Current Practices in Tungsten Extraction and Recovery
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Superhard and Superconducting B6C
Superhard and Superconducting B6C Kang Xia a, Mengdong Ma b, Cong Liu a, Hao Gao a, Qun Chen a, Julong He b, Jian Sun a,*, Hui-Tian Wang a, Yongjun Tian b, and Dingyu Xing a a National Laboratory of Solid State Microstructures, School of Physics and Collaborative Innovation Center of Advanced Microstructure, Nanjing University, Nanjing 210093, China b State Key Laboratory of Metastable Materials Science and Technology, Yanshan University, Qinhuangdao 066004, China ABSTRACT Crystal structure searching and ab initio calculations have been used here to explore low-energy structures of boron carbides under high pressure. Under pressures of 85–110 GPa, a metastable B6C with R3 m symmetry is found to be energetically more stable than the mixture of previous B4C and elemental boron. This B6C is a rhombohedral structure and contains mooncake-like B24 clusters with stuffing of C2 pairs. The mechanical and dynamical stabilities of this structure at ambient pressure are confirmed by its elastic constants and phonon dispersions. The bulk modulus and shear modulus of this newly predicted B6C at ambient pressure reach high values of 291 GPa and 272 GPa, respectively. The Vickers hardness is calculated to be around 48 GPa, and its melting temperature at ambient pressure is estimated to be around 2500 K, indicating that this metastable B6C is a potential superhard material with very good thermal stability. Interestingly, this superhard B6C structure is also found to be superconducting and its superconducting critical temperature (Tc) is evaluated to be around 12.5 K at ambient pressure by electron-phonon coupling. * Corresponding author. E-mail address: [email protected] 1. -

Implications for Environmental and Economic Geology
UNIVERSITY OF CALIFORNIA RIVERSIDE Kinetics of the Dissolution of Scheelite in Groundwater: Implications for Environmental and Economic Geology A Thesis submitted in partial satisfaction of the requirements for the degree of Master of Science in Geological Sciences by Stephanie Danielle Montgomery March 2013 Thesis Committee: Dr. Michael A. McKibben, Chairperson Dr. Christopher Amrhein Dr. Timothy Lyons Copyright by Stephanie Danielle Montgomery 2013 The Thesis of Stephanie Danielle Montgomery is approved: _________________________________________ _________________________________________ _________________________________________ Committee Chairperson University of California, Riverside ABSTRACT OF THE THESIS Kinetics of the Dissolution of Scheelite in Groundwater: Implications for Environmental and Economic geology by Stephanie Danielle Montgomery Masters of Science, Graduate Program in Geological Sciences University of California, Riverside, March 2013 Dr. Michael McKibben, Chairperson Tungsten, an emerging contaminant, has no EPA standard for its permissible levels in drinking water. At sites in California, Nevada, and Arizona there may be a correlation between elevated levels of tungsten in drinking water and clusters of childhood acute lymphocytic leukemia (ALL). Developing a better understanding of how tungsten is released from rocks into surface and groundwater is therefore of growing environmental interest. Knowledge of tungstate ore mineral weathering processes, particularly the rates of dissolution of scheelite (CaWO4) in groundwater, could improve models of how tungsten is released and transported in natural waters. Our research focused on the experimental determination of the rates and products of scheelite dissolution in 0.01 M NaCl (a proxy for groundwater), as a function of temperature, pH, and mineral surface area. Batch reactor experiments were conducted within constant temperature circulation baths over a pH range of 3-10.5. -

