Inu- 7 the Worldbank Policy Planningand Researchstaff
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Intermodal Freight Transport Key Statistical Data 1 D Ζ JJC · 3 1992-1997
ζ o o Ui Oí Intermodal freight transport key statistical data 1 D ζ JJC · 3 1992-1997 THEME 7 Transport eurostat STATISTICAL OFFICE OF THE EUROPEAN COMMUNITIES L-2920 Luxembourg — Tél. 4301-1 — Télex COMEUR LU 3423 B-1049 Bruxelles, rue de la Loi 200 — Tél. 299 11 11 A great deal of additional information on the European Union is available on the Internet. It can be accessed through the Europa server (http://europa.eu.int). Cataloguing data can be found at the end of this publication. Luxembourg: Office for Official Publications of the European Communities, 1999 ISBN 92-828-7307-2 © European Communities, 1999 Printed in Luxembourg PRINTED ON WHITE CHLORINE-FREE PAPER τ» O κ C LU σι σι Ci Intermodal freight transport key statistical data 1992-1997 # * EUROPEAN Δ THEME 7 COMMISSION eurOStat le^iiJ Transport Preface This publication is the first step to publish existing non-harmonised statistical data on intermodal freight transport concerning the European Union. The publication will be progressively improved in the future when more data on intermodal transport becomes available. All comments and suggestions to improve this publication are welcome and should be sent to the following address: European Commission Statistical Office of the European Communities Unit OS/C/2 Jean Monnet Building, Rue Alcide de Gasperi L-2920 Luxembourg e-mail: [email protected] Ξ£ EU Intermodal Freight Transport eurostat TABLE OF CONTENTS Introduction 7 Executive summary 8 Intermodal transport key data 10 General situation and trends of transport -

Global Brand List
Global Brand List Over the last ten years Superbrand, Topbrand and Grande status in over 10 countries: Marque status have become recognised as the benchmark for brand success. The organisation has produced over 5000 case DHL, American Express, Audi, AVIS, Sony, studies on brands identified as high achievers. These unique McDonald's, MasterCard, Philips, Pepsi, Nokia, stories and insights have been published in 100 branding bibles, Microsoft, Gillette, Kodak and Heinz. 77 of which were published in Europe, the Middle East and the Indian sub-continent. The following brands have achieved Superbrands ® 1C Aim Trimark Amstel Asuransi Barbie 3 Hutchison Telecom AIMC *Amsterdam AT Kearney Barca Velha 3 Korochki Air Asia Amsterdam Airport Atlas Barclaycard 36,6 Air Canada Amway Atlas Hi-Fi Barclays Bank 3FM Air France An Post Aton Barista 3M Air Liquide Anadin atv BARMER 7-Up Air Miles Anakku Audi Barnes & Noble 8 Marta Air Sahara Anchor Audrey Baron B A Blikle Airbus Ancol Jakarta Baycity Aurinkomatkat Basak¸ Emeklilik A&E Airland Andersen Consulting Australia Olympic Basak¸ Sigorta A-1 Driving Airtel Andersen Windows Committee BASF AA2000 AIS Andrex Australia Post Basildon Bond AAJ TAK Aiwa Angel Face Austrian Airlines Baskin Robins AARP Aji Ichiban Anlene Auto & General Baso Malang AB VASSILOPOULOS Ak Emekliik Ann Summers Auto Bild Bassat Ogilvy ABBA Akari Annum Automibile Association Bata abbey Akbank Ansell AV Jennings Batchelors ABC Al Ansari Exchange Ansett Avance Bates Abenson Inc Al Ghurair Retail City Antagin JRG AVE Battery ABN Amro -

