethanol fuels, and are patible with antifreeze/coolant in The Ford Portable Diagnostic Soft- specifically designed to allow for in- both foreign and domestic cars and ware (PDS) Advanced Kit (Part No. creased flow capacity for those fuels. Upgrades in metals, polymers and plastics ensure durability and lasting performance in harsher alcohol fuel blends such as E85. Coverage in- cludes late-model applications from GM, Ford and Chrysler. Delphi Circle #151 Oxygen Sensor 3912) is a modular diagnostic tool kit Connector System light-duty trucks, old and new. Con- that includes a hand-held Pocket PC, The OE SmartLink oxygen sensor centrated formula Prestone Extended PDS software and a Vehicle Commu- connector system allows 14 OEM- Life Antifreeze/Coolant is designed nication Module (VCM). These com- to be compatible with antifreeze/ ponents allow the user to run Ford- coolant in any vehicle make or model specialized software in conjunction and can be used when conducting a with a Pocket PC to allow scan tool complete cooling system flush & re- functionality. This portable scan tool fill. Phosphate-, silicate- and borate- is CAN-compatible and supports di- free, this antifreeze/coolant is intend- agnostic services for most 1996 to ed to extend the life of the corrosion in- 2008 Ford, Lincoln and Mercury hibitor package so that it lasts for up to models with a 16-pin DLC connector. 5 yrs./150,000 mi. (whichever comes The tool’s flexible architecture can be first) when added to any extended-life programmed to execute a specific antifreeze/coolant. -

Wideband O2 Sensors and Air/Fuel (A/F) Sensors
Home, Auto Repair Library, Auto Parts, Accessories, Tools, Manuals & Books, Car BLOG, Links, Index Wideband O2 Sensors and Air/Fuel (A/F) Sensors by Larry Carley copyright 2019 AA1Car.com Wideband Oxygen sensors (which may also be called Wide Range Air Fuel (WRAF) sensors) and Air/Fuel (A/F) Sensors, are replacing conventional oxygen sensors in many late model vehicles. A wideband O2 sensor or A/F sensor is essentially a smarter oxygen sensor with some additional internal circuitry that allows it to precisely determine the exact air/fuel ratio of the engine. Like an ordinary oxygen sensor, it reacts to changing oxygen levels in the exhaust. But unlike an ordinary oxygen sensor, the output signal from a wideband O2 sensor or A/F sensor does not change abruptly when the air/fuel mixture goes rich or lean. This makes it better suited to today's low emission engines, and also for tuning performance engines. Oxygen Sensor Outputs An ordinary oxygen sensor is really more of a rich/lean indicator because its output voltage jumps up to 0.8 to 0.9 volts when the air/fuel mixture is rich, and drops to 0.3 volts or less when the air/fuel mixture is lean. By comparison, a wideband O2 sensor or A/F sensor provides a gradually changing current signal that corresponds to the exact air/fuel ratio. Another difference is that the sensor's output voltage is converted by its internal circuitry into a variable current signal that can travel in one of two directions (positive or negative). -
Mercury Med O2 Sensor Chart
Mercury Medical® Oxygen Sensors top view bottom view CROSS REFERENCE WALL CHART© # 10-103-00 10-103-01 10-103-02 10-103-03 10-103-05 10-103-06 10-103-07 10-103-08 10-103-10 10-103-11 10-103-13 10-103-14 10-103-15 10-103-16 10-103-17 10-103-18 10-103-19 10-103-20 10-103-00 10-103-01 10-103-02 10-103-03 10-103-05 10-103-06 10-103-07 10-103-08 10-103-10 10-103-11 10-103-13 10-103-14 10-103-15 10-103-16 10-103-17 10-103-18 10-103-19 10-103-20 10-103-00 # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # MANUFACTURER MANUF’S SENSOR # MANUFACTURER MANUF’S SENSOR # Air Shields (Drager) 6736140 Maxtec (Ceramatec) MAX-18 (R116P40) Air Shields (Drager) 6735142 Maxtec (Ceramatec) MAX-19 (R116P60) Air Shields (Drager) 8362030 (C2000 Isolette) Maxtec (Ceramatec) MAX-22CC (R116P30) Aladdin (Hamilton) Maxtec (Ceramatec) MAX-23 (R116P06) Alpha Med Maxtec (Ceramatec) MAX-25 (R100P51-002) Analytical Industries, Inc. PSR-11-33 Maxtec (Ceramatec) MAX-250 (R125P01-002) #10-103-01 Analytical Industries, Inc. PSR-11-33-1 Maxtec (Ceramatec) MAX-250E (R125P03-002) Analytical Industries, Inc. PSR-11-55 Maxtec (Ceramatec) MAX-43 (GE Giraffe) Analytical Industries, Inc. PSR-11-58 Maxtec (Ceramatec) MAXCell Analytical Industries, Inc. PSR-11-75-KE1 Medigas (Canada) Analytical Industries, Inc. PSR-11-75-KE2 Megamed (Switzerland) M1 Analytical Industries, Inc. PSR-11-77 Megamed (Switzerland) M2 Analytical Industries, Inc. PSR-11-915 (Single Cathode) Mercury (Anodyne CC) 81-800-5091 Analytical Industries, Inc. -

