Inkjet and Inkjet-Based 3D Printing: Connecting Fluid Properties and Printing Performance
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Metallizations by Direct-Write Inkjet Printing
October 2001 • NREL/CP-520-31020 Metallizations by Direct-Write Inkjet Printing Preprint C. Curtis, T. Rivkin, A. Miedaner, J. Alleman, J. Perkins, L. Smith, and D. Ginley To be presented at the NCPV Program Review Meeting Lakewood, Colorado 14-17 October 2001 National Renewable Energy Laboratory 1617 Cole Boulevard Golden, Colorado 80401-3393 NREL is a U.S. Department of Energy Laboratory Operated by Midwest Research Institute ••• Battelle ••• Bechtel Contract No. DE-AC36-99-GO10337 NOTICE The submitted manuscript has been offered by an employee of the Midwest Research Institute (MRI), a contractor of the US Government under Contract No. DE-AC36-99GO10337. Accordingly, the US Government and MRI retain a nonexclusive royalty-free license to publish or reproduce the published form of this contribution, or allow others to do so, for US Government purposes. This report was prepared as an account of work sponsored by an agency of the United States government. Neither the United States government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States government or any agency thereof. -

Manufacturing of All Inkjet-Printed Organic Photovoltaic Cell Arrays and Evaluating Their Suitability for Flexible Electronics
micromachines Article Manufacturing of All Inkjet-Printed Organic Photovoltaic Cell Arrays and Evaluating Their Suitability for Flexible Electronics Kalyan Yoti Mitra 1,*, Abdelrahman Alalawe 2,*, Stefanie Voigt 3, Christine Boeffel 3 and Reinhard R. Baumann 1,2 1 Fraunhofer Institute for Electronic Nanosystems ENAS, Printed Functionalities, 09126 Chemnitz, Germany; [email protected] 2 Digital Printing and Imaging Technology Department, Technische Universität Chemnitz, 09126 Chemnitz, Germany; [email protected] 3 Fraunhofer Institute for Applied Polymer Research, Functional Materials and Devices, 14476 Potsdam, Germany; [email protected] (S.V.); [email protected] (C.B.) * Correspondence: [email protected] (K.Y.M.); [email protected] (A.A.); Tel.: +49-371-45001458 (K.Y.M.); +49-371-53135410 (A.A.) Received: 22 October 2018; Accepted: 29 November 2018; Published: 4 December 2018 Abstract: The generation of electrical energy depending on renewable sources is rapidly growing and gaining serious attention due to its green sustainability. With fewer adverse impacts on the environment, the sun is considered as a nearly infinite source of renewable energy in the production of electrical energy using photovoltaic devices. On the other end, organic photovoltaic (OPV) is the class of solar cells that offers several advantages such as mechanical flexibility, solution processability, environmental friendliness, and being lightweight. In this research, we demonstrate the manufacturing route for printed OPV device arrays based on conventional architecture and using inkjet printing technology over an industrial platform. Inkjet technology is presently considered to be one of the most matured digital manufacturing technologies because it offers inherent additive nature and last stage customization flexibility (if the main goal is to obtain custom design devices). -
Standard Documents : Laser Printing Wide Format : L.E.D
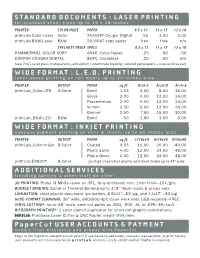
STANDARD DOCUMENTS : LASER PRINTING for standard sheet sizes up to 12 x 18 inches PRINTER COLOR MODE PAPER 8.5 x 11 11 x 17 12 x 18 printLab-Color-Laser Color 24/60#T Cougar Digital .50 1.00 1.00 printLab-B&W-Laser B&W 20/50#T copy paper free free n/a SPECIALTY MEDIA SPECS 8.5 x 11 11 x 17 12 x 18 HAMMERMILL COLOR COPY 60#C, Extra-Heavy .25 .50 .50 DOMTAR COUGAR DIGITAL 80#C, Cardstock .25 .50 n/a Also: 70#T, laser gloss, transparency, and vellum / strathmore drawing / colored copy papers — sizes & prices vary WIDE FORMAT : L.E.D. PRINTING toner-based printing on roll media up to 36 inches wide PRINTER OUTPUT PAPER sq.ft. Arch-C Arch-D Arch-E printLab_Color-LED 4-Color Bond 1.33 4.00 8.00 16.00 Gloss 2.00 6.00 12.00 24.00 Presentation 2.00 6.00 12.00 24.00 Vellum 2.00 6.00 12.00 24.00 Banner 2.50 7.50 15.00 30.00 printLab_B&W-LED B&W Bond .50 1.50 3.00 6.00 WIDE FORMAT : INKJET PRINTING aqueous pigment printing on rolls & sheets up to 60 inches wide PRINTER OUTPUT PAPER sq.ft. C/18x24 D/24x36 E/36x48 printLab_Color-Inkjet 8-Color Coated 3.33 10.00 20.00 40.00 Photo Satin 4.00 12.00 24.00 48.00 Photo Gloss 4.00 12.00 24.00 48.00 printLab-E9800* 8-Color for high-resolution photos and sheet media up to 44” wide ADDITIONAL SERVICES finishing options & other stuff we offer 3D PRINTING: Prusa i3 MK3s—save as .STL, fully-enclosed; min. -
Introduction to Printing Technologies
Edited with the trial version of Foxit Advanced PDF Editor To remove this notice, visit: www.foxitsoftware.com/shopping Introduction to Printing Technologies Study Material for Students : Introduction to Printing Technologies CAREER OPPORTUNITIES IN MEDIA WORLD Mass communication and Journalism is institutionalized and source specific. Itfunctions through well-organized professionals and has an ever increasing interlace. Mass media has a global availability and it has converted the whole world in to a global village. A qualified journalism professional can take up a job of educating, entertaining, informing, persuading, interpreting, and guiding. Working in print media offers the opportunities to be a news reporter, news presenter, an editor, a feature writer, a photojournalist, etc. Electronic media offers great opportunities of being a news reporter, news editor, newsreader, programme host, interviewer, cameraman,Edited with theproducer, trial version of Foxit Advanced PDF Editor director, etc. To remove this notice, visit: www.foxitsoftware.com/shopping Other titles of Mass Communication and Journalism professionals are script writer, production assistant, technical director, floor manager, lighting director, scenic director, coordinator, creative director, advertiser, media planner, media consultant, public relation officer, counselor, front office executive, event manager and others. 2 : Introduction to Printing Technologies INTRODUCTION The book introduces the students to fundamentals of printing. Today printing technology is a part of our everyday life. It is all around us. T h e history and origin of printing technology are also discussed in the book. Students of mass communication will also learn about t h e different types of printing and typography in this book. The book will also make a comparison between Traditional Printing Vs Modern Typography. -