Vlistdiep Laatste
© REPRINTED FROM HSB INTERNATIONAL Photo by Henk Zuur-Delfzijl,The Netherlands VLISTDIEP BODEWES DELIVERS VERSATILE GENERAL CARGO / CONTAINER SHIP WITH CARGO GEAR Builders: Bodewes Shipyards, Hoogezand, Netherlands Owners: Hartmann Logistik GmbH, Leer, Germany After successful seatrials on 18 September The ‘Vlistdiep’ is a 7750 DWAT General Layout 2007, Bodewes shipyard has delivered the Cargo Multi Purpose vessel equipped with The ‘Vlistdiep’ has a bulbous bow which is general cargo vessel ‘Vlistdiep’ to her owners two cranes on deck allowing her to load or used as the forepeak ballast tank. Between the on the 21st of September.Three sections of unload her cargo in ports without facilities. fore peak tank and the deep tank, which is the hull and the superstructure were built in The owners are Hartmann Logistik GmbH also used for ballasting, we find the bow Poland and towed to the shipyard in from Leer,Germany, and the ship will be man- thruster room and the anchor chain lockers. Hoogezand.The sections were fully painted at aged by Groningen-based Feederlines B.V. Above main deck, the ‘Vlistdiep’ has a raised the construction yard. which is part of the Hartmann group. forecastle deck which also houses the ventila- The superstructure was simply transported The vessel was launched into the local river tion machinery for the forward cargo hold. inside the hold of one of the sections. After “Oude Winschoterdiep” on July 12th 2007, Between the forward and aft cargo hold, a 1.5 arrival in Hoogezand, the ring sections were causing the customary tsunami on both sides m long transverse structure houses the cargo welded together with the two Dutch-built of the river.The yard has a particularly busy hold ventilation ducts, the air drying equip- ring sections and the superstructure was time this fall, with a delivery approximately ment and a pump room for the framo anti- placed on top.The outfitting took place in the every third week. -

Reference Projects
REFERENCE PROJECTS Project Locations around the World © HPC Hamburg Port Consulting GmbH On the following pages, you will find a comprehensive list of the projects HPC has conducted ever since our foundation in 1976. 22/07/2021 HPC Hamburg Port Consulting GmbH 1/94 REFERENCE PROJECTS Project Title Client, Location Start Date Construction Supervision for Six Automated Victoria International Container Terminal 2021 Container Carriers in Melbourne, Australia Ltd. PR-3241/336003 Melbourne; Australia Application for Funding of 5G Campus HHLA Hamburger Hafen und Logistik AG 2021 Network Hamburg; Germany PR-3240/331014 Simulation Analysis Study for CTA with Fully HHLA Hamburger Hafen und Logistik AG 2021 Automated Truck Handover Hamburg; Germany PR-3238/331013 Initial Market Study for a New "Condition EMG Automation GmbH 2021 Monitoring & Predictive Maintenance" Wenden; Germany PR-3239/332005 Business Model Support with Funding Applications for the B- HHLA Hamburger Hafen und Logistik AG 2021 AGV System at Container Terminal Hamburg; Germany PR-3233/331011 Burchardkai HPC Secondment BHP Safe Mooring IPS Aurecon Australasia Pty Ltd 2021 Melbourne; Australia PR-3236/336002 Brazil, Sagres Implementation of OHS Sagres Operacoes Portuarias Ltda 2021 Recommendations Cidade Nova Rio Grande RS; Brazil PR-3234/334002 IT Management Support for a German CHI Deutschland Cargo Handling GmbH 2021 Cargo Handling Company Frankfurt/Main; Germany PR-3235/332004 PANG Study on the Ability of Ports on the Puerto Angamos 2021 Western Coast of Latin America to Handle -
E 1 E---- I ,:, Ii' !11 -'-J :!,/ T T Ii ! I 3, - L$ .-Rar-=
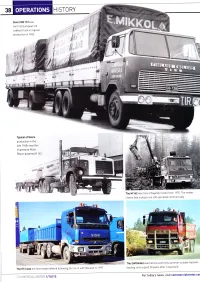
:* '.'#d:-:#i Sisu's KB 1 12 was 1.-*, the first EuroPean tiLt d .Pltl cabbed truck in regu[ar production in 1962 , Jrlfi lfl,e+ J +--lr€*ALLlj il rr,;rr :, E 1 E---- I ,:, ii' !11 -'-J :!,/ t t ii ! I 3, - l$ .-rar-= i Typical. of Sisu's production in the [ate '1960s was this impressive Ro[Ls Royce-powered K 142 r t:t !'tl'!! The M 162 was Sisu s f [agship modeI f rom 1970 The maker c[aims that a dozen are stit[ operated commerc ally q This sM Model, was hard at work this summer outside Helsinkr after it was buiLt RenauLt rn haul.ing rock a good 20 years The E12 was the f irst model offered foLlowrnq the tte-tn with tor.cot _:' ' 1=eclAt lv0T0R 1110115 SISU AUTO 39 lruckswith guts -HE FINNISH WORD Sisu has no direct English CM visits FinLand's Sisu Auto and takes ranslation. but a close approximation is "determination", resilience" or - simply - "guts". which has proven to be stock of the activities of one of Europe s ppropriate in respect of the trucks that have carried the rame since 1931. most enigmatic truck manufacturers Early Sisus were built in rnodest numbers with rroduction in the first year amounting to a mere By Richard Stanier 2 chassis of Volvo-based design. Chief engineer Tor ,{essling was appointed in 1932 and by 1935 his SH Model Nessling cemented his place in European truck-making rad paved the way for the company's progress under his history with the introduction of the lifting bogie in 19-58. -