Dissolved Oxygen Measurements in Aquatic Environments: the E! Ects of Changing Temperature and Pressure on Three Sensor Technologies
SHORTTECHNICAL COMMUNICATIONS REPORTS Dissolved Oxygen Measurements in Aquatic Environments: The E! ects of Changing Temperature and Pressure on Three Sensor Technologies Corey D. Markfort* and Miki Hondzo University of Minnesota–Twin Cities Dissolved oxygen (DO) is probably the most important measurement of DO is one of the most frequently used and parameter related to water quality and biological habitat in one of the most important of all chemical variables investigated aquatic environments. In situ DO sensors are some of the T in aquatic environments (Wetzel, 2001). Dissolved oxygen most valuable tools used by scientists and engineers for the evaluation of water quality in aquatic ecosystems. Presently, we data provide valuable information regarding the biological and cannot accurately measure DO concentrations under variable biochemical reactions in aquatic ecosystems. For example, DO can temperature and pressure conditions. Pressure and temperature be used to measure how environmental factors aff ect aquatic life and infl uence polarographic and optical type DO sensors compared the capacity of aquatic ecosystem to produce and decompose organic to the standard Winkler titration method. ! is study combines matter. Consequently, DO is often used as an indicator of aquatic laboratory and fi eld experiments to compare and quantify the accuracy and performance of commercially available macro ecosystem health. While a signifi cant number of studies have been and micro Clark-type oxygen sensors as well as optical sensing conducted on the diff erent applications of DO sensor technologies, technology to the Winkler method under changing pressure most have focused on the steady-state operating characteristics of DO and temperature conditions. -

Protocol for Use and Maintenance of Oxygen Monitoring Devices 2021
National Institutes of Health Protocol for Use and Maintenance of Oxygen Monitoring Devices 2021 Authored by the Division of Occupational Health and Safety (DOHS) Oxygen Monitoring Program Manager. CONTENTS INTRODUCTION………………………………………………………………... 2 I. PURPOSE………………………………………………………………… 2 II. SCOPE……………………………………………………………………. 2 III. APPLICABLE REGULATORY, POLICY, AND INDUSTRY STANDARDS………………………………………... 3 IV. RESPONSIBILITIES …………………………………………….………. 4 V. TECHNICAL INFORMATION………………………………………….. 6 VI. REFERENCES…………………………………………………….……… 9 APPENDIX A – MANDATORY SIGNAGE………………………………….… 11 APPENDIX B – RECOMMENDED SIGNAGE………………………………… 13 ACRONYMS BAS Building Automation System DOHS Division of Occupational Health and Safety DRM Design Requirements Manual IC Institute/Center MRI Magnetic Resonance Imaging NMR Nuclear Magnetic Resonance OSHA Occupational Safety and Health Administration PI Principal Investigator TEM Transmission Electron Microscope TAB Technical Assistance Branch Disclaimer of Endorsement: Reference herein to any specific commercial products, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government, and shall not be used for advertising or product endorsement purposes. 1 INTRODUCTION Compressed gases and cryogenic liquids (e.g. nitrogen, helium, carbon dioxide, oxygen and argon) -
O2-Explaining the Oxygen Sensor
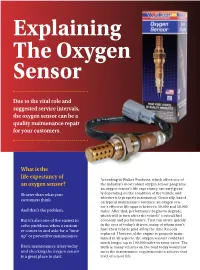
