September 22, 2000 FINAL ECONOMIC IMPACT ANALYSIS
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Recall Report Was Released by the Manufacturer
Report Prepared Exclusively for: HIP Services For the Property Located at: 220 Middle Street New Bern, NC 28519 On: 07/03/2020 Report Provided By: Home Inspection Professionals-HIP (800) 553-8876 See Next Page for Report Summary 220 Middle Street Introduction Important This report is intended for the use of the listed client and only for the address listed, for the appliances reported on the date indicated. The format of this report, and its content, is the property of RWS, and shall not be duplicated or distributed without the express written consent of RWS. Acceptance of this report indicates the acceptance of these terms. Terms and Conditions: Residential Warranty Services Inspector Services Group (RWS) will research and report to the end client directly, any and all potential manufacturer recall issues that have been reported to the U.S. Federal Government including to the CPSC, as well as the Canadian Federal Government including Health Canada, inclusive of all reports as of the day of the inspection back to January 1st, 1974. RWS is not responsible for inaccurately reported data, either from the field inspector or from the manufacturer, and furthermore shall only be held liable for any claims made by any party up to the cost of the report. This limit of liability shall extend to the field inspector as well. All reports will be submitted to the client within two business days of receipt of the appliance list. These terms were agreed to at time of inspection. Brought to You By: Home Inspection Professionals-HIP (800) 553-8876 https://www.HIPservices.com Page 2 of 17 | Questions? 1-888-854-0798 220 Middle Street General Safety Notices *Based on the age of your home and the utilities delivered to it. -

Professionally, Need to Transfer to One of Our Facilities That Is Closer to Home, Or Just Need a Change of Pace, the Health System Is a Great Place to Move and Grow
__________________________________________________________________________________ DATE: April 29, 2016 University Health System - Business Center Procurement Services department – 2nd Floor 355-2 Spencer Lane San Antonio, TX 78201 SOLICITATION: RFP-216-02-004-SVC Food & Nutritional Management Services AMENDMENT NO. 5 RE: Questions & Answers __________________________________________________________________________________ The purpose of Amendment No. 5 is to provide answers to the questions that were submitted on or before April 13, 2016, 12:00 PM CST as instructed on page 7 of the bid solicitation document. 1. Are there any current areas of concern? Answer: The health system is currently focused on its patient satisfaction as it relates to food services, financial responsibility (minimizing of expenses and maximizing revenue), and service delivery to our patients. 2. Does the hospital provide admin/clerical support? Answer: Yes, the health system provides one administrative associate to support the Nutritional Services departments. 3. Can you please provide a breakdown of revenue by the four various retail outlets? You gave us an overall meal number which doesn’t make sense. Answer: 2015 Revenues are as follows: Cafeteria UH - $3,861,509 Cafeteria RBG - $464,092 Cafeteria TDI - $225,730 Gift Shop UH - $1,204,028 4. What is the equation used to calculate your UOS/Meals? Answer: Total Patient Days (including OBS days) x 2.4; 2015 Patient Days 167,039 x 2.4 = 400,893 annual meals 5. Please confirm whether the selected vendor(s) be asked to retain any of the current management staff in either service line? Answer: The selected vendor will not be responsible for retaining any of the current management staff within Nutritional Services. -

Warranty on a Manufacturer's Product Will Apply When Purchased
