B26817652.Pdf
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Beginning to Knit
Beginning To Knit This Lesson is reprinted by permission Pull down on both ends of the yarn to tighten the knot. of TNNA and contains portions of the Diagram 21. “How to Knit” book published by The Diagram 21 National NeedleArts Association (www. TNNA.org). Find full details for the new knitter in the complete “How to Knit” book available at your local yarn shop. Casting On - Double Cast On Method Measure off a length of yarn allowing one inch for each stitch you will cast on. Your pattern instructions will To cast on the second stitch, and all subsequent stitches, indicate this number. Make a slip-knot, it will be your hold the needle with the slip-knot in your right hand. first stitch. To make a slip-knot, make a pretzel shape Drape the short end of yarn over the thumb and the with the yarn and slip the needle into the pretzel as yarn from the ball over the index finger. Gently pull the shown. Diagrams 19 & 20. two ends of yarn apart to tighten the loop. Take care not to tighten it too much. The stitch should glide easily over the needle. Both strands of yarn should rest Diagram 19 in the palm of the left hand, with the last two fingers holding them down. Diagram 22. Diagram 22 Diagram 20 How To Knit Pull the needle downward, then insert the point of the Drop the thumb loop, then pull on the short end of needle up through the loop that is on your thumb. yarn with your thumb. -

Optimisation of the Warp Yarn Tension on a Warp Knitting Machine
AUTEX Research Journal, Vol. 12, No2, June 2012 © AUTEX OPTIMISATION OF THE WARP YARN TENSION ON A WARP KNITTING MACHINE Vivienne Pohlen, Andreas Schnabel, Florian Neumann, Thomas Gries Institut für Textiltechnik der RWTH Aachen University, Germany Otto-Blumenthal-Str. 1, D-52074 Aachen, Phone: +49 (0)241 80 23462, Fax: +49 (0)241 80 22422, E-Mail: [email protected], [email protected] Abstract: Investigations (calculations) based on a warp yarn tension analysis on a warp knitting machine with multiaxial weft yarn insertion allow prospective reduced yarn tension differences in technical warp knits. From this a future opportunity is provided to substitute the subjective warp let-off adjustment by a model of tension control. The outcome of this is a higher reproducibility with associated increasing process reliability and rising product quality. Key words: Multiaxial fabric, non-crimp fabric (NCF), warp knitting machine, warp yarn tension, yarn tension control. Initial situation warp knitted glass or carbon fibre layers. These are made on warp knitting machines with multiaxial weft insertion. These Increasing political pressure is demanding that industry now enable the production of NCFs for different applications by always produces environmentally sound products. The adjusting several parameters. automobile sector is developing more powerful, lighter electric vehicles (e.g. Megacity Vehicle, MCV). The MCV of BMW in A detailed study regarding various adjustable parameters on cooperation with SGL Automotive Carbon Fibers is based upon such a machine has not occurred in previous works. A basis a composite construction of steel, aluminium, and CFRP for this is provided by warp tension studies on conventional (carbon fibre reinforced plastic) of 40% [1]. -