Volumetric Determination of Boron in Boron Carbide V
B. A. R. C.-1017 ei GOVERNMENT OF INDIA ATOMIC ENERGY COMMISSION VOLUMETRIC DETERMINATION OF BORON IN BORON CARBIDE V. K. Manchanda and M. S. Subramanian Radiochemistry Division BHABHA ATOMIC RESEARCH CENTRE BOMBAY, INDIA 1979 B. A. R.C.-1017 GOVERNMENT OF INDIA ATOMIC ENERGY COMMISSION U erf < ffl VOLUMETRIC DETERMINATION OF BORON IN BORON CARBIDE by V.K. Manchanda and M. S. Subramantan Radlochernlstry Division BHABHA ATOMIC RESEARCH CENTRE BOMBAY, INDIA 1979 INIS Subject Category : Bll Descriptor a : BORON CARBIDES BORON QUANTITATIVE CHEMICAL ANALYSIS TITRATION ACCURACY ABSTRACT Boron carbide is used for oontrol rods and as a shielding material In nuclear reactors. As such, the boron carbide must conform to rigid chemical specifications. Impurities present have a significant effect on the life time of the control rods under conditions of high temperature and i neutron flux. Therefore, methods for the accurate determination of the various constituents in boron carbide is of utmost importance. This-report discusses p\volumetric procedure for i •_ . •' i : ((.•>;•" ••%. the, determination of boron content In boron carbide/ '•••>',••. A VOLtCIKTRIC DET3SIINATI0N 0? BCRON IN BORON CAR3IDE by V.K. Jfenchanda and M.S. Subramanian IU7R0DVCT10N Boron carbide is an important nuclear material a.3 it is used in nuclear reactors for control rods and as a shielding material « Preparation of boron carbide yields a product often contaminated with either unreacted carbon or boric acid. These impurities affect the physical, chemical and neutron absorption properties of the material, Particularly under conditions of high temperature and neutron flux in a reactor, tlie life time of the control rods depends on its composition. -

REPOSITORY of RESEARCH SYNOPSES for M.PHIL DEGREE PRESENTED to ASRB of UHS
REPOSITORY OF RESEARCH SYNOPSES FOR M.PHIL DEGREE PRESENTED To ASRB Of UHS Degree Student Name InstituteResearch Title Supervisor Report Status M.Phil Anatomy Dr Amer Qayum RMC Rawalpindi Morphology of human ascending aortic fold Prof. Tassaduq Hussain Sheikh Approved Dr. Ahmad Farzad M.Phil Anatomy UHS Lahore Effect of vitamin E on nephrotoxicity in methimazole induced hypothyroidism in albino mice Prof. Dr. Khalid Parvez Lone Approved Qureshi Dr. Aisha M.Phil Anatomy UHS Lahore Effect of Cinnamon bark oil on Cadmium induced testicular toxicity in adult male albino rats Prof. Dr. Muhammad Tahir Approved Muhammad Effect Of Citrullus colocynthis aqueous seed extract on beta cell regeneration and intra-islet M.Phil Anatomy Dr. Alia Amin UHS Lahore Prof. Dr. Muhammad Tahir Approved vasculature in alloxan induced diabetic male albino rats M.Phil Anatomy Dr. Alvia Batool PGMI Lahore Weight and histological changes induced by ribavirin in the testes of albino rats Prof. Dr. Fozia Farzana Approved The effects of Ficus carica L. (Anjir) leaf extract on gentamicin induced nephrotoxicity in adult M.Phil Anatomy Dr. Ammara Ghafoor UHS Lahore Prof. Dr. Khalid Parvez Lone Approved male albino mice Protective effect of aqueous extract of Carica papaya L. seeds on neproxen induced M.Phil Anatomy Dr. Ammara Riaz UHS Lahore Prof. Dr. Muhammad Tahir Approved nephrotoxicity in rats Histopathological effects of omeprazole on kidney of albino rats in different doses and M.Phil Anatomy Dr. Amna Mubeen PGMI Lahore Prof. Dr. Fozia Farzana Approved duration M.Phil Anatomy Dr. Aneeqa Chughtai UHS Lahore Anatomical variations of placentae in healthy pregnancies among local population Prof. -