Warranties and Manufacturer Contact Information Any warranty on a manufacturer's product will apply when purchased. To receive a free copy of the manufacturer's warranty, either before you buy or as a replacement, write to: Attn: Warranty Request Customer Care, P.O. Box 949 Minneapolis, MN 55440 Or call (1-888-237-8289). You can also contact the manufacturer directly. Manufacturers' Contact Information Manufacturer Phone Number 0-9 Back to top 01 Communique Laboratory, Inc. 905-795-2888 3DO Company 650-261-3454 3M 888-364-3577 989 Studios 800-345-7669 A Back to top Absocold 888-396-7501 Absolute Software 800-220-0733 Acclaim 516-759-7800 Acer 866-695-2237 Actiontec 800-371-0442 Actiontec 408-752-7700 Activision 310-255-2050 Adaptec 800-442-7274 Admiral (Maytag) 800-688-9900 Adobe Systems 800-833-6687 ADS Technologies 562-926-4338 Advanced Micro Devices (AMD) 800-222-9323 Advent (NHT) 800-732-6866 Advent TV 888-474-2314 Aerial Communications (Voicestream) 800-937-8997 Agetech 408-736-8001 AG Neovo 866-246-3686 Aiptek 949-585-9600 AI Tech International 800-882-8184 Airtouch Cellular & Paging (Verizon) 800-626-6611 Aiwa 800-289-2492 Alaron 800-521-3832 Alienware 866-287-6727 Alienware 800-494-3382 Allsop 800-426-4303 Alpine 800-257-4631 Altec Lansing 800-258-3288 Amana 800-843-0304 AMD (Advanced Micro Devices) 877-284-1566 America Online 800-827-6364 American Action 909-869-6600 American International 800-336-6500 American Power Conversion 800-800-4272 American Terminal Supply 800-826-4697 Antec 888-542-6832 AOC (EPI) 800-343-5777 AOL 800-827-6364 APC 800-555-2725 Apex Digital, Inc. -

Residential Clothes Washers Qualified Product List List Posted on May 16, 2011
Residential Clothes Washers Qualified Product List List Posted on May 16, 2011 Below are currently qualified ENERGY STAR models available for sale in the U.S. Volume Annual Energy Use Annual Water Use Brand Name Model Number Load Configuration Water Factor (WF) (cubic feet) (kWh/year) (gallons/year) Amana NFW7300W*+ Front Load 3.46 162 5,425 4 Amana NFW7600X*+ Front Load 3.86 177 6,204 4.1 Ariston ARWF149 Front Load 1.82 141 3,933 5.51 Ariston ARWL129 Front Load 1.82 105 3,541 4.96 Ariston ARWXF129 Front Load 1.82 105 3,541 4.96 Ariston ARXL129 Front Load 1.82 105 3,541 4.96 Asko W6324 Front Load 2.12 140 2,741 3.3 Asko W6424 Front Load 2.12 140 2,741 3.3 Asko W6884 ECO Front Load 2.12 140 2,741 3.3 Asko W6984 Front Load 2.12 140 2,741 3.3 Bosch WAE20060UC Front Load 1.91 125 3,818 5.1 Bosch WAS20160UC Front Load 2.16 140 4,064 4.8 Bosch WAS24460UC Front Load 2.16 145 4,064 4.8 Bosch WFVC33xxUC Front Load 3.31 130 4,282 3.3 Bosch WFVC44xxUC Front Load 3.31 120 4,412 3.4 Bosch WFVC54xxUC Front Load 3.31 130 4,282 3.3 Bosch WFVC64xxUC Front Load 3.31 130 4,282 3.3 Bosch WFVC84xxUC Front Load 3.31 130 4,282 3.3 Crosley CAW12444X*+ Top Load 3.60 124 5,504 3.9 Crosley CFW4500K** Front Load 3.00 196 4,939 4.2 Crosley CFW4700*** Front Load 3.81 96 5,377 3.6 Crosley CFW7500K** Front Load 3.00 203 5,057 4.3 Crosley CFW7700*** Front Load 3.65 83 4,722 3.3 Elba WA37T26EW2 Top Load 3.00 198 7,056 6 Electrolux EIFLS55*** Front Load 4.05 138 5,557 3.5 Electrolux EIFLS60** Front Load 4.30 102 4,720 2.8 Electrolux EIFLW55*** Front Load 4.05 138 5,557 -