Formulating Equations for Warp Knitted Structures (Fabrics) Notations Design Area
Published by : International Journal of Engineering Research & Technology (IJERT) http://www.ijert.org ISSN: 2278-0181 Vol. 5 Issue 03, March-2016 Formulating Equations for Warp Knitted Structures (Fabrics) Notations Design Area Dereje Berihun Sitotaw Textile Engineering Ethiopian institute of Textile and Fashion Technology, Bahir Dar University, Bahir Dar, Ethiopia Abstract— this formula is developed to solve the problems In warp knitting the fabric is produced by the developments of repeated mistakes during the notations of warp knitted of lap instead of loop in weft knitting for it is formed by structures. Notation of warp knitted fabrics is not easy lapping movement of warp yarn guide. The lappings are two like that of weft knitted fabrics. The degree of shifting, types depending of the movement of guide bar with yarn design areas, numbers of overlaps are the main things relative to needle surface and termed as overlap and considered during warp knitted fabrics designing. The underlap. Overlap is the lateral movement of the guide bars formula was developed by considering degree of wale on the beard or hook side of the needle. This movement is shift and number of overlaps in one line in the knitted normally restricted to one needle space. Underlap is the fabrics/structure. The formula will help warp knit lateral movement of the guide bars on the side of the needle designers particularly for those designing without remote from the hook or beard. This movement is limited software. The formulation was done by analyzing only by the mechanical considerations. It is the connection different types of warp knit structures. -
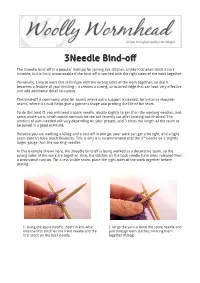
3Needle Bind-Of
3Needle Bind-of The 3needle bind-off is a popular method for joining live stitches. Unlike Kitchener stitch it isn't invisible, but is fairly unnoticeable if the bind-off is worked with the right sides of the work together. Personally, I like to work this technique with the wrong sides of the work together, so that it becomes a feature of your knitting – it creates a strong, structured ridge that can look very effective and add additional detail to a piece. This bind-off is commonly used for seams where extra support is needed, for instance shoulder seams, where it's bulk helps give a garment shape and prolong the life of the seam. To do this bind-ff, you will need a spare needle, ideally slightly larger than the working needles, and some waste yarn, which would normally be the tail recently cut after knitting has finished. The amount of yarn needed will vary depending on your project, and 3 times the length of the seam to be joined is a good estimate. Because you are working a k2tog and a cast-off in one go, your work can get a bit tight, and a tight seam doesn't have much flexibility. This is why it is recommended that the 3rd needle be a slightly larger gauge than the working needles. In this example shown here, the 3needle bind-off is being worked as a decorative seam, so the wrong sides of the work are together. Also, the stitches on the back needle have been released from a provisional cast-on. -

KNITTING Definition Statement Relationship Between Large Subject
D04B KNITTING Definition statement This subclass/group covers: weft knitting machines are covered by D04B 7/00 to D04B 13/00, details of, or auxiliary devices incorporated in such machines are covered by D04B 15/00 and articles made by such machines are covered by D04B 1/00 warp knitting machines are covered by D04B 23/00 to D04B 25/00, details of, or auxiliary devices incorporated in such machines are covered by D04B 27/00 and articles made by such machines are covered by D04B 21/00 details of, or auxiliary devices incorporated in knitting machines not limited to a specific kind of knitting machine are covered by D04B 35/00 miscellaneous knitting machines and articles made by such machines are covered by D04B 39/00 hand knitting equipment is covered by D04B 3/00, D04B 5/00 and D04B 33/00 auxiliary apparatuses or devices for use with knitting machines are covered by D04B 37/00 or for hand knitting equipment are covered by D04B 17/00, D04B 19/00 and D04B 31/00 Relationship between large subject matter areas The difference between the subclass D04B and B32B5 is as follows:layered products including knitted products as such should be classified in B32B5 only; layered products formed by a knitting process featuring specified patterns or information on the composition of the knit article should be classified in D04B. Note that such products may comprise additional coated faces. References relevant to classification in this subclass This subclass/group does not cover: Layered products (i.e. laminates) B32B 5/00 including knitted articles 1 Knitted products of unspecified A41A61F structure or composition, e.g. -
Textile Design: a Suggested Program Guide
DOCUMENT RESUME CI 003 141 ED 102 409 95 Program Guide.Fashion TITLE Textile Design: A Suggested Industry Series No. 3. Fashion Inst. of Tech.,New York, N.T. INSTITUTION Education SPONS AGENCY Bureau of Adult,Vocational, and Technictl (DREW /OE), Washington,D.C. PUB DATE 73 in Fashion Industry NOTE 121p.; For other documents Series, see CB 003139-142 and CB 003 621 Printing AVAILABLE FROM Superintendent of Documents,U.S. Government Office, Washington, D.C.20402 EDRS PRICE NP -$0.76 HC-$5.70 PLUS POSTAGE Behavioral Objectives; DESCRIPTORS Adult, Vocational Education; Career Ladders; *CurriculumGuides; *Design; Design Crafts; EducationalEquipment; Employment Opportunities; InstructionalMaterials; *Job Training; Needle Trades;*Occupational Rome Economics; OccupationalInformation; Program Development; ResourceGuides; Resource Units; Secondary Education;Skill Development;*Textiles Instruction IDENTIFIERS *Fashion Industry ABSTRACT The textile designguide is the third of aseries of resource guidesencompassing the various five interrelated program guide is disensions of the fashionindustry. The job-preparatory conceived to provide youthand adults withintensive preparation for and also with careeradvancement initial entry esploysent jobs within the textile opportunities withinspecific categories of provides an overviewof the textiledesign field, industry. The guide required of workers. It occupational opportunities,and cospetencies contains outlines of areasof instruction whichinclude objectives to suggestions for learning be achieved,teaching -

