Istanbul Technical University Institute of Science And
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Richard Branson – Virgin’S Versatile Visionary
Intermediate Richard Branson – Virgin’s versatile visionary Branson is the 4th richest citizen of the United Kingdom, according to the Forbes 2011 list of billionaires. His public image shows him a warm, friendly, idealistic, family man. He is also a workaholic who considers himself a tough negotiator in business dealings. Many entrepreneurs make their fortunes by focusing on doing one thing extremely well. However, Branson has used his own basic business model in various fields, making him a highly successful and versatile businessman. He was born in 1950 in London and started his business career with the “Student” magazine aged 16. In 1970 he founded Virgin as a mail order record business, opened a record shop in Oxford Street, London, called Virgin Records. The name "Virgin" indicated that they were all new at business. In 1972 he built a recording studio in Oxfordshire where the first Virgin artist, Mike Oldfield, recorded the 'Tubular Bells' album. In 1977 he signed the Sex Pistols and other bands including Culture Club and the Rolling Stones, helping to make Virgin Records one of the top six record companies in the world. In 1992, to keep his airline company afloat, Branson sold Virgin Records to EMI for £500 million. Branson formed Virgin Atlantic Airways in 1984. Virgin Atlantic uses a mixed fleet of Airbus and Boeing jets and operates between the United Kingdom and North America, the Caribbean, Africa, the Middle East, Asia, and Australia from its bases at Gatwick and Heathrow airports. In 2011 Virgin Atlantic carried 5.3 million passengers, making it the eighth largest UK airline in terms of passenger volume. -

Social Studies Activities Ages 7 - 9
for K-5 Students Social Studies Activities Ages 7 - 9 Day Topic Page Day 1 Adventures and Journeys 2–3 Day 2 World Adventures Chart 4–5 Day 3 The Process of Excavation 6–7 Day 4 Recycling Glass 8–9 Permission is granted for limited reproduction of pages in-home use and not resale. © hand2mind, Inc. Day 1 Adventures and Journeys Read the passage below and then use the Word Bank on the next page to complete each sentence. Adventurers are people who like to do exciting things. They explore forests and caves, fly high in balloons and airplanes, climb mountains, sail across oceans, and much more. It is fun to read about them. Bertrand Piccard and Brian Jones flew nonstop around the world in a hot-air balloon—over 28,500 miles! Their trip started in Switzerland and ended in Egypt. Piccard and Jones flew high to stay above dangerous weather systems. They stayed in a capsule attached to the balloon for their 20-day adventure. In 1927, Charles Lindbergh was the first pilot to fly nonstop across the Atlantic Ocean. His airplane, called the Spirit of St. Louis, carried a lot of fuel for the __1 33 2 hour flight. Lindbergh struggled to stay awake for the long flight. Jim Shekhdar was the first person to row across the Pacific Ocean without help. It took him 9 months to row his 20-foot rowboat 8,000 miles. He started in Peru and finished in Australia. During his journey, Shekhdar battled with sharks and almost crashed into huge ships. -

Science & Art at the 42 International Hot-Air Balloon Festival and The
Science & Art at the 42nd International Hot-Air Balloon Festival and the Balloon Museum in Château-d’Oex Hans Peter Becka;∗ aLaboratory for High Energy Physics, University of Bern, Sidlerstr. 5, CH-3012 Bern, Switzerland E-mail: [email protected] At the 42nd international balloon festival in Château-d’Oex, 25 January to 2 February, 2020, one balloon flight was special. Manned by two students from Fribourg, the speaker, and a prize- winning pilot of the international Gordon-Bennett cup 2019, a balloon ascended to 4000 m asl, commemorating a pioneering flight measuring cosmic rays. Using 21st century technology the flux of cosmic rays increasing with altitude was verified. This article tells the story behind this event and what circumstances made it possible. The Eighth Annual Conference on Large Hadron Collider Physics-LHCP2020 25-30 May, 2020 online ∗Speaker © Copyright owned by the author(s) under the terms of the Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License (CC BY-NC-ND 4.0). https://pos.sissa.it/ Science & Art at the 42nd International Hot-Air Balloon Festival Hans Peter Beck 1. Château-d’Oex a special place for aeronauts The Hot-Air Balloon Festival in Château-d’Oex [1] is a well-known established event in the Swiss mountainous regions of the canton of Vaud. Aeronauts from around the globe meet there every Winter for their special week since 1979. It is well-known for Bertrand Piccard and Brian Jones’ ascent in 1999 for their three-weeks lasting, non-stop tour around the globe, in a balloon, the Breitling Orbiter 3 [2]. -