Drop-On-Demand Inkjet Drop Formation and Deposition
DROP-ON-DEMAND INKJET DROP FORMATION AND DEPOSITION A Dissertation Presented to The Academic Faculty by HONGMING DONG In Partial Fulfillment of the Requirements for the Degree DOCTOR OF PHILOSOPHY in the School of POLYMER, TEXTILE AND FIBER ENGINEERING Georgia Institute of Technology AUGUST 2006 DROP-ON-DEMAND INKJET DROP FORMATION AND DEPOSITION Approved by: Dr. Wallace W. Carr, Advisor Dr. Mary Lynn Realff School of Polymer, Textile and Fiber School of Polymer, Textile and Fiber Engineering Engineering Georgia Institute of Technology Georgia Institute of Technology Dr. David G. Bucknall Dr. F. Joseph Schork School of Polymer, Textile and Fiber School of Chemical and Biomolecular Engineering Engineering Georgia Institute of Technology Georgia Institute of Technology Dr. Karl I. Jacob Dr. Jeffrey F. Morris School of Polymer, Textile and Fiber Benjamin Levich Institute and Engineering Department of Chemical Engineering Georgia Institute of Technology City College of New York Date Approved: June 30, 2006 ACKNOWLEDGEMENTS First, I would like to thank my advisor, Dr. Wallace W. Carr. During the last four years, Dr. Carr has guided me with his profound academic knowledge and rich experience in a variety of ways. From the selection of courses to the writing of my dissertation and papers, from experimental setup to discussion and analyses of the experimental results, Dr. Carr has put significant effort into my graduate study and research. I really admire his enthusiasm for scientific research and his kind patience with students. I would also like to thank Dr. Jeffrey F. Morris for his active and efficient involvement in my research. His ideas often encouraged me to go forward in my research. -