Availability Availability
5 1 7 6 2 3 4 8 9 MOBILITY AVAILABILITY PRODUCTIVITY SISU – HIGH PERFORMANCE SPECIAL VEHICLES AND PLATFORMS SISU [SI’SU]: PERSEVERANCE; GRIT; GUTS; PERSISTENT; IN HARD MISSIONS ~ IS NEEDED. DESIGN VEHICLE TECHNOLOGY SOLUTIONS PROJECT SERVICES COMPRISE, You name it – We have it IN ADDITION TO VEHICLE DESIGN, High Mobility Vehicles FOR EXAMPLE; and Platforms for e.g. − Aerial platforms RESEARCH – − Fire vehicles – SITE SURVEYS − Heavy duty tippers – ANALYSES − Service vehicles – FIELD TESTING − Towing trucks – TRAINING − Work Over Rigs WE HAVE THE SOLUTION – Numerous other solutions FOR also available -<4000>+ 3 5 -<2567>+ 2 1 YOUR 4 NEEDS 6 7 – < 20.6° > + – < 151.3° > + – < 33.8° > + –< 2615 >+ –< 1875 >+ -< 4775 >+ –< 1450 >+ –< 1520 >+ CABIN POWERTRAIN CHASSIS COMPONENTS AXLES ASSEMBLY Both standard and The powertrain options are designed individually Components are selected As an independent manufacturer All SISU vehicles are characterized Skilled assembly staff on in- task-specific special cabins according to the requirements of the customer and placed taking into Sisu Auto uses components from by high payload and mobility. house production line results in and related protection and the usage of the truck. Various engine types account the end use of the leading manufacturers worldwide. Therefore number of axles and high quality products. Combined features are available. complying to different emission standards are the vehicle. Modular design Use of standard truck components axle configuration is always chosen with our flexible vehicle design available and the transmission can be automatic, ensures cost-effective •••••••••• in special vehicles ensures low service for optimal manoeuvrability and team it also enables integration automated manual or manual. -

Cargo-Handling Equipment on Board and in Port
Unit 16 CARGO-HANDLING EQUIPMENT ON BOARD AND IN PORT Basic terms cargo-handling equipment front/side loader cargo gear van carrier handling facilities transtainer lifting gear container crane / portainer conveyor belt transit shed elevator warehouse pumping equipment cranes: derrick dockside crane, fork lift truck quay crane, mobile crane container crane straddle carrier gantry crane, tractor deck crane tug-master (ship’s) cargo gear The form of cargo-handling equipment employed is basically determined by the nature of the actual cargo and the type of packing used. The subject of handling facilities raises the important question of mechanization. BULK CARGO HANDLING EQUIPMENT So far as dry bulk cargoes are concerned, handling facilities may be in the form of power-propelled conveyor belts, usually fed at the landward end by a hopper (a very large container on legs) or grabs, which may be magnetic for handling ores, fixed to a high capacity travel1ing crane or travel1ing gantries. These gantries move not only parallel to the quay, but also run back for considerable distances, and so cover a large stacking area, and are able to plumb the ship's hold. These two types of equipment are suitable for handling coal and ores. In the case of bulk sugar or when the grab is also used, the sugar would be discharged into a hopper, feeding by gravity a railway wagon or road vehicle below. Elevators (US) or silos are normally associated with grain. They may be operated by pneumatic suction which sucks the grain out of the ship's hold. SHIP UNLOADERS FRONT LOADER BELT CONVEYOR HOPPER HOPPER SILO / ELEVATOR GRAB TYPE UNLOADERS LOADING BOOM LIQUID CARGO HANDLING EQUIPMENT The movement of liquid bulk cargo , crude oil and derivatives, from the tanker is undertaken by means of pipelines connected to the shore-based storage tanks. -