Lindbergh Foundation to Host Two Events in Minnesota
THE CHARLES A. AND ANNE MORROW QuickTime™ and a TIFF (LZW) decompressor LINDBERGH are needed to see this picture. FOUNDATION Improving the Quality of Life Through Balance Between Nature and Technology News release Contact: Kelley Welf 763/576- 1596 FOR IMMEDIATE RELEASE [email protected] Lindbergh Foundation to Host Two Events in Minnesota Hangar Party to be Held at Golden Wings Museum, Anoka County Airport, Blaine Featuring Burt Rutan Lindbergh Awards will be Presented to Bertrand Piccard and Yolanda Kakabadse at the Minnesota History Center, St. Paul Erik Lindbergh will be the Master of Ceremonies MINNEAPOLIS, February 14, 2005 — The Charles A. and Anne Morrow Lindbergh Foundation is celebrating a homecoming this year by holding two very special events in its home state. On Friday evening, May 20, a hangar party entitled, “Legends of the Sky: Stories of History-Making Aircraft and Their Pilots” is planned at the Golden Wings Museum located at the Anoka County Airport in Blaine. This event is part of the Blaine Aviation Weekend (www.discoveraviationdays.org) and features Burt Rutan (bio attached), who is widely known for capturing the $10 million Ansari X Prize for the first civilian aircraft to reach space twice in a two-week period. Proceeds from this event will benefit the Lindbergh Foundation, a public non-profit organization based in Anoka, Minn. A variety of vintage aircraft from the Golden Age of Aviation will be on display at the hangar party from the personal collection of Greg Herrick, founder of The Aviation Foundation of America. The featured aircraft, however, will be the 1927 Ford Tri-motor 4-AT-10, C-1077. -

A New Wind of Hope
A NEW WIND OF HOPE Breitling is delighted to announce that the humanitarian round-the-world tour, launched in 2009 to commemorate the feat achieved by Breitling Orbiter 3 ten years earlier, has already served to raise almost one hundred thousand euros (USD 140,000) to be devoted to fighting one of the most dreadful diseases to affect children. This odyssey celebrating the 10th anniversary of the first non-stop round-the-world balloon flight involves a “hot-air balloon” replica of the famous Breitling Orbiter 3, flown by Brian Jones – one of the two heroes of the original record-setting accomplishment in 1999. In addition to a number of stopovers in Europe, the journey to date has provided opportunities to visit Israel, Japan, Australia and the United States – as well as a detour via Curaçao in the Dutch West Indies, where no balloon had ever yet ventured. The funds raised during this round-the-world tour organized by Breitling are intended to support the fight against noma, a devastating and fatal disease which – as Brian Jones explained in a number of presentations – disfigures and kills tens of thousands of children around the world every year. The Winds of Hope foundation, created by Breitling and the two balloon pilots, Brian Jones and Bertrand Piccard, just after their exploit, aims to eradicate this scourge by launching prevention and early-screening programs in the most severely affected countries. The foundation is currently active in five African countries, and the funds raised in recent months will enable it to begin taking action in at least two other countries. -