HP Inkjet Technology
HP inkjet technology The value of HP inkjet print cartridges and their reliability Innovative design HP ink is complex to design, with many variables that must be tested and optimized. During a typical ink design cycle, HP evaluates many hundreds of ink variations, with 50 to 80 different performance attributes measured for each variation. HP designs the ink, print cartridge, printer, and media in parallel as part of an iterative process. As ink formulas are created, HP conducts exhaustive tests to help fine- tune each of the components to work optimally together. For extremely realistic and reliable photo images, HP uses a color layering process precisely tuned for HP ink and paper. Any changes in the ink formulation could affect the reliability of the system as well as the quality of the printed output. HP thermal inkjet printing relies on genuine HP ink within the print cartridge to work optimally. During the printing process, tiny ink drops—as small as 4-picoliters—are launched through hundreds of printhead nozzles onto the paper. A picoliter is a millionth of a millionth of a liter! Inks contaminated with impurities or with different characteristics can cause problems within the ink cartridge, which is why HP goes to great lengths to ensure its inks always meet the correct formulation. To produce each color dot, HP accurately places as many as 32 tiny drops of ink onto the page. If HP ink is not used, ink drops can eject too quickly, or too slowly, affecting the quality of the print. PAGE 1 Excellence in manufacturing Chemists monitor many factors critical to HP’s ink quality during the manufacturing process. -

& Who's Who in Printing 2018 Printing Impressions
2018 Printing Impressions 35th Annua l Ranking & Who’s Who in Printing PIworld.com | Printing Impressions 1 2018 PRINTING IMPRESSIONS Celebrating its 35th consecutive year, the PRINTING IMPRESSIONS 400 provides the industry’s most comprehensive listing 35th Annua of the leading printing companies in the l Ranking United States and Canada ranked by annual sales volume. The listings include company name and the their annual revenue figures, so they are not location of the headquarters; parent company, included on our PI 400 list. This year, based if applicable; current and previous year’s rank- on Forbes’ ranking of the largest privately-held ings; most recent and previous fiscal year sales companies, we included Taylor Corp. and figures; percentage change in sales; primary used Forbes’ estimated sales calculation. product specialties; principal officer(s); number In addition, some very large firms that are of employees and manufacturing plants; as well ranked, notably RR Donnelley, would not, as the firm’s total range of in-house sheetfed or could not, break down their annual sales and webfed digital and conventional printing by the various print market specialties that process capabilities. we track (so, they may not appear on some of The financial information shown for the our Top 5 market segment leaders charts). PI 400 rankings was provided voluntarily by Individual printing companies that are privately-held and employee-owned firms, part of larger graphic arts networks are not and we instructed companies to not provide listed separately. In essence, to do so would be projected/estimated sales figures if their fiscal to show sales figures twice. -

Low Temperature Chemical Sintering of Inkjet-Printed Zn Nanoparticles for Highly Conductive Flexible Electronic Components
www.nature.com/npjflexelectron ARTICLE OPEN Low temperature chemical sintering of inkjet-printed Zn nanoparticles for highly conductive flexible electronic components ✉ Subimal Majee 1 , Mikael C. F. Karlsson1,2, Anurak Sawatdee1, Mohammad Yusuf Mulla1, Naveed ul Hassan Alvi1, Valerio Beni1 and ✉ David Nilsson 1 This study illustrates an innovative way to fabricate inkjet-printed tracks by sequential printing of Zn nanoparticle ink and curing ink for low temperature in situ chemical sintering. Employing chemical curing in place of standard sintering methods leads to the advantages of using flexible substrates that may not withstand the high thermal budgets of the standard methods. A general formulation engineering method is adopted to produce highly concentrated Zn ink which is cured by inkjet printing an over-layer of aqueous acetic acid which is the curing agent. The experimental results reveal that a narrow window of acid concentration of curing ink plays a crucial role in determining the electrical properties of the printed Zn nanoparticles. Highly conductive (~105 S m−1) and mechanically flexible printed Zn features are achieved. In addition, from systematic material characterization, we obtain an understanding of the curing mechanism. Finally, a touch sensor circuit is demonstrated involving all-Zn printed conductive tracks. npj Flexible Electronics (2021) 5:14 ; https://doi.org/10.1038/s41528-021-00111-1 1234567890():,; INTRODUCTION Although non-metallic inkjet printable conductive inks are Inkjet-printing of electrodes and connectors using conductive inks available based on conductive polymers such as PEDOT:PSS, and has captured much attention in the last couple of decades in carbonaceous NPs (i.e., graphene); the majority of the conducting 2,7–13 various printed electronics applications owing to its non- inks available in the market rely on metallic NPs (Ag, Au, Cu, Ni) . -