Safety Data Sheet
SAFETY DATA SHEET SECTION 1: Identification of the substance/mixture and of the company/undertaking 1.1. Product identifier Name of the substance Sodium tungstate Identification number 13472-45-2 (CAS number) Synonyms SODIUM TUNGSTATE * Tungstic acid, Disodium salt Issue date 18-May-2015 Version number 02 Revision date 14-July-2015 Supersedes date 18-May-2015 1.2. Relevant identified uses of the substance or mixture and uses advised against Identified uses Not available. Uses advised against None known. 1.3. Details of the supplier of the safety data sheet Supplier Company name Materion Advanced Chemicals Inc. Address 407 N. 13th Street 1316 W. St. Paul Avenue Milwaukee, WI 53233 United States Division Milwaukee Telephone 414.212.0257 e-mail [email protected] Contact person Noreen Atkinson 1.4. Emergency telephone number SECTION 2: Hazards identification 2.1. Classification of the substance or mixture The substance has been assessed and/or tested for its physical, health and environmental hazards and the following classification applies. Classification according to Directive 67/548/EEC or 1999/45/EC as amended Classification Xn;R22, R52/53 The full text for all R-phrases is displayed in section 16. Classification according to Regulation (EC) No 1272/2008 as amended Health hazards Acute toxicity, oral Category 4 H302 - Harmful if swallowed. H302 - Harmful if swallowed. Environmental hazards Hazardous to the aquatic environment, Category 3 H412 - Harmful to aquatic life with long-term aquatic hazard long lasting effects. Hazard summary Physical hazards Not classified for physical hazards. Health hazards Harmful if swallowed. Occupational exposure to the substance or mixture may cause adverse health effects. -
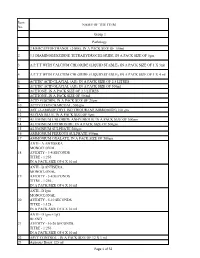
IN a PACK SIZE of 100Ml 2 3,3 DIAMINOBENZIDINE TETRAHYDROCHLORIDE, in a PACK SIZE of 5Gm
Item NAME OF THE ITEM No. Group 1 Pathology 1 2 MERCAPTOETHANOL (2-ME), IN A PACK SIZE OF 100ml 2 3,3 DIAMINOBENZIDINE TETRAHYDROCHLORIDE, IN A PACK SIZE OF 5gm 3 A.P.T.T WITH CALCIUM CHLORIDE (LIQUID STABLE), IN A PACK SIZE OF 1 X 3ml 4 A.P.T.T WITH CALCIUM CHLORIDE (LIQUID STABLE), IN A PACK SIZE OF 1 X 4 ml 5 ACETIC ACID GLACIAL (AR), IN A PACK SIZE OF 2.5 LITRES 6 ACETIC ACID GLACIAL (AR), IN A PACK SIZE OF 500ml 7 ACETONE, IN A PACK SIZE OF 2.5 LITRES 8 ACETONE, IN A PACK SIZE OF 500ml 9 ACID FUSCHIN, IN A PACK SIZE OF 25gm 10 ACTIVATED CHARCOAL, 500 gm 11 AET (2-AMINOETHYL ISO THIOURANIUMBROMIDE) 100 gm 12 ALCIAN BLUE, IN A PACK SIZE OF 5gm 13 ALUMINIUM CHLORIDE ANHYDROUS, IN A PACK SIZE OF 500gm 14 ALUMINIUM HYDROXIDE, IN A PACK SIZE OF 500gm 15 ALUMINIUM SULPHATE 500gm 16 AMMONIUM FERROUS SULPHATE 500gm 17 AMMONIUM OXALATE, IN A PACK SIZE OF 500gm ANTI - A ANTISERA MONOCLONAL 18 AVIDITY - 3-4 SECONDS TITRE - 1:256 IN A PACK SIZE OF 6 X 10 ml ANTI - B ANTISERA MONOCLONAL 19 AVIDITY - 3-4 SECONDS TITRE - 1:256 , IN A PACK SIZE OF 6 X 10 ml ANTI - D Igm MONOCLONAL 20 AVIDITY - 5-10 SECONDS TITRE - 1:128 , IN A PACK SIZE OF 6 X 10 ml ANTI - D Igm + IgG BLEND 21 AVIDITY - 10-20 SECONDS TITRE - 1:256 IN A PACK SIZE OF 6 X 10 ml 22 APTT CONTROL , IN A PACK SIZE OF 12 X 1 ml 23 Aqueous Borax 125 ml Page 1 of 52 24 Borax Carmine Powder 25 gm 25 Ammonium Sulphate Crystals 500gm 26 BARIUM CHLORIDE (AR), IN A PACK SIZE OF 500gm 27 BASIC FUSCHIN, IN A PACK SIZE OF 25gm 28 BENEDICT'S REAGENT (QUALITATIVE), IN A PACK SIZE OF 5LITRES 29 BENZIDINE, IN A PACK SIZE OF 50gm 30 BIEBRICH SCARLET, IN A PACK SIZE OF 25gm 31 BRILLIANT CRESYL BLUE (POWDER), IN A PACK SIZE OF 25gm 32 BRILLIANT CRESYL BLUE (SOLN.), IN A PACK SIZE OF 100 ml 33 BROMELAINE Lowest Pack Size 34 CALCIUM CHLORIDE ANHYDROUS, IN A PACK SIZE OF 500gm. -

