Multiscale Monitoring of Autocorrelated Processes Using Wavelets Analysis
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Change Detection Algorithms
25 2 Change Detection Algorithms In this chapter, we describe the simplest change detection algorithms. We consider a sequence of indepen- y p y k dent random variables k with a probability density depending upon only one scalar parameter. t 0 1 0 Before the unknown change time 0 , the parameter is equal to , and after the change it is equal to . The problems are then to detect and estimate this change in the parameter. The main goal of this chapter is to introduce the reader to the design of on-line change detection al- gorithms, basically assuming that the parameter 0 before change is known. We start from elementary algorithms originally derived using an intuitive point of view, and continue with conceptually more involved but practically not more complex algorithms. In some cases, we give several possible derivations of the same algorithm. But the key point is that we introduce these algorithms within a general statistical framework, based upon likelihood techniques, which will be used throughout the book. Our conviction is that the early introduction of such a general approach in a simple case will help the reader to draw up a unified mental picture of change detection algorithms in more complex cases. In the present chapter, using this general approach and for this simplest case, we describe several on-line algorithms of increasing complexity. We also discuss the off-line point of view more briefly. The main example, which is carried through this chapter, is concerned with the detection of a change in the mean of an independent Gaussian sequence. -

The Null Steady-State Distribution of the CUSUM Statistic
The Null Steady-State Distribution of the CUSUM Statistic O. A. Grigg † D. J. Spiegelhalter June 4, 2007 Abstract We develop an empirical approximation to the null steady-state distribution of the cumulative sum (CUSUM) statistic, defined as the distribution of values obtained by running a CUSUM with no upper boundary under the null state for an indefinite period of time. The derivation is part theoretical and part empirical and the approximation is valid for CUSUMs applied to Normal data with known variance (although the theoretical result is true in general for exponential family data, which we show in the Ap- pendix). The result leads to an easily-applied formula for steady-state p-values corresponding to CUSUM values, where the steady-state p-value is obtained as the tail area of the null steady-state distribution and represents the expected proportion of time, under repeated application of the CUSUM to null data, that the CUSUM statistic is greater than some particular value. When designing individual charts with fixed boundaries, this measure could be used alongside the average run-length (ARL) value, which we show by way of examples may be approximately related to the steady-state p-value. For multiple CUSUM schemes, use of a p-value enables application of a signalling procedure that adopts a false discovery rate (FDR) approach to multiplicity control. Under this signalling procedure, boundaries on each individual chart change at every observation according to the ordering of CUSUM values across the group of charts. We demonstrate practical application of the steady-state p-value to a single chart where the example data are number of earthquakes per year registering > 7 on the Richter scale measured from 1900 to 1998. -
Maximum Likelihood Estimator (MLE) for the Process Change Point Using the Step Change Likelihood Function for a Binomial Random Variable
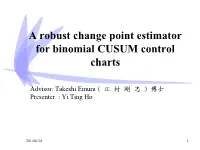
A robust change point estimator for binomial CUSUM control charts Advisor: Takeshi Emura ( 江 村 剛 志 ) 博士 Presenter : Yi Ting Ho 2014/6/24 1 Outline Introduction Background 1. Binomial CUSUM control chart 2. Maximum likelihood estimator 3. Page’s last zero estimator Method Combine CUSUM estimator and MLE 2014/6/24 2 Outline Simulations Design closely follows those of Perry and Pignatiello (2005) Data analysis Jewelry manufacturing data by Burr (1979) Conclusion 2014/6/24 3 Outline Introduction Background 1. Binomial CUSUM control chart 2. Maximum likelihood estimator 3. Page’s last zero estimator Method Combine CUSUM estimator and MLE 2014/6/24 4 Introduction • What is the change point? • We consider observations come from binomial distribution with the same fraction nonconforming p . CUSUM Chart 15 Out-of-control 10 h=12.043 CumulativeSum 5 Change 0 point 0 10 20 30 40 50 60 2014/6/24 Subgroup number 5 Introduction In SPC, the np-chart is most famous charts used to monitor the number of nonconforming items for industrial manufactures. np-chart When sample size is large and defective 10 upper control limit rate is not too small, the np-chart works 8 6 well. defectives 4 center line 2 lower control limit 0 2014/6/24 0 5 10 15 20 25 30 Subgroup number 6 Introduction Page (1954, 1955) first suggested the CUSUM chart to estimate the change point. The binomial CUSUM control chart is a good alternative when small changes are important. 2014/6/24 7 Introduction Samuel and Pignatiello (2001) proposed maximum likelihood estimator (MLE) for the process change point using the step change Likelihood function for a binomial random variable. -