If We're Going to Follow Professor Sherman up and Away, We Have A
Preparation is a Breeze! Getting to the Wild Blue Yonder If we’re going to follow Professor Sherman Up and Away, we have a lot to do to be ready! A fun way to start this section might be reading a funny short hot air balloon based picture book adventure like Alfie Small: Ug and the Dinosaurs by Alfie Small. Alfie’s hot air balloon is swept inside the grinning mouth of an ogre-shaped cloud that propels him into another, crazy world. You never know where the wind might take you! Have students think of everything that the Professor brought. What might you need to bring with you on a hot air balloon adventure? Have students create their list of supplies and equipment needed for the trip and will calculate the weight of their total cargo. Using this calculation they will determine what size their balloon will need to be. Finally, they will make a drawing of their balloon and what they want it to look like with the dimensions they have calculated they will need. There are several sites you/students can go to for lists on what you must have for survival in the wilderness or if disaster strikes, and this trip fits well into those categories because they will not be able to go to a store or call for help. They will be on their own and they must have all of the supplies and equipment they need for survival. If possible, have students go to the following sites and make a list of at least 25 items they will need for the trip. -
Dose Reduction in PET Scans
Dose reduction in PET scans Paul Lecoq CERN, Geneva This work is performed in the frame of the ERC Advanced Grant Agreement N°338953–TICAL and the COST Action TD1401 October 2016 EURADOS WG9, 17 Oct, 2016 P. Lecoq CERN 1 PET/CT Combine anatomic and functional/MI information Invention of the PET/CT CT 10 to 20 mSv PET about 10 mSv Standard radiography 0.1 mSv Geneva University October 2016 EURADOS WG9, 17 Oct, 2016 P. Lecoq CERN 2 PET/MR Combine anatomic and functional/MI information CT in PET-CT MR in PET-MR • Anatomic • Anatomic + some functionality • Low soft tissue contrast • High soft tissue contrast • Fast • Slow (depending on MR sequences) • Attenuation correction • No attenuation correction • 10 to 20mSv • NO DOSE October 2016 EURADOS WG9, 17 Oct, 2016 P. Lecoq CERN 3 Commercial PET/MR scanners October 2016 EURADOS WG9, 17 Oct, 2016 P. Lecoq CERN 4 Time of Flight PET Detector B Dt = tA – tB = [(d+d1) – (d-d1)]/c d1 = c Dt/2 tB d d1 e+ Patient e- tA SNRTOF = √(2D/cDt) · SNRconv Detector A dt (ps) dx (cm) SNR* 10 0.15 16 100 1.5 5.2 300 4.5 3.0 500 7.5 2.3 * SNR gain for 40 cm phantom October 2016 EURADOS WG9, 17 Oct, 2016 P. Lecoq CERN 5 The 10ps challenge 1992: FAI raised a challenge for the first balloon circumnavigation March 1999: Breitling Orbiter III circumnavigate the globe in 19 days 1 hour 49 minutes and won the Budweiser Cup July 2016: Solar Impulse closed the loop of the Round-the-World without fuel attempt This is a clear-cut case to shed light on TOF-PET with CTR < 10 ps FWHM and raise a challenge on ≤ 1mSv PET exposure = 1 flight Paris-SF positron tomography Courtesy of C. -

January 2006
AERONAUTICS AND ASTRONAUTICS: A CHRONOLOGY: 2006 NASA SP-2011-4032 December 2010 Authors: Alice R. Buchalter and William Noel Ivey Project Manager: Alice R. Buchalter Federal Research Division, Library of Congress NASA History Program Office Office of Communications NASA Headquarters Washington, DC 20546 Aeronautics and Astronautics: A Chronology, 2006 PREFACE This report is a chronological compilation of narrative summaries of news reports and government documents highlighting significant events and developments in U.S. and foreign aeronautics and astronautics. It covers the year 2006. These summaries provide a day-to-day recounting of major activities, such as administrative developments, awards, launches, scientific discoveries, corporate and government research results, and other events in countries with aeronautics and astronautics programs. Researchers used the archives and files housed in the NASA History Division, as well as reports and databases on the NASA Web site. i Aeronautics and Astronautics: A Chronology, 2006 TABLE OF CONTENTS PREFACE ........................................................................................................................................ i JANUARY 2006 ............................................................................................................................. 1 FEBRUARY 2006 .......................................................................................................................... 6 MARCH 2006 .............................................................................................................................. -
In March 1999, Bertrand Piccard and Brian Jones, on Board “Breitling
In March 1999, Bertrand Piccard and Brian Jones, on board “Breitling Orbiter 3”, accomplished what was considered to be the last great aviation adventure of the 20 th century: the first ever non-stop round-the-world flight in a balloon. The aim was not to revolutionise air transport but to accomplish a great dream combining, in Jules Verne style, technology, human adventure and respect for the environment. The public understood this symbolism and, having followed their progress hour by hour, acclaimed the pilots as heroes. Entirely sponsored by the Swiss watchmaker Breitling, this expedition was considered by marketing experts as one of the greatest ever successes for private sponsorship. Several countries issued stamps to commemorate the event and the capsule was installed in the grand hall of the Smithsonian Air and Space Museum in Washington alongside the Apollo 11 capsule and the aeroplanes flown by the Wright Brothers, Charles Lindbergh and Chuck Yeager… A NEW PROJECT Today Bertrand Piccard is embarking on a new and even more ambitious project: a round-the- world flight in a solar aircraft . This time, the challenge is to influence the history of air transport by exploiting new technologies that satisfy the demands of our era for sustainable development: to use only renewable forms of energy and remain airborne without generating any polluting emissions . This adventure aims, step by step, to re-enact the great ‘firsts' and record-breaking flights that punctuated the history of 20 th Century aviation, but this time using only solar energy, with the final objective of a solar-powered round-the-world flight. -