Inkjet-Printed Light-Emitting Devices: Applying Inkjet Microfabrication to Multilayer Electronics
Inkjet-Printed Light-Emitting Devices: Applying Inkjet Microfabrication to Multilayer Electronics by Peter D. Angelo A thesis submitted in conformity with the requirements for the degree of Doctor of Philosophy Department of Chemical Engineering & Applied Chemistry University of Toronto Copyright by Peter David Angelo 2013 Inkjet-Printed Light-Emitting Devices: Applying Inkjet Microfabrication to Multilayer Electronics Peter D. Angelo Doctor of Philosophy Department of Chemical Engineering & Applied Chemistry University of Toronto 2013 Abstract This work presents a novel means of producing thin-film light-emitting devices, functioning according to the principle of electroluminescence, using an inkjet printing technique. This study represents the first report of a light-emitting device deposited completely by inkjet printing. An electroluminescent species, doped zinc sulfide, was incorporated into a polymeric matrix and deposited by piezoelectric inkjet printing. The layer was printed over other printed layers including electrodes composed of the conductive polymer poly(3,4-ethylenedioxythiophene), doped with poly(styrenesulfonate) (PEDOT:PSS) and single-walled carbon nanotubes, and in certain device structures, an insulating species, barium titanate, in an insulating polymer binder. The materials used were all suitable for deposition and curing at low to moderate (<150°C) temperatures and atmospheric pressure, allowing for the use of polymers or paper as supportive substrates for the devices, and greatly facilitating the fabrication process. ii The deposition of a completely inkjet-printed light-emitting device has hitherto been unreported. When ZnS has been used as the emitter, solution-processed layers have been prepared by spin- coating, and never by inkjet printing. Furthermore, the utilization of the low-temperature- processed PEDOT:PSS/nanotube composite for both electrodes has not yet been reported. -

Zinc Oxide Nanoparticles: Doping, Inkjet Printing, and Electron Accepting from Photoexcited Porphyrin Dyes
Zinc Oxide Nanoparticles: Doping, Inkjet Printing, and Electron Accepting from Photoexcited Porphyrin Dyes A DISSERTATION SUBMITTED TO THE FACULTY OF THE GRADUATE SCHOOL OF THE UNIVERSITY OF MINNESOTA BY Andrew Joseph Bierbaum IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF DOCTOR OF PHILOSOPHY Wayne L. Gladfelter June 2013 © Andrew Bierbaum 2013 Abstract This research attempted to extend the useful applications of ZnO by investigating ZnO nanoparticles, doping ZnO nanoparticles, characterizing electron injection from dye molecules into ZnO nanoparticles, and depositing thin films of doped ZnO nanoparticles using inkjet printing. Chapter 1 describes research that produced particles ranging from 2.7 nm to 1 µm of undoped and doped ZnO. These particles were made using solution methods with zinc acetate and aluminum and gallium nitrate salts as dopants, and the particles were characterized by ultraviolet visible absorption, photoluminescence, infrared absorption, and transmission or scanning electron microscopy. The doped ZnO nanoparticles displayed optical signatures of doping in particles larger than 10 nm. This is significant because doping of nanoparticles is still not fully understood, and there are few examples of successfully doping nanoparticles. Chapter 2 describes the research done toward inkjet printing of ZnO films for potential use in a fully inkjet printed solar cell. The research aim was to produce a TCO film of ZnO using inkjet printing that had a bulk resistivity between 10-2 and10-3 Ω cm, a thickness between 0.1 and 1 μm, the highest transparency possible, and processed using conditions under 250 ºC. Film produced using solution methods including inkjet printing were characterized by four point probe ohmmeter, x-ray diffraction, ultraviolet visible absorption, visible microscopy, profilometry, and scanning electron microscopy. -