The Formation and Reactivity of I BORON CARBIDE and Related
University of Plymouth PEARL https://pearl.plymouth.ac.uk 04 University of Plymouth Research Theses 01 Research Theses Main Collection 1970 The Formation and Reactivity of BORON CARBIDE and related materials JONES, JAMES ALFRED http://hdl.handle.net/10026.1/1880 University of Plymouth All content in PEARL is protected by copyright law. Author manuscripts are made available in accordance with publisher policies. Please cite only the published version using the details provided on the item record or document. In the absence of an open licence (e.g. Creative Commons), permissions for further reuse of content should be sought from the publisher or author. The Formation and Reactivity of I BORON CARBIDE and related materials A Thesis presented for the Research Degree of DOCTOR OF PHILOSOPHY of the COUNCIL FOR NATIONAL ACADEMIC AWARDS London by JAMES ALFRED JONES Department of Chemistry Plymouth Polytechnic Plymouth, Devon- February^ 1970o F'.V flCCH. i'iC. 1 CLASS, T Shi LJl JoH 13' ABSTRACT 1 The formation of boron carbide, (CBC)*B^^0*^(3^0 is re• viewed with special reference to newer production methods and fabrication techniques. Its crystal structure and the nature of its bonding are discussed in relation to those of other borides and carbides. Information so far available on the sintering of this material is summarised in relation to its reactivity. Sintering into monolithic compoaentBcan only be achieved by hot pressing at pressures between 200 and 300 Kgcm'^ and at temperatures above 2000°C preferably at about 2,300^0 for the most rapid achievement of theoretical density, i.e. -

The 5-Th Element a New High Pressure High Temperature Allotrope
The 5-th element A new high pressure high temperature allotrope Von der Fakultät für Chemie und Geowissenschaften Der Universität Bayreuth zur Erlangung der Würde eines Doctors der Naturwissenschaften -Dr. rer. nat.- Dissertation vorgelegt von Evgeniya Zarechnaya aus Moskau (Russland) Bayreuth, April 2010 TABLE OF CONTENTS SUMMARY................................................................................................................................................... 1 ZUSAMMENFASSUNG.............................................................................................................................. 3 1 INTRODUCTION....................................................................................................................... 6 1.1 History of the discovery of boron................................................................................................... 6 1.2 Basic chemistry and crystal-chemistry of boron........................................................................... 7 1.3 Boron in natural systems ................................................................................................................ 9 1.4 Physical properties of boron and its application ........................................................................ 12 1.5 Boron at high pressure.................................................................................................................. 15 1.6 Experimental techniques and sample characterization ............................................................ -

Processing of Reaction-Bonded B4C–Sic Composites in a Single-Mode Microwave Cavity