(Quickest) Change Detection: Classical Results and New Directions Liyan Xie, Student Member, IEEE, Shaofeng Zou, Member, IEEE, Yao Xie, Member, IEEE, and Venugopal V
1 Sequential (Quickest) Change Detection: Classical Results and New Directions Liyan Xie, Student Member, IEEE, Shaofeng Zou, Member, IEEE, Yao Xie, Member, IEEE, and Venugopal V. Veeravalli, Fellow, IEEE Abstract—Online detection of changes in stochastic systems, reason, the modern sequential change detection problem’s referred to as sequential change detection or quickest change scope has been extended far beyond its traditional setting, detection, is an important research topic in statistics, signal often challenging the assumptions made by classical methods. processing, and information theory, and has a wide range of applications. This survey starts with the basics of sequential These challenges include complex spatial and temporal de- change detection, and then moves on to generalizations and pendence of the data streams, transient and dynamic changes, extensions of sequential change detection theory and methods. We high-dimensionality, and structured changes, as explained be- also discuss some new dimensions that emerge at the intersection low. These challenges have fostered new advances in sequen- of sequential change detection with other areas, along with a tial change detection theory and methods in recent years. selection of modern applications and remarks on open questions. (1) Complex data distributions. In modern applications, sequential data could have a complex spatial and temporal dependency, for instance, induced by the network structure I. INTRODUCTION [16], [68], [167]. In social networks, dependencies are usually HE efficient detection of abrupt changes in the statistical due to interaction and information diffusion [116]: users in T behavior of streaming data is a classical and fundamental the social network have behavior patterns influenced by their problem in signal processing and statistics. -

Monitoring Active Portfolios: the CUSUM Approach, Thomas K. Philips
Monitoring Active Portfolios: The CUSUM Approach Thomas K. Philips Chief Investment Officer Paradigm Asset Management Agenda § Portfolio monitoring: problem formulation & description § Sequential testing and process control § The Cusum scheme – Economic intuition, simplified theory & implementation § Issues that arise in practice – Optimality and robustness – Causality 2 The Investor’s / CIO’s Problem § Invested in / responsible for many active products – Fallout of the asset allocation / manager selection / sales / reseach / product development process § Lots of data coming in from portfolio managers – Returns, portfolio holdings, sector allocations, risk profiles, transactions etc. § Not clear which portfolios merit extra attention – Investor / CIO will ideally focus on products that might be in trouble 3 Observations on The Investment Environment § First order approximation: market is efficient – Performance measurement plays a vital role in evaluation § Hard to differentiate luck from skill – Alpha (signal)= 1%, Tracking Error (noise)=3% – t-test for a > 0 requires N>36 years for t>2 § Subtle, and wrong, assumptions – Alpha and tracking error are stationary for 36years – t>2 is necessary to make a decision about the portfolio 4 Performance Measurement in Practice § Performance measurement is rooted in classical statistics § Measure benchmark relative performance over fixed & rolling intervals – 3 to 5 years is common – Extrapolate trends in rolling benchmark or peer group relative performance – Focus attention on the underperforming products § Cannot identify regime changes or shifts in performance – t-stats are too low to be meaningful – Not clear if attention is focused on the right products at the right time 5 Monitoring Performance § Performance monitoring is rooted in decision theory & hypothesis testing – First step: define what constitutes good & bad performance. -