(12) United States Patent (10) Patent No.: US 7,050,725 B2 Jingu (45) Date of Patent: May 23, 2006
US007050725B2 (12) United States Patent (10) Patent No.: US 7,050,725 B2 Jingu (45) Date of Patent: May 23, 2006 (54) IMAGE FORMING APPARATUS 5,373.350 A * 12/1994 Taylor et al. .................. EMPLOYING TWO PRINTING METHODS 5,563,694. A * 10/1996 Katayama ............ 5,729,785 A * 3/1998 Sakaizawa et al. ... (75) Inventor: Hidehito Jingu, Tokyo (JP) 5,781,823 A * 7/1998 Isobe et al. .................... 399.2 6,725,770 B1 * 4/2004 Maeda ....................... 101 129 (73) Assignee: Oki Data Corporation, Tokyo (JP) FOREIGN PATENT DOCUMENTS (*) Notice: Subject to any disclaimer, the term of this JP 09-169474 6, 1997 patent is extended or adjusted under 35 k . U.S.C. 154(b) by 0 days. cited by examiner Primaryy Examiner—Louis Arana (21) Appl. No.: 10/790,041 (74) Attorney, Agent, or Firm—Rabin & Berdo, PC (65) Prior Publication Data US 2004/0175191 A1 Sep. 9, 2004 An image forming apparatus has a first image forming unit and a second image forming unit that form images by (30) Foreign Application Priority Data different methods on the same page. The image formed by Mar. 3, 2003 (JP) 2003-055.192 the second image forming unit is used as an identifying • - s 1- w - way - F · · · · · · · · · · · · · · · · · · · · · · · · · · · · · image to distinguish an original document made by the (51) Int. Cl. image forming apparatus from copies of the original docu GO3G I5/00 (2006.01) ment. The second image forming unit may, for example, (52) U.S. Cl 399/2: 39976 emboss or punch holes in the printing medium. The second (58) Field O f Classification search- - - - - - - - - - - - 399A2 image forming unit may accordingly be a serial impact dot - - - - - - - - - - - - - - - - - - - -39976 7 matrix printing unit or a stamping unit, while the first See application file for complete search history s printing unit may be, for example, an inkjet printing unit or an electrophotographic printing unit. -

Moiré-Fringeless Transparent Conductive Films with a Random
www.nature.com/scientificreports OPEN Moiré-fringeless Transparent Conductive Films with a Random Serpentine Network of Medium- Received: 1 March 2019 Accepted: 24 July 2019 Field Electrospun, Chemically Published: xx xx xxxx Annealed Silver Microfbres Dong-Youn Shin1, Eun-Hye Park1 & Ka-Hyun Kim2 Low-cost fexible transparent conductive flms (TCFs) with direct writing of metal grids have been explored as a promising alternative to conventional indium-tin-oxide-based TCFs for future fexible electronics. However, fexible TCFs have raised technical concerns because of their disadvantages, such as low resolution, low productivity, poor optoelectrical performance, poor thermal stability, and adverse moiré fringes, which primarily arise from the superposition of periodic patterns. Herein, a facile and highly productive method to fabricate moiré-fringeless TCFs with good optoelectrical characteristics and excellent thermal stability is presented using a single-pass printed random serpentine network of medium-feld electrospun silver microfbres (AgMFs) with a line width of 2.32 ± 0.97 μm by exploiting the random serpentine motion of medium-feld electrospinning, enabling moiré-fringeless TCFs. The electrical in-plane anisotropy of the TCFs can be kept well below 110.44 ± 1.26% with the in situ junction formation of the AgMFs in the transverse direction. Combined thermal and chemical annealing of the AgMFs enables high productivity by reducing the thermal annealing time by 40%. The good optoelectrical performance, fair electrical in-plane anisotropy, high productivity, and superior thermal stability of the TCFs with the single-pass printed random serpentine network of medium-feld electrospun AgMFs are suitable properties for fexible electronics such as ultra- large digital signage with LEDs.