Available online at www.sciencedirect.com CERAMICS INTERNATIONAL Ceramics International 39 (2013) 1215–1219 www.elsevier.com/locate/ceramint Processing of reaction-bonded B4C–SiC composites in a single-mode microwave cavity Anthony Thuaulta,n, Sylvain Marinela,b, Etienne Savarya,c, Romain Heugueta, Se´bastien Saunierc, Dominique Goeuriotc, Dinesh Agrawalb aCRISMAT Laboratory UMR 6508 CNRS-ENSICAEN-UCBN, 6 Boulevard du Mare´chal Juin, 14050 Caen Cedex, France bMaterials Research Institute, Materials Research Laboratory Building, The Pennsylvania State University, University Park, PA 16802, USA cDe´partement Me´canique et Proce´de´s d’e´laboration, Centre des Sciences des Mate´riaux et des Structures, Ecole Nationale Supe´rieure des Mines de Saint- Etienne, 42023 Saint-Etienne Cedex 2, France Received 5 July 2012; received in revised form 16 July 2012; accepted 16 July 2012 Available online 24 July 2012 Abstract In this study, the reaction sintering of boron carbide, which consists in doing reactive infiltration of molten silicon throughout a porous sample made of B4C and carbon graphite was investigated. Thus, it has been shown that a single-mode microwave cavity can be successfully used to produce reaction-bonded B4C–SiC composite. A specific package, consisting of a SiC based susceptor and a boron nitride based insulating container, was used to heat up the B4C–Si system using a single-mode microwaves cavity under an Ar–H2 atmosphere. Pore-free B4C–SiC composite successfully produced consists of a mixture of B4C and polygonal shaped b-SiC within a residual silicon matrix. The indentation technique permits to determine mechanical properties of the samples which are compared to those obtained conventionally. -
Free of Cost CONTENTS Tender Letter Terms & Conditions with Annexure Check List of the Documents Item Schedule
ESIC E-TENDER ENQUIRY FORM FOR SUPPLY OF LAB REAGENTS, CHEMICAL AND KITS E-Tender Enquiry Form – Free of cost CONTENTS Tender Letter Terms & Conditions with Annexure Check List of the Documents Item Schedule EMPLOYEE’S STATE INSURANCE CORPORATION MEDICAL COLLEGE & HOSPITAL, NH-3 NIT FARIDABAD-121001 LAST DATE OF SUBMISSION OF ONLINE: 09/08/2021 For any further clarifications/queries for e-Procurement Portal, Please contact at: 0129-2970111 CPPP Id for Support / Helpdesk -https://eprocure.gov.in/eprocure/app ESIC Medical College and Hospital NH-3, Faridabad, Haryana- 121001 Tel No: 0129-4156471, Website: www.esic.nic.in E- Tender Enquiry No.134/U/16/30/R.C Lab, Chemical & Kits /2021-Med. Store, Dated:19/07/2021 Dean, ESIC Medical College & Hospital, NH-3, NIT Faridabad invites online e-Tender for the Rate Contract for supply of LAB REAGENTS, CHEMICAL AND KITS, through e- procurement portal- https://eprocure.gov.in/eprocure/app BRIEF OF ESIC RATE CONTRACT 1. It is proposed to enter into a Running Rate Contract with bidder(s)/ firm(s) which fulfill the eligibility criteria approved by Dean, ESIC Medical College & Hospital, NH-3, NIT Faridabad for supply of LAB REAGENTS, CHEMICAL AND KITS/ items enumerated in the schedule annexure B. The eligibility criteria have been given in the terms and conditions as annexure A. Bidder(s)/ Firm(s) intending to participate in the rate contract should first ensure that they fulfill all the eligibility criteria as prescribed under the terms and conditions, otherwise the tenders will be summarily rejected. 2. The Rate Contract will be governed by the terms and conditions enclosed with this Tender Enquiry and no modifications / alterations etc. -

Tungstovanadate Heteropoly Complexes. 11. Products of Acidification of V2w&Lg4