The Max-CUSUM Chart
Int. Statistical Inst.: Proc. 58th World Statistical Congress, 2011, Dublin (Session STS041) p.2996 The Max-CUSUM Chart Smiley W. Cheng Department of Statistics University of Manitoba Winnipeg, Manitoba Canada, R3T 2N2 [email protected] Keoagile Thaga Department of Statistics University of Botswana Private Bag UB00705 Gaborone Botswana [email protected] Abstract Control charts have been widely used in industries to monitor process quality. We usually use two control charts to monitor the process. One chart is used for monitoring process mean and another for monitoring process variability, when dealing with variables da- ta. A single Cumulative Sum (CUSUM) control chart capable of de- tecting changes in both mean and standard deviation, referred to as the Max-CUSUM chart is proposed. This chart is based on standar- dizing the sample means and standard deviations. This chart uses only one plotting variable to monitor both parameters. The proposed chart is compared with other recently developed single charts. Comparisons are based on the average run lengths. The Max- CUSUM chart detects small shifts in the mean and standard devia- tion quicker than the Max-EWMA chart and the Max chart. This makes the Max-CUSUM chart more applicable in modern produc- tion process where high quality goods are produced with very low fraction of nonconforming products and there is high demand for good quality. Int. Statistical Inst.: Proc. 58th World Statistical Congress, 2011, Dublin (Session STS041) p.2997 1. Introduction Control charts are basic and most powerful tools in statistical process control (SPC) and are widely used for monitoring quality characteristics of production processes. -
A Distribution-Free Tabular CUSUM Chart for Autocorrelated Data
A Distribution-Free Tabular CUSUM Chart for Autocorrelated Data SEONG-HEE KIM, CHRISTOS ALEXOPOULOS, and KWOK-LEUNG TSUI School of Industrial and Systems Engineering, Georgia Institute of Technology, Atlanta, GA 30332 JAMES R. WILSON Department of Industrial Engineering, North Carolina State University Raleigh, NC 27695-7906 A distribution-free tabular CUSUM chart is designed to detect shifts in the mean of an autocorrelated process. The chart’s average run length (ARL) is approximated by gener- alizing Siegmund’s ARL approximation for the conventional tabular CUSUM chart based on independent and identically distributed normal observations. Control limits for the new chart are computed from the generalized ARL approximation. Also discussed are the choice of reference value and the use of batch means to handle highly correlated processes. The new chart is compared with other distribution-free procedures using stationary test processes with both normal and nonnormal marginals. Key Words: Statistical Process Control; Tabular CUSUM Chart; Autocorrelated Data; Av- erage Run Length; Distribution-Free Statistical Methods. Biographical Note Seong-Hee Kim is an Assistant Professor in the School of Industrial and Systems Engineer- ing at the Georgia Institute of Technology. She is a member of INFORMS and IIE. Her e-mail and web addresses are <[email protected]> and <www.isye.gatech.edu/~skim/>, re- spectively. Christose Alexopoulos is an Associate Professor in the School of Industrial and Systems Engineering at the Georgia Institute of Technology. He is a member of INFORMS. His e-mail address is <[email protected]> and his web page is <www.isye.gatech.edu/~christos/>. -

A CUSUM-Based Approach for Condition Monitoring and Fault Diagnosis of Wind Turbines
energies Article A CUSUM-Based Approach for Condition Monitoring and Fault Diagnosis of Wind Turbines Phong B. Dao Department of Robotics and Mechatronics, AGH University of Science and Technology, Al. Mickiewicza 30, 30-059 Krakow, Poland; [email protected] Abstract: This paper presents a cumulative sum (CUSUM)-based approach for condition monitoring and fault diagnosis of wind turbines (WTs) using SCADA data. The main ideas are to first form a multiple linear regression model using data collected in normal operation state, then monitor the stability of regression coefficients of the model on new observations, and detect a structural change in the form of coefficient instability using CUSUM tests. The method is applied for on-line condition monitoring of a WT using temperature-related SCADA data. A sequence of CUSUM test statistics is used as a damage-sensitive feature in a control chart scheme. If the sequence crosses either upper or lower critical line after some recursive regression iterations, then it indicates the occurrence of a fault in the WT. The method is validated using two case studies with known faults. The results show that the method can effectively monitor the WT and reliably detect abnormal problems. Keywords: wind turbine; condition monitoring; fault detection; CUSUM test; structural change; multiple linear regression; SCADA data Citation: Dao, P.B. A CUSUM-Based 1. Introduction Approach for Condition Monitoring and Fault Diagnosis of Wind Turbines. In econometrics and statistics, a structural break is an unexpected change over time Energies 2021, 14, 3236. https:// in the parameters of regression models, which can lead to seriously biased estimates doi.org/10.3390/en14113236 and forecasts and the unreliability of models [1–3]. -

The Cusum Algorithm - a Small Review Pierre Granjon
The CuSum algorithm - a small review Pierre Granjon To cite this version: Pierre Granjon. The CuSum algorithm - a small review. 2013. hal-00914697 HAL Id: hal-00914697 https://hal.archives-ouvertes.fr/hal-00914697 Submitted on 13 Mar 2014 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. The CUSUM algorithm a small review Pierre Granjon GIPSA-lab March 13, 2014 Contents 1 The CUSUM algorithm 2 1.1 Algorithm ............................... 2 1.1.1 The problem ......................... 2 1.1.2 The different steps ...................... 3 1.1.3 The whole algorithm ..................... 5 1.1.4 Example ............................ 7 1.2 Performance .............................. 7 1.2.1 Criteria ............................ 7 1.2.2 Optimality .......................... 9 1.3 Practical considerations ....................... 9 1.3.1 Dealing with unknowns ................... 9 1.3.2 Setting the parameters .................... 12 1.3.3 Two-sided algorithm ..................... 15 1.4 Variations ............................... 18 1.4.1 Fast initial response CUSUM . 18 1.4.2 Combined Shewhart-CUSUM . 19 1.4.3 Multivariate CUSUM .................... 19 Bibliography 20 1 Chapter 1 The CUSUM algorithm Lai [Lai 1995] and Basseville [Basseville 1993] give a full treatment of the field, from the simplest to more complicated sequential detection procedures (from Shewhart control charts [Shewhart 1931] to GLR algorithm first given in [Lorden 1971]). -