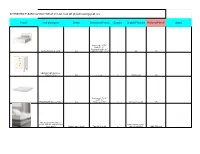
IF INTERESTED PLEASE CONTACT ME at 914-826 1629 OR [email protected]
IF INTERESTED PLEASE CONTACT ME AT 914-826 1629 OR [email protected] Picture Item description Brand Dimensions Inches Quantity Original Price/unit Reduced Price $ Status King Length: 83 7/8 " Width: 81 1/2 " Footboard height: 26 " HEMNES King Bed - White Ikea Headboard height: 47 1/4 " 1 260 130 HEMNES Night Stand w/ 2 drawers- White Ikea 21 1/4x26 " 2 199 (99 each) 100 KIng Length: 79 1/2 " Width: 76 " TROMSDALEN Matress Topper Ikea Thickness: 2 3/4 " 1 349 (used 1 week!) 175 Twin XL Luxury Firm Matress (can be used with king frame like 1500 (750 each) USED shown above) Saatva ( barely used!) Twin XL 38" x 80" 2 ONLY 5 MONTHS 1000 (500) each Width: 18 1/8 " Depth: 13 3/4 " Height: 27 1/2 " Drawer depth (inside): 9 " HEMNES Night Stand -White Ikea 1 70 35 Max. length: 61 "Height: 29 1/8 "Diameter: 43 1/4 "Max. length: 155 INGATORP extendable table- white Ikea 1 349 175 Width: 16 7/8 Depth: 20 1/2 " INGOLF Chair- white Ikea 6 294 (49 each) 150 Height: 17 "Shade diameter: 7 " RANARP Work Lamp Ikea 3 83.97(27.99each) 45 (15 each) Diameter: 15 "Cord length: 4 '11 " RANARP PENDANT LAM Ikea 1 39.99 20 Length: 70 7/8 "Width: 23 1/4 "Height: 15 3/4 " STOCKHOLM Oval Coffee table Ikea 1 229 115 Width: 26 3/8 " Depth: 26 3/8 " Max. height: 41 " Seat width: 20 7/8 " Seat depth: 16 1/8 " Min. seat height: 16 7/8 " Max. -

Investor Presentation
2019 Investor Day New York Stock Exchange // May 23, 2019 Whirlpool Corporation [Placeholder for Agenda Title] Investor Day ‒ May 23, 2019 OVERVIEW Welcome, Overview and Introductions M. Tunnicliff 9:00 am - 9:05 am Why Invest in Whirlpool? M. Bitzer 9:05 am - 9:10 am Our Unique Structural Position & M. Bitzer 9:10 am - 9:40 am Strategic Digital Transformation J. Liotine Regional Catalysts for Growth Regional Presidents 9:40 am - 10:20 am Capital Allocation for Superior Value Creation J. Peters 10:20 am - 10:45 am Q&A Executive Committee 10:45 am - 11:45 am Closing Remarks M. Bitzer 11:45 am - noon Box Lunches to Go All noon - 12:30 pm Whirlpool Corporation Welcome,[Placeholder Overview for Agendaand Introductions Title] Investor Day ‒ May 23, 2019 2 GLOBAL EXECUTIVE TEAM Marc Bitzer João Brega Roberto Campos Liz Door Kirsten Hewitt Chairman & Chief EVP & President, Sr VP, Global Sr VP, Global Sr VP and Chief Executive Officer Whirlpool Latin America Product Organization Strategic Sourcing Legal Officer Jim Peters Joe Liotine Carey Martin Gilles Morel Sam Wu EVP & Chief EVP & President, Sr VP & Chief Human EVP & President, Whirlpool EVP & President, Financial Officer Whirlpool North America Resources Officer Europe, Middle East & Whirlpool Asia Africa Whirlpool Corporation [PlaceholderIntroductions for Agenda Title] Investor Day ‒ May 23, 2019 3 2019 INVESTOR DAY – AGENDA 1. Why Invest in Whirlpool? 2. Our Unique Structural Position & Strategic Digital Transformation 3. Regional Catalysts for Growth 4. Capital Allocation for Superior Value Creation -

Importance of Mode of Entry Decisions on International Brandingcase Study