Sisu Oy Sisu Auto Ab Manufactures Heavy Duty Sisu Trucks and Imports Renault Trucks
Sisu_HMTV_esite.2004 29.6.2004 13:35 Page 1 HMTV For tough transport tasks – Sisu Oy Sisu Auto Ab manufactures heavy duty Sisu trucks and imports Renault trucks. Sisu Auto is in charge of the sales, servicing and spare part functions of the two truck brands. Sisu Auto's servicing shop network of 42 outlets is the largest in Finland. The company net sales amount to about EUR 125 million and it employs a staff of 540 persons. Sisu Auto was established in 1931. Manufacturer: Oy Sisu Auto Ab Tammisaarentie 45 FI-10300 Karjaa Finland Tel. +358 19 2751 Fax +358 19 233 001 Composite Sisu_HMTV_esite.2004 29.6.2004 13:35 Page 2 SISU High Mobility Tactical Vehicle • The Sisu HMTV is designed to operate in the varying conditions of transport. • High top speed and high average speed in convoys. • High transportation capacity. • Enables transportation in exacting off-road conditions. • The heavy duty frame has high bending resistance and torsional stiffness. The basic SISU HMTV Off-road Truck, E11T-6X6 / 4150+1400 chassis has a high load bearing capacity, GVW 25 500 kg and is suited for a variety of roles. Permissible axle front axle 7500 kg • Low location of cargo area and center of weights rear axles 10 000 + 10 000 kg gravity. Chassis weight 10 500 kg • The Sisu HMTV tactical truck is based on Payload 15 000 kg commercial design and components but has Top speed 110 km/h been developed to meet military requirements. Engine Cummins, volume 11 l • Good handling properties. Even an untrained Max. -

NATIONAL HYDROGEN ROADMAP for Finland
1 NATIONAL HYDROGEN ROADMAP for Finland Juhani Laurikko, Jari Ihonen, Jari Kiviaho, Olli Himanen, Robert Weiss, Ville Saarinen, Janne Kärki, Markus Hurskainen November 2020 2 ISSN 1797-7339 ISBN 978-952-457-657-4 Business Finland is an accelerator of global growth. We create new growth by helping businesses go global and by supporting and funding innovations. Our top experts and the latest research data enable companies to seize market opportunities and turn them into success stories. Copyright Business Finland 2020. All rights reserved. This publication includes materials protected under copyright law, the copyright for which is held by Business Finland or a third party. The materials appearing in publications may not be used for commercial purposes. The contents of publications are the opinion of the writers and do not represent the official position of Business Finland or the Finnish Government. Business Finland bears no responsibility for any possible damages arising from their use. The original source must be mentioned when quoting from the materials. 3 TABLE OF CONTENTS A Short Preface .......................................................................................4 Mapping of current hydrogen production and use ..............................23 Reasons for high interest in low-carbon hydrogen .............................. 6 Cost-estimates for low-carbon hydrogen production .................... 24-25 Global and EU hydrogen market and selected national cases ..............7 Storage and transport of hydrogen ......................................................26 -
INTERMODAL TRANSHIPMENT INTERFACES Working Paper
Strategies to Promote Inland Navigation COMPETITIVE AND SUSTAINABLE GROWTH (GROWTH) PROGRAMME INTERMODAL TRANSHIPMENT INTERFACES Working Paper Project number: GTC2-2000-33036 Project acronym: SPIN - TN Project full title: European Strategies to Promote Inland Navigation Work Package/ Working Group: WG3 Intermodality & Interoperability Author: Institut für Seeverkehrswirtschaft und Logistik (ISL) Document version: 1.0 Date: 21st January 2004 Strategies to Promote Inland Navigation DISCLAIMER - The thematic network SPIN-TN has been carried out under the instruction of the Commission. The facts stated and the opinions expressed in the study are those of the consultant and do not necessarily represent the position of the Commission or its services on the subject matter. ,ontents .ontents Page Index of Tables III Index of Figures IV 1 Introduction 1-1 2 Current Situation 2-1 2.1 Quay-side technologies 2-1 2.1.1 Status: Operational 2-1 2.1.1.1 Container Gantry Crane/Ship to Shore Crane (trimodal) 2-1 2.1.1.2 Reach Stacker 2-2 2.1.1.3 Geographical distribution of ship-to-shore cranes and reach stackers 2-3 2.1.2 Status: Study 2-7 2.1.2.1 Barge Express 2-7 2.1.2.2 Rollerbarge 2-10 2.1.2.3 Terminal equipment: equipment to equipment conveyor 2-11 2.1.2.4 Terminal equipment: automatic stacking cranes 2-12 2.2 On-Board and Navigation Technologies 2-13 2.2.1 Status: Operational 2-13 2.2.1.1 RoRo barge transshipment 2-13 2.2.2 Status: Study 2-15 2.2.2.1 The shwople barge concepts 2-15 2.2.2.2 Floating container terminal 2-16 2.2.2.3 Riversnake 2-17 SPIN - TNEuropean Strategies To Promote Inland Navigation I Version 5 // p:\6627 - spin\texte\workingpaper_hs_2004-01-16.doc // Wednesday, 21. -