Mary Walker Phillips: “Creative Knitting” and the Cranbrook Experience
Mary Walker Phillips: “Creative Knitting” and the Cranbrook Experience Jennifer L. Lindsay Submitted in partial fulfillment of the requirements for the degree Master of Arts in the History of Decorative Arts Masters Program in the History of Decorative Arts The Smithsonian Associates and Corcoran College of Art + Design 2010 ©2010 Jennifer Laurel Lindsay All Rights Reserved TABLE OF CONTENTS LIST OF ILLUSTRATIONS.............................................................................................iii PREFACE........................................................................................................................... x ACKNOWLDGEMENTS ............................................................................................... xiv INTRODUCTION .............................................................................................................. 1 CHAPTER 1. CRANBROOK: “[A] RESEARCH INSTITUTION OF CREATIVE ART”............................................................................................................ 11 Part 1. Founding the Cranbrook Academy of Art............................................................. 11 Section 1. Origins of the Academy....................................................................... 11 Section 2. A Curriculum for Modern Artists in Modern Times ........................... 16 Section 3. Cranbrook’s Landscape and Architecture: “A Total Work of Art”.... 20 Part 2. History of Weaving and Textiles at Cranbrook..................................................... 23 -

BOUCLE' SHIRT Magic Yarn
BOUCLE’ SHIRT Magic yarn YARN Adriafil yarns MATERIALS 250 g. Magic yarn periwinkle blue no. 42. Knitting needles 4 and. 4 1/2. Circular knitting needle no. 4 1/2. Tapestry needle SIZE: 42 (44) PATTERN STITCHES Elastic rib Rib stitch 1/1 Knitted stitch Fancy stitch: work over 4 sts + 1 (the number of the stitches will vary as you work so that reference is made to the number of stitches of Rows 3 and 4). Row 1: k1, *6 sts in 1 st. (= in the same st work k1, p1 and k1 in back loop) *. Rep. from * to *, k1, (k1, pass over the prev. st on the stitch just worked) twice, k1 Row 2 and even rows: on reverse side. Row 3: k21, * 3 sts in 1 st., k1, (k1, pass over the prev. st on the st just worked) twice. Rep. from * to *, 3 sts in 1 st., k1 Row 5: repeat from Row 1 TENSION 10 x 10 cms with knitting needles 41/2 in fancy st = 17 sts and 18 rows WORKING INSTRUCTIONS Back: With knitting needles 4 1/2 Cast on 73 (77) sts and, for the border, work 4 rows in elastic rib and 4 rows in rib st 1/1, for a total of 2 cm.. Cont. in fancy st at the ends decs. 1 st every 6 rows 4 times. When work measures 20 (21) cm. from the beg., inc. at the ends 1 st every 4 rows 4 times. When work measures 33 (34) cm. from the edge, to shape the sleeve holes bind off on the sides, every 2 rows, 2 sts and 1 st twice. -
Let's Learn to Knit with Knit and Purl
4JE-01PO Let's Learn to Knit with Knit & Purl Contents Your Guide for the Project --------------------------------------- 3 What Is Knitting? ------------------------------------------------- 4 Your Knitting Tools ----------------------------------------------- 4 About Yarns -------------------------------------------------------- 5 4 Rules to Learn Before You Start to Knit -------------------- 6 Casting On—The First Step in Knitting ----------------------- 6 The Knit Stitch—Plain Knitting or Garter Stitch ------------ 8 The Purl Stitch --------------------------------------------------- 10 Ribbing ----------------------------------------------------------- 10 Binding Off------------------------------------------------------- 10 Sewing Seams---------------------------------------------------- 11 Suggested Patterns ---------------------------------------------- 12 Self Quiz ---------------------------------------------------------- 15 Prepared by Jo Ann S. Hilliker, former State Extension Specialist in Clothing & Textiles Based on “Let’s Learn to Knit” from the Oregon Cooperative Extension Service Subject matter support provided by Linda M. Heaton, Extension Specialist in Textiles and Environment, Family and Consumer Sciences Special appreciation is extended to the committee that inspired this project and worked long hours to make it a reality. Many thanks to: Thelma Smith, Shelby County Leader Marie Riggs, Fayette County Leader Katherine Hixson, Harrison County Leader Jane Bailey, former Shelby County Agent for Home Economics Karen Hill, -