ACKNOWLEDGEMENTS I thank very much my supervisor Prof. Dr. Figen Yildirim for orienting me in perfect way in my work. In the same time, I am very thankful to Doc. Dr Ozgur Kokalan for being a perfect role model and helping in everything during seven-year period that I know him. Many thanks go for my family for supporting me in every step in my life. A special thanks goes for my fiancé for motivating me during this process. I would like to thank also my friends especially Albana Balla which was writing her thesis also, and we spent lots of days just working about it and supporting each other. A special thank is for members of jury which encourage me to go further with this thesis. Gentjan ULAJ İstanbul, October 2019 iii ÖZET ULUSLARARASI MARKALAŞMA SÜRECİNDE ULUSLARARARASI PAZARLARAR GİRİŞ YÖNETEMİN ÖNEMİ ARCELİK A.Ş ÜZERİNDE BİR ARAŞTİRMA Yüksek Lisans, İşletme Yönetimi Tez danışmanı: Prof. Dr. Figen Yıldırım Ekim- 2019, xv + 113 Sayfa Globalleşme ve teknoloji nedeniyle ekonomik koşullar çok hızlı değişiyor ve şirketlerin bu hızlı değişime ayak uydurmaları gerekiyor. Günümüz dünyasında, şirketler uluslararası pazarların bir parçası olmak için varlık buluyorlar. Ancak uluslararası olma ihtiyacının farkına varmak, sadece başlangıç. Şirketlerin belirli bir pazara girerken kullanacakları en iyi yöntemi, bu kararlarını etkileyen birçok faktörü göz önünde bulundurarak bulması çok önemlidir. Aynı zamanda, tüketiciler için istediğiniz her ürünü bulabileceğiniz bir dünyada yaşıyorken ve özellikle ürünler birbirleriyle daha benzer hale gelirken, onları birbirinden ayırmak çok zor, bu nedenle şirketler tüketicilerin karar verme süreçlerinde akıllarında yer almak için sürekli çaba sarf etmek zorundalar. Bir şirket için yerel pazarda markalaşmak kolay değildir, fakat uluslararası bir marka yaratmak çok zordur. -

2017 Annual Report 2017 Annual
2017 ANNUAL REPORT 2017 ANNUAL Whirlpool Corporation 2017 Annual Report * Please visit our online Annual Report at WhirlpoolCorp.com/2017Annual Stockholder and Other Information Whirlpool Corporation’s Annual Report on Form 10-K, and other fnancial information, is available free of charge to stockholders. OUR GLOBAL PRESENCE The Financial Summary contained in this The Annual Report on Form 10-K and Stock Exchanges Annual Report should be read together company earnings releases for each Common stock of Whirlpool Corporation with Whirlpool Corporation’s Financial quarter — typically issued in April, July, (exchange symbol: WHR) is listed on the Statements and related notes, and October and February — can be obtained New York and Chicago stock exchanges. “Management’s Discussion and Analysis.” by contacting: Trademarks This information appears in the company’s Max Tunnicliff Bauknecht, Brastemp, Consul, Design of the Net Sales Employees 2017 Annual Report on Form 10-K fled with Senior Director, Investor Relations stand mixer, Hotpoint,* Indesit, KitchenAid, the Securities and Exchange Commission, $21B 92K Whirlpool Corporation Maytag, Whirlpool, and Yummly are trademarks which is available on the company’s 2000 N. M-63, Mail Drop 2609 of Whirlpool Corporation or its wholly or website at Investors.WhirlpoolCorp.com. Benton Harbor, MI 49022-2692 majority-owned affliates. Telephone: 269-923-2641 Products Manufacturing Fax: 269-923-3525 Email: [email protected] Sold Locations 72M 43 Board of Directors Samuel R. Allen † (3,4) Gerri T. Elliott(1,2) Harish Manwani(3,4) Sales By Reportable Segment Chairman and Chief Executive Offcer, Former Executive Vice President & Strategic Global Executive Advisor, Deere & Company Advisor, Juniper Networks, Inc. -