Explaining The Oxygen Sensor Due to the vital role and suggested service intervals, the oxygen sensor can be a quality maintenance repair for your customers. What is the life expectancy of According to Walker Products, which offers one of an oxygen sensor? the industry’s most robust oxygen sensor programs, an oxygen sensor’s life expectancy can vary great- Shorter than what your ly depending on the condition of the vehicle and whether it is properly maintained. Generally, based customers think. on typical maintenance routines, an oxygen sen- sor’s effective life span is between 30,000 and 50,000 And that’s the problem. miles. After that, performance begins to degrade, which will in turn affect the vehicle’ s overall fuel But it’s also one of the easiest to economy and performance. That can arrive quickly solve problems when a custom- in the eyes of today’s drivers, many of whom won’t er comes in and asks for a “tune have their vehicle paid off by the time it needs replaced. However, if the engine is properly main- up” or preventive maintenance. tained in all aspects, the oxygen sensors could last much longer, up to 100,000 miles in some cases. The Basic maintenance is key today truth is, many vehicles on the road today would not and checking the oxygen sensor meet the maintenance requirements to achieve that is a great place to start. level of sensor life. It’s no surprise that oxygen sensors need to be sors. Staying up-to-date with these technologies checked regularly and replaced as needed; they per- is critical in diagnosing the oxygen sensor and form under fierce conditions, battling harmful exhaust this technology will only continue to grow as gases, extreme heat and high velocity particulates. -

B-751 115048 Air Fuel Ratio
B-751 PRECAUTIONS: 115048 Read ALL instructions before installing instrument. Rev 2: 10/13/05 Follow ALL safety precautions when working on vehicle-wear safety glasses! ALWAYS disconnect (-) negative battery cable before making Installation Instructions electrical connections. Air/Fuel Ratio Gauge 2” & 2-5/8” HELP?: If after reading these instructions you don’t fully understand how to install your instrument(s), contact your local Stewart Warner distributor, or contact our Technical Support Team toll free at 1-866-797-7223 (SWP-RACE). Additional applications information may be found at www.SW-Performance.com. GENERAL APPLICATION: 12-volt DC negative (-) ground electrical systems (11-16 VDC operating voltage. Input: 0 to 1 volt from most factory and aftermarket oxygen sensors. 1 2 GAUGE MOUNTING (Figure 1): NOTE: Instructions apply to 2” & 2-5/8” gauges (nominal SAE diameters). Be careful when making panel cut-out! Recommended panel cut-out (hole size) for 2” nominal gauge is 2.098” +/- .02”. Recommended panel cut-out (hole size) for 2-5/8” nominal gauge is 2.670” +/- .03”. Secure the gauge in the hole using the supplied retaining bracket, lock washers and #8-32 nuts. Maximum torque for mounting screws is 6 in. lbs. TIP: It may be easier to pre-wire gauge before installing! Figure 1 3 4 AIR/FUEL RATIO GAUGE WIRING (Figure 2): 1. Disconnect negative (-) battery cable. 2. Using 18-ga. wire, connect the (-) terminal to a clean (rust/paint-free) engine ground. 3. Using 18-ga. wire, connect the (+) terminal to a switched +12V source. 4. Using 18-ga. -

Oxygen Sensors Bosch Is the World’S Leading Supplier of Oxygen Sensors
What drives you, drives us. Oxygen Sensors Bosch is the World’s Leading Supplier of Oxygen Sensors It’s been more than 40 years since Bosch invented the Oxygen Sensor and began series production in 1976. Today Bosch is the world’s largest manufacturer, market leader and the No.1 aftermarket supplier of oxygen sensors in North America. The main Bosch oxygen sensor plant is domestically located in Anderson, SC. Stateof-the-art manufacturing technology and quality control systems ensure that all Bosch Premium Oxygen Sensors meet or exceed OE specifications. Inventor of the Automotive Oxygen Sensor Internal Combustion Process Ignition Coil ECU GDI MAF Sensor Oxygen Spark Plug Sensors Catalytic Converter The oxygen sensor market has been continually Bosch continues to be the most well known and growing and changing since manufacturers first preferred oxygen sensor brand in the Independent began installing them on vehicles in the mid 1970s. Aftermarket by automotive repair shop technicians. The introduction of OBDI in the early 1990s, and From the first thimble type sensors to today’s later OBDII, responded to progressively stricter Wideband/Air-Fuel sensors, Bosch has consistently EPA emissions standards by monitoring automotive led the way as the market leader in oxygen sensor systems and components. As a result, vehicles built technology