Development of Design of Ship-To-Shore Container Cranes: 1959-2004
DEVELOPMENT OF DESIGN OF SHIP-TO-SHORE CONTAINER CRANES: 1959-2004 Nenad Zrni ü University of Belgrade, Faculty of Mechanical Engineering, Dep. of Mechanization 11000 Belgrade, 27 marta 80, Serbia and Montenegro E-mail: [email protected] Klaus Hoffmann Vienna University of Technology, Faculty of Mechanical Engineering Inst. for Engineering Design and for Transport, Handling, and Conveying Systems A-1060 Wien, Getreidemarkt 9, Austria E-mail: [email protected] ABSTRACT- The paper presents the historical development of mechanical and structural design of ship-to-shore (STS) container cranes, from 1959, when the first crane was built, up to now. The paper gives a short survey of the evolution of the container crane industry, the state of the art in modern container cranes, and focuses particular attention on mechanical design of trolleys and evaluation of the existing structures. The analysis of historical development and state of the art in modern container cranes enables us to analyze future trends in mechanical and structural design. KEYWORDS: History of STS container cranes, design, trolley, construction INTRODUCTION The method of handling ship cargo in the early 1950s was not very different from that used during the time of the Phoenicians, Figure 1 >6@. The time and labor required to load and unload ships increased substantially with the size of the ship, requiring more time in port than at sea, Figure 2 >6@. The problem “how to lift a load” is as old as humankind. From the earliest times people have faced this problem. The first written information on the use of hoisting mechanisms appeared around 530 BC, mainly concerning the construction of the first temple of Artemis in Ephesus >13@. -

The Impact of Mega-Ships
The Impact of Mega-Ships Case-Specific Policy Analysis The Impact of Mega-Ships Case-Specific Policy Analysis INTERNATIONAL TRANSPORT FORUM The International Transport Forum at the OECD is an intergovernmental organisation with 54 member countries. It acts as a strategic think tank with the objective of helping shape the transport policy agenda on a global level and ensuring that it contributes to economic growth, environmental protection, social inclusion and the preservation of human life and well-being. The International Transport Forum organises an Annual Summit of ministers along with leading representatives from industry, civil society and academia. The International Transport Forum was created under a Declaration issued by the Council of Ministers of the ECMT (European Conference of Ministers of Transport) at its Ministerial Session in May 2006 under the legal authority of the Protocol of the ECMT, signed in Brussels on 17 October 1953, and legal instruments of the OECD. The Members of the Forum are: Albania, Armenia, Australia, Austria, Azerbaijan, Belarus, Belgium, Bosnia and Herzegovina, Bulgaria, Canada, Chile, China (People’s Republic of), Croatia, Czech Republic, Denmark, Estonia, Finland, France, Former Yugoslav Republic of Macedonia, Georgia, Germany, Greece, Hungary, Iceland, India, Ireland, Italy, Japan, Korea, Latvia, Liechtenstein, Lithuania, Luxembourg, Malta, Mexico, Republic of Moldova, Montenegro, Netherlands, New Zealand, Norway, Poland, Portugal, Romania, Russian Federation, Serbia, Slovak Republic, Slovenia, Spain, Sweden, Switzerland, Turkey, Ukraine, United Kingdom and United States. The International Transport Forum’s Research Centre gathers statistics and conducts co-operative research programmes addressing all modes of transport. Its findings are widely disseminated and support policy making in Member countries as well as contributing to the Annual Summit.