Statistical Process Control Using Dynamic Sampling Scheme
Statistical Process Control Using Dynamic Sampling Scheme Zhonghua Li1 and Peihua Qiu2 1LPMC and School of Mathematical Sciences, Nankai University, Tianjin 300071, China 2Department of Biostatistics, University of Florida, Gainesville, FL 32610, USA Abstract This paper considers statistical process control (SPC) of univariate processes, and tries to make two contributions to the univariate SPC problem. First, we propose a continuously variable sampling scheme, based on a quantitative measure of the likelihood of a process distributional shift at each observation time point, provided by the p-value of the conventional cumulative sum (CUSUM) charting statistic. For convenience of the design and implementation, the variable sampling scheme is described by a parametric function in the flexible Box-Cox transformation family. Second, the resulting CUSUM chart using the variable sampling scheme is combined with an adaptive estimation procedure for determining its reference value, to effectively protect against a range of unknown shifts. Numerical studies show that it performs well in various cases. A real data example from a chemical process illustrates the application and implementation of our proposed method. This paper has supplementary materials online. Key words: Adaptive Estimation; Bootstrap; Dynamic Sampling; Monte Carlo Simulation; Variable Sampling. 1 Introduction Statistical process control (SPC) charts provide us an effective tool for monitoring the performance of a sequential process over time. They have broad applications in manufacturing industries and in biology, genetics, medicine, finance and many other areas as well (Montgomery 2009). Three widely used control charts include the Shewhart chart (Shewhart 1931), cumulative sum (CUSUM) chart (Page 1954), and exponentially weighted moving average (EWMA) chart (Roberts 1959). -

Structural Breaks in Time Series∗
Structural Breaks in Time Series∗ Alessandro Casini † Pierre Perron‡ Boston University Boston University May 9, 2018 Abstract This chapter covers methodological issues related to estimation, testing and com- putation for models involving structural changes. Our aim is to review developments as they relate to econometric applications based on linear models. Substantial ad- vances have been made to cover models at a level of generality that allow a host of interesting practical applications. These include models with general stationary regres- sors and errors that can exhibit temporal dependence and heteroskedasticity, models with trending variables and possible unit roots and cointegrated models, among oth- ers. Advances have been made pertaining to computational aspects of constructing estimates, their limit distributions, tests for structural changes, and methods to deter- mine the number of changes present. A variety of topics are covered. The first part summarizes and updates developments described in an earlier review, Perron (2006), with the exposition following heavily that of Perron (2008). Additions are included for recent developments: testing for common breaks, models with endogenous regressors (emphasizing that simply using least-squares is preferable over instrumental variables methods), quantile regressions, methods based on Lasso, panel data models, testing for changes in forecast accuracy, factors models and methods of inference based on a con- tinuous records asymptotic framework. Our focus is on the so-called off-line methods whereby one wants to retrospectively test for breaks in a given sample of data and form confidence intervals about the break dates. The aim is to provide the readers with an overview of methods that are of direct usefulness in practice as opposed to issues that are mostly of theoretical interest. -
Optimal and Asymptotically Optimal CUSUM Rules for Change Point
Optimal and asymptotically optimal CUSUM rules for change point detect ion in the Brownian Motion model with multiple alternatives Olympia Hadjiliadis, George Moustakides To cite this version: Olympia Hadjiliadis, George Moustakides. Optimal and asymptotically optimal CUSUM rules for change point detect ion in the Brownian Motion model with multiple alternatives. [Research Report] RR-5233, INRIA. 2004. inria-00071344 HAL Id: inria-00071344 https://hal.inria.fr/inria-00071344 Submitted on 23 May 2006 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. INSTITUT NATIONAL DE RECHERCHE EN INFORMATIQUE ET EN AUTOMATIQUE Optimal and asymptotically optimal CUSUM rules for change point detection in the Brownian Motion model with multiple alternatives Olympia Hadjiliadis — George V. Moustakides N° 5233 June 2004 THÈME 1 apport de recherche ISRN INRIA/RR--5233--FR+ENG ISSN 0249-6399 Optimal and asymptotically optimal CUSUM rules for change point detection in the Brownian Motion model with multiple alternatives Olympia Hadjiliadis† — George V. Moustakides‡ Rapport de recherche n° 5233 — June 2004 — 16 pages Abstract: This work examines the problem of sequential change detection in the constant drift of a Brownian motion in the case of multiple alternatives.