P52800 the Middleby Corporation 10Kw 2021 V1
2020 Annual Report 2020 FINANCIAL HIGHLIGHTS (dollars in thousands) 2020 2019 2018 2017 2016 NET SALES $2,513,257 $2,959,446 $2,722,931 $2,335,542 $2,267,852 GROSS PROFIT $882,048 $1,103,497 $1,004,140 $912,741 $901,180 INCOME FROM OPERATIONS $324,431 $514,043 $445,966 $378,613 $419,018 NET EARNINGS $207,294 $352,240 $317,152 $298,128 $284,216 EPS ON NET EARNINGS $3.76 $6.33 $5.70 $5.26 $4.98 WEIGHTED AVERAGE SHARES 55,136,000 55,656,000 55,604,000 56,719,000 57,085,000 CASHFLOW FROM OPERATIONS $524,785 $377,425 $368,914 $304,455 $294,110 TOTAL ASSETS $5,202,474 $5,002,143 $4,549,781 $3,339,713 $2,917,136 TOTAL DEBT $1,729,596 $1,873,140 $1,892,105 $1,028,881 $732,126 STOCKHOLDERS´ EQUITY $1,976,649 $1,946,814 $1,665,203 $1,361,148 $1,265,318 STOCK PRICE PERFORMANCE 300 250 200 Middleby 150 NASDAQ Composite Index NASDAQ 100 index 100 50 2015 2016 2017 2018 2019 2020 $3,200 $400 $7 3,000 2019 2019 2019 2,800 2018 350 6 2018 2020 2,600 2018 2017 2017 2,400 2017 300 2016 2016 2016 5 2,200 2,000 250 4 1,800 2020 2020 1,600 200 1,400 3 1,200 150 1,000 2 800 100 600 1 400 50 200 0 0 0 NET SALES NET EARNINGS EPS ON NET EARNINGS (dollars in millions) (dollars in millions) UNITED STATES SECURITIES AND EXCHANGE COMMISSION Washington, D.C. -

100 Years at a Glance 1916 Upton Machine Company Sells Its First Order of Washers to Sears, Roebuck & Co.— 1911 Beginning a Long Business Relationship
Whirlpool Corporation 100 Years at a Glance 1916 Upton Machine Company sells its first order of washers to Sears, Roebuck & Co.— 1911 beginning a long business relationship. Upton Machine Company is founded by Lou and Emory Upton in Benton Harbor, 1917 Michigan, to produce electric motor- Lou Upton writes a company letter to driven wringer washers. Lowell Bassford employees’ wives instructing them to provides the needed capital. enjoy some time with their husbands, who were given a paid vacation—a concept unheard of at the time. This strong sense 1912 of community and responsibility remains Upton Machine Company receives its central to company’s core values and the first order and contract with the Federal Whirlpool Way. Electric division of Commonwealth Edison. When Upton unknowingly delivers an early order of washing 1918 machines with defective transmission The trade name KitchenAid® is created. gears, the company recalls the machines The Hobart Manufacturing Company and replaces the faulty parts at no cost. registers the name in 1920. This show of integrity and commitment to quality so impresses Federal Electric that it doubles its order. 1911 Whirlpool’s First Electric Wringer 1919 Bauknecht is founded. With seed capital Founder and President Louis Upton 1914 stock, they gain the plant, equipment, of 500 marks, Gottlob Bauknecht forms inventory and goodwill of American his first electrotechnical workshop in Upton Machine Company is under Tailfingen, Germany, developing electric threat of closure when Federal Electric Tool Works. Upton Machine Company begins producing camp kits, ironers, and 1915 motors to make manual labor easier for begins manufacturing its own washers the masses. -

Putney Auction Service