TUNGSTOVANADATEHETEROPOLY COMPLEXES Inorganic Chemistry, Vol. 10, No. 12, 1971 2745 Then, assuming that the difference is also reflected in line widths were somewhat broader than those of the Tze,much broader epr lines are expected for the mono- VO(H20)42+spectrum. That observation is compatible chloro species, which would be difficult to detect in the with a decreased re relative to that of the aquo complex, presence of the sharper spectrum of VO(H20)2C12. but a much more detailed investigation of the relaxa- The liquid solution epr spectra for a number of tion processes would be necessary for quantitative HC1 concentrations were also observed in this labora- comparison. tory. The intensity of the spectrum attributed to VO (H~0)4~+appeared to follow qualitatively the rela- Acknowledgments.-We are indebted to Dr. W. tive concentrations indicated in Tables I1 and I11 and Burton Lewis and others for helpful comments during Figure 4. However, no attempt was made to do an discussions of the work reported here. We also wish absolute spin count. In 12 M HC1 solution the (g) to thank Dr. B. B. McInteer and Mr. R. M. Potter of and (A) values obtained corresponded well with the Los Alamos Scientific Laboratory for supplying those reported by Kon and Sharpless and the observed the enriched "'0. CONTRIBUTIONFROM THE DEPARTMENTOF CHEMISTRY, GEORGETOWNUNIVERSITY, WASHINGTON, D. C. 20007 Tungstovanadate Heteropoly Complexes. 11. Products of Acidification of v2w&lg4- BY C. M. FLY", JR., AND M. T. POPE* Receiz'ed April 30, 1971 Acidification of solutions of VzW40104- is an efficient means of preparing the red complex V~WQO~O~-,isolated as K, "4, Na, N(CH3)4, C(NHZ)~,and C~H~(NH~)Zsalts. -
Tungsten-Based Nanocomposites by Chemical Methods
Tungsten-Based Nanocomposites by Chemical Methods Sverker Wahlberg Doctoral Thesis in Materials Chemistry Stockholm 2014 KTH Royal Institute of Technology SE-100 44 Stockholm, Sweden TRITA-ICT/MAP AVH Report 2014:20 KTH School of Information and ISSN 1653-7610 Communication Technology ISRN KTH/ICT-MAP/AVH-2014:20-SE SE-164 40, Kista, Sweden ISBN 978-91-7595-368-7 Akademisk avhandling som med tillstånd av KTH i Stockholm framlägges till offentlig granskning för avläggande av teknisk doktorsexamen torsdagen den 11 december kl 10.00 i sal 205, Electrum, KTH, Isafjordsgatan 22, Kista. © Sverker Wahlberg, 2014 Universitetsservice US-AB, Stockholm 2014 2 Abstract Tungsten based-materials find use in many different fields of engineering, particularly in applications where good temperature and/or erosion resistance is important. Nanostructuring of tungsten composites is expected to dramatically improve the materials’ properties and enhancing the performance in present applications but also enabling totally new possibilities. Nanostructured WC-Co materials have been the focus of researchers and engineers for over two decades. New fabrication methods have been developed. But, the fabrication of true nanograined WC-Co composites is still a challenge. Nanostructured tungsten-based materials for applications as plasma facing materials in fusion reactors have attracted a growing interest. This Thesis summarizes work on the development of chemical methods for the fabrication of two different types of nanostructured tungsten-based materials; WC-Co composites mainly for cutting tools applications and W-ODS materials with yttria particles, intended as plasma facing materials in fusion reactors. The approach has been to prepare powders in two steps: a) synthesis of uniform powder precursors containing ions of tungsten and cobalt or yttrium by precipitation from aqueous solutions and b) processing of the precursors into WC- or W-based nano-composite powders.