and innovation. since 1996 have required multiple oxygen sensors, positioned both before (upstream) and after (downstream) the catalytic converter. Bosch Thimble Oxygen Sensors Coated Double Laser-welded Stainless Steel Body Protection Threads Tube Patented Thimble Fast Acting Heater Ceramic Element (on 3-, 4- and 5-wire sensors only) Patented Platinum Power Grid Base Ceramic Probe Fine Particle Filter Coarse Particle Filter Bosch Patented Double Layer Protection System Bosch Thimble Type Oxygen Sensors Patented thimble ceramic element, featuring the Bosch patented platinum power grid for optimized sensing and peak performance at high temperatures. -
YSI the Dissolved Oxygen Handbook
The Dissolved Oxygen Handbook a practical guide to dissolved oxygen measurements YSI.com/weknowDO CONTENTS Introduction ....................................................................................................... 1 Dissolved Oxygen Sensors ................................................................................ 3 Optical Sensors .............................................................................................. 5 YSI Optical Dissolved Oxygen Instruments ............................................ 6 Optical Sensing Element ............................................................................ 7 How an Optical Sensor Measures Dissolved Oxygen ............................. 9 Electrochemical Sensors .............................................................................10 YSI Electrochemical Instruments ...........................................................10 Electrochemical Membranes ...................................................................12 How an Electrochemical Sensor Measures Dissolved Oxygen ............15 Advancements in Steady-state Electrochemical Sensors ......................20 Comparing Steady-state Polarographic and Galvanic Sensors ............21 Comparing Optical and Electrochemical Sensing Technologies ................25 Measurement Accuracy ..............................................................................25 Approved Methodology ..............................................................................28 Response Time .............................................................................................29 -

Oxygen Sensor Oxygen This Sensor Is a Galvanic Cell Type Oxygen Sensor That
Oxygen Sensor Oxygen This sensor is a galvanic cell type oxygen sensor that measure oxygen gas (O2) in air. It has a lead anode, a gold cathode, an acid electrolyte, and a Teflon membrane. The Sensor current flow between the electrodes is proportional to the oxygen concentration being measured. An internal bridge resistor is used to provide a mV output. Unlike polargraphic oxygen sensors, they do not require a power supply. The accompanying temperature sensor and resistance heater (inside the same housing) do require power as listed on page 8. The internal micro-heater serves to prevent condensation on the sensing membrane in high humidity applications. Owners Manual The mV output responds to the partial pressure of oxygen in air. The standard units for partial pressure are kPa. However, Model: O2S gas sensors that respond to partial pressure are typically calibrated to read out in mole fraction of the gas in air, or units -D or -F of moles of oxygen per mole of air. These units can be directly converted to % O2 in air, or ppm O2 in air. The concentration -S or -FR of oxygen in our atmosphere is 20.9476 %, and this precise percentage has not changed for decades. It is also constant -TM or -TC across changing temperatures or pressures. This allows for precise calibration of the instrument. Additional information and a sample datalogger program for Campbell Scientific Dataloggers can be found at our model O2S-F-S-TC website at: http://www.apogee-inst.com/oxygen_sensor.htm 1 Wiring for O2 sensor with thermistor (-TM) Using the Sensor red High side of differential channel (positive lead for sensor) black Low side of differential channel (negative lead for sensor) For the most stable reading, the clear Analog ground (for sensor) sensor should be used with the sensor green Single-ended channel (Positive lead for opening facing down.