PUTNEY AUCTION SERVICE Food VEHICLES, ANTIQUES, TRACTORS, COLLECTIBLES, SPORTS CARD COLLECTION, PRIMITIVES, Available FURNITURE, LAWN & GARDEN, TOOLS, HOUSEHOLD, MOVING & ESTATE AUCTION Sunday, July 28th, 2019 at 12:01PM 2612 W. 2nd Ave. (Hwy 92 West) • Indianola, IA 50125 • 515-961-4124 • www.putneyauction.com Will run 2- 3 rings so we will be done by 3:30! We have moved into are NEW building on the very west side of Indianola stop by and see what we have been working on! The A/C is on in the entire Building!! Open Wednesday – Saturday This is auction contains a nice line up of good clean furniture along with small kitchen appliances, including pots and pans 8am to 5pm for viewing. that are new in the box or like new condition. GOOD LUCK TO ALL THE VEHICLES/TRACTORS/EQUIPMENT/TRAILERS/BOATS: 2001 Buick LeSabre-White, full power 3800 V6, good tires, keyless entry, AM/ 4-H AND FFA PARTICIPANTS AT FM cassette this car runs and drives great and clean as clean can get-Very Nice; John Deere 790 tractor, 4 wheel drive, diesel, ROPS, 3 THE COUNTY FAIRS! pt., 540 pto, 60” deck, 1,430 hours; 1935 WC tractor, steel wheels on back, motor stuck does not run WC3237; Husqvarna 254F ZTR, 50” deck, 24 HP Briggs engine, 70 hours-excellent condition; John Deere F525 ZTR, 48” deck, wheel weights all around; Mahindra Emax 25 utility tractor, 220hrs. diesel. 25L-3 loader, 50” bucket, joy stock loader control, ROPS, 3 pt., 540 pto., lights, 4X4, 27X12.50-15NHS rear tires, 20X8.00-10 NHS front tires; Troy Bilt riding mower, hydrostat drive 48” deck, 24 HP Kohler engine; Yard Machine riding mower, 18.5 Briggs engine, 40” deck, Hydrostat drive 48” deck, Fresh oil ready to go; 1937 WC tractor on rubber, mid mount sickle mower, 6 ½ bar bar, engine doesn’t run-not stuck, SN #WC60748; Jansen MB-300 self-contained backhoe, 8’ boom, outriggers, 8” & 14” bucket; International 10’ disc, 18” front tires, 16” rear tires w/cylinder; John Deere 3 pt. -

Energy Star Certified Clothes Dryers
Welcome! Log-in or Audio troubles We will begin shortly • Please type question in the Question tab for help. • Go To Webinar Technical Support: 1-888-646-0014. • If you can’t hear the audio through the computer, you can also listen in by calling: US/Canada Toll 1-562-247-8321 (access code: 617 349 837). Questions • There will be a Q&A session at the end of the presentation. • Submit questions to the organizer and panelists through the Questions tab. Presentation Slides & Recording • Presentation slides will be sent to all participants. • This session will be recorded. A link to the recording will be sent to all attendees. Notes • To improve audio quality, all attendees are muted upon entry. • Please make sure to not put your phone on hold during the session—if you need to leave, you can hang up and call back later. • There will be polling questions at the end of the webinar. ENERGY STAR ® Certified Clothes Dryer Webinar July 23, 2015 2 Agenda • 1:00 – 1:05 Welcome • 1:05 – 1:20 ENERGY STAR Dryer Update and Resources Presenters from: • 1:20 – 1:30 PSEG Long Island • 1:30 – 1:40 Baltimore Gas and Electric • 1:40 – 1:50 New Jersey Clean Energy Program • 1:50 – 2:00 Q & A Discussion 3 Clothes Dryers Market Opportunity • Market Opportunity – Consumers spent $2.5 billion on dryers in the U.S. in 2012, continues to increase each year – 90 million U.S. households use a clothes dryer at home – 80% are electric – Over 50 million U.S.