A Collection from Nature and SHIMADZU Vol.03
The dream of perpetual flight without fuel has inspired pilots to take to the skies in solar-powered planes. Vicki Cleave looks at a mission to fly a solar plane through the night — and around the world. A FLIGHT TO REMEMBER When the Wright brothers made their maiden fl ight in a powered aircraft on slowly through the air, their ungainly frames buff eted by weather, that they a windswept beach in 1903, it was a short hop, skip and jump into the record challenge our expectations of modern-day fl ight. Yet the pilots who wish to books. More than a century later another single-seater aircraft is on its way fl ySolar Impulse around the world plan on staying aloft for up to fi ve days at to making its own recordbreaking hops, skips and jumps around the globe. a time, and fl ying through the Sun-starved night. Each of Solar Impulse’s wings will cover more distance than Orville Wright’s Th e US$91-million Solar Impulse project is the vision of Bertrand Pic- fi rst fl ight; but the plane’s 80-metre wingspan is not what’s truly impressive card, a Swiss aeronaut already in the record books as one of the pilots of about it. Th e remarkable thing is where it will get its power — and how little the fi rst non-stop round-the-world balloon fl ight in the Breitling Orbiter it will need. Driven solely by energy from the Sun, the plane will be carried 3 in 1999. -

T & a Winners All Years
The Honourable Company of Air Pilots TROPHY AND AWARD WINNERS The information within this booklet was compiled and verified as accurate during the summers of 2013, 2014 and 2015 sourcing information from the Company Archives: from Minute Books of the GP&F, Court, and Trophies and Awards committee (and the committees which pre- dated them such as the Test Pilots’ Committee, the Executive Committee etc), archived copies of the “Guild News” (from February 2014 – “Air Pilot”) and various files relating to the individual awards. Citations for individual awards, where available, have been scanned and retained and are available from the Company office. The following rationale for dates is given: 1977/78 an award considered by the awarding body for the year 1977 and presented in 1978. 1978 not awarded (after consideration by the awarding body for the year 1977 no nomination was identified as suitable for an award presentation in 1978.) 1977 an immediate award considered and presented in the same year. From 2016 – all awards are listed as the year in which presented. … one small historical note – no awards were made for the year 1958/59 as the award committee decision had become so distanced from the presentation ceremony (nearly 18 months), the Court took a decision that nominations should not be sought. There was another small adjustment made between the presentations of October 1963 and the next presentation ceremony of February 1964 (the Master, Michael Majendie, did apologise to the awards winners that they would only have the trophies for -
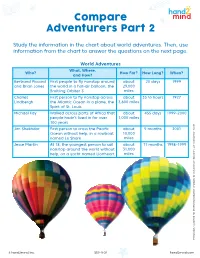
Compare Adventurers Part 2
Compare Adventurers Part 2 Study the information in the chart about world adventures. Then, use information from the chart to answer the questions on the next page. World Adventures What, Where, Who? How Far? How Long? When? and How? Bertrand Piccard First people to fly nonstop around about 20 days 1999 and Brian Jones the world in a hot-air balloon, the 29,000 Breitling Orbiter 3 miles Charles First person to fly nonstop across about 33 ½ hours 1927 Lindbergh the Atlantic Ocean in a plane, the 3,600 miles Spirit of St. Louis Michael Fay Walked across parts of Africa that about 455 days 1999–2000 people hadn’t lived in for over 1,000 miles 100 years Jim Shekhdar First person to cross the Pacific about 9 months 2001 Ocean without help, in a rowboat 10,000 named Le Shark miles Jesse Martin At 18, the youngest person to sail about 11 months 1998–1999 nonstop around the world without 31,000 help, on a yacht named Lionheart miles Permission is granted for limited reproduction of pages for in-home or classroom use and not for resale. for use and not in-home or classroom pages for of limited reproduction for is granted Permission © hand2mind, Inc. SS3-5-21 hand2mind.com 1. Who was the first person to fly nonstop across the Atlantic Ocean? 2. Why are Bertrand Piccard and Brian James famous? 3. Who was the youngest person to sail nonstop around the world? 4. Who traveled the farthest on their adventure? 5. How many people used a plane on their adventure? 6.