Cactus Knitting Challenge Pattern and Supplies List
Cactus Knitting Challenge Pattern and Supplies List Supplies • Some green coloured yarn – you don’t need a lot of it (any shade works.) • Pink, White, or Purple yarn (about 1m) for making flowers on your cactus (if you like.) • A set of double pointed knitting needles (minimum of 4), smaller is better! Size 3.5 or 4 works well. • Scissors • A yarn needle for closing/finishing your project. • Some batting, an old sock or two that have lost their mate…or any scrap fabric or pillow fluff from an old pillow. • Ceramic pot, old coffee mug (espresso works well,) or another small container. You can always bring out the acrylic paints, glitter, or other craft supplies to decorate it if you like. Be sure to decorate it before you glue the cactus inside… • Some rocks, glass stones, or other heavy items to give the plant-base some weight. • A glue gun to attach your cactus to the base and secure your plant-base weights. Basic barrel cactus pattern (You can look online for other patterns depending on your skill level and/or the style of cactus you want.) 1. Measure the diameter of your plant pot/base. Cast on (use any method you like) enough stitches so that this cast-on row is approximately 1.5 times longer than the diameter of your pot; and is an EVEN number. Use a stitch marker to mark the end of your row. Row 1: Knit all stitches Row 2 (and rest of rows): K2, P2 to end. 2. When your knitting reaches 20-30cm (determine how tall you want your cactus to be) you can begin binding off using the slip-stitch decrease method. -

19. Principles of Yarn Requirements for Knitting
19. Principles of Yarn Requirements for Knitting Errol Wood Learning objectives On completion of this lecture you should be able to: • Describe the general methods of forming textile fabrics; • Outline the fibre and yarn requirements for machine knitwear • Describe the steps in manufacturing and preparing yarn for knitting Key terms and concepts Weft knitting, warp knitting, fibres, fibre diameter, worsted system, yarn count, steaming, clearing, winding, lubrication, needle loop, sinker loop, courses, wales, latch needle, bearded needle Introduction Knitting as a method of converting yarn into fabric begins with the bending of the yarn into either weft or warp loops. These loops are then intermeshed with other loops of the same open or closed configuration in either a horizontal or vertical direction. These directions correspond respectively to the two basic forms of knitting technology – weft and warp knitting. In recent decades few sectors of the textile industry have grown as rapidly as the machine knitting industry. Advances in knitting technologies and fibres have led to a diverse range of products on the market, from high quality apparel to industrial textiles. The knitting industry can be divided into four groups – fully fashioned, flat knitting, circular knitting and warp knitting. Within the wool industry both fully fashioned and flat knitting are widely used. Circular knitting is limited to certain markets and warp knitting is seldom used for wool. This lecture covers the fibre and yarn requirements for knitting, and explains the formation of knitted structures. A number of texts are useful as general references for this lecture; (Wignall, 1964), (Gohl and Vilensky, 1985) and (Spencer, 1986). -

Warp and Weft Knitting | Knitting | Basic Knitted Fabrics
Weft vs. Warp Knitting Weft Warp Weft knitting. Weft knitting uses one continuous yarn to form courses, or rows of loops, across a fabric. There are three fundamental stitches in weft knitting: plain-knit, purl and rib. On a machine, the individual yarn is fed to one or more needles at a time. Weft knitting machines can produce both flat and circular fabric. Circular machines produce mainly yardage but may also produce sweater bodies, pantyhose and socks. Flatbed machines knit full garments and operate at much slower speeds. The simplest, most common filling knit fabric is single jersey. Double knits are made on machines with two sets of needles. All hosiery is produced as a filling knit process. Warp Knitting. Warp knitting represents the fastest method of producing fabric from yarns. Warp knitting differs from weft knitting in that each needle loops its own thread. The needles produce parallel rows of loops simultaneously that are interlocked in a zigzag pattern. Fabric is produced in sheet or flat form using one or more sets of warp yarns. The yarns are fed from warp beams to a row of needles extending across the width of the machine (Figure 9b). Two common types of warp knitting machines are the Tricot and Raschel machines. Raschel machines are useful because they can process all yarn types in all forms (filament, staple, combed, carded, etc.). Warp knitting can also be used to make pile fabrics often used for upholstery. Back Knitting To form a fabric by the intermeshing of loops of yam. wale course Wen €hitting Loops are formed by needles knitting the yam across the width Each weft thread is fed at right angles to the direction of fabric formation.