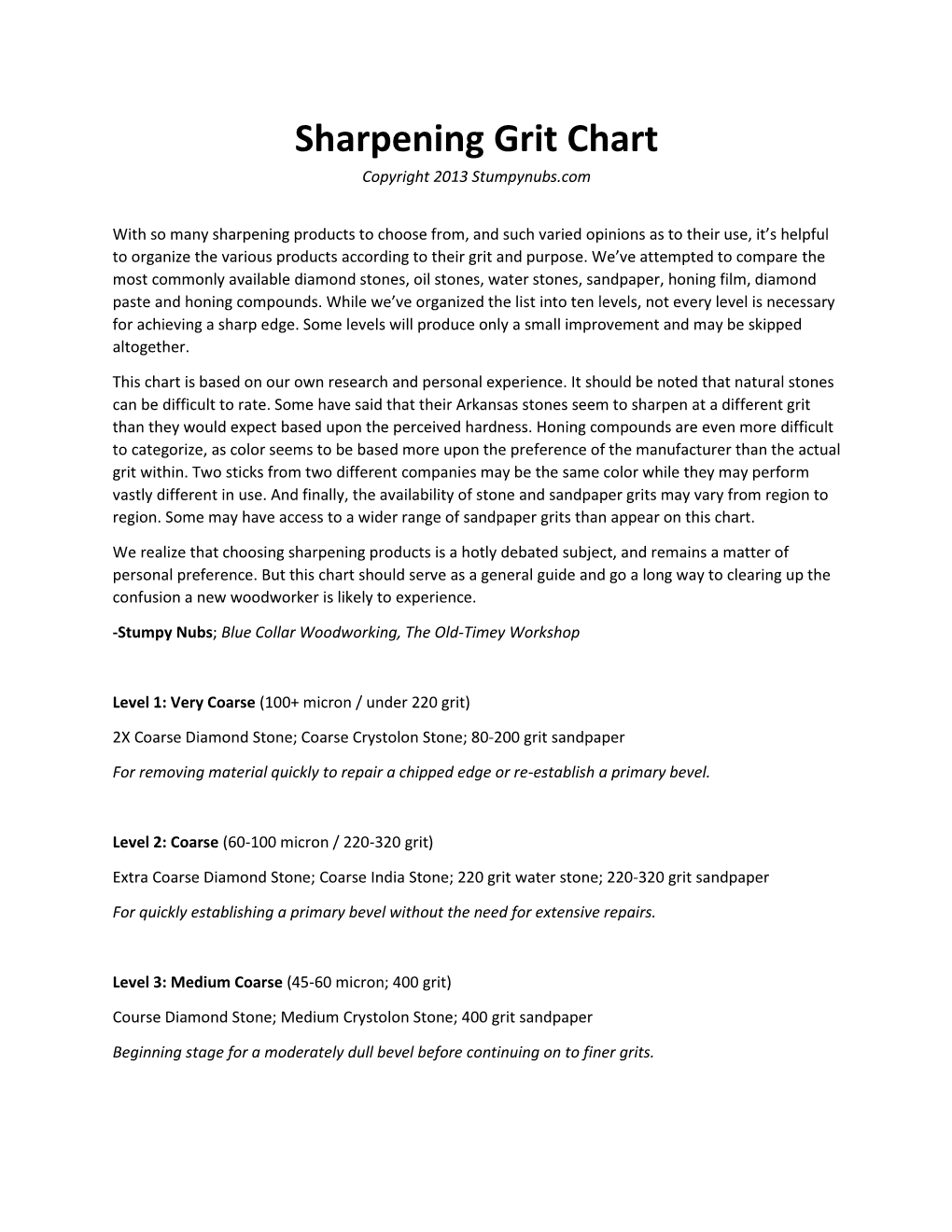
Grit Chart for Sharpenign with Sandpaper, Diamonds, Stones Or
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Finishing Sander
Finishing Sander I. Competencies Given a properly adjusted finishing sander, accessories, instruction and demonstration of use, each student will be able to: A. Identify the major parts of the finishing sander. B. Pass a written test on safety and operating procedures of the finishing sander with 100 percent accuracy. C. Demonstrate ability to use the finishing sander, following suggested safety rules and correct operation procedures. II. Instructional Materials and Procedures A. Identification of basic finishing sander parts. 1. Brush Holder 6. Paper Clamp 2. Switch Lock 7. Pad 3. Trigger Switch 8. Paper Clamp 4. Handle 9. Aluminum Housing 5. Cord Strain Reliever 10. Front Hand Knob B. Finishing Sander Safety 1. Wear safety glasses at all times when using the finishing sander. 2. Wear a dust mask or respirator to prevent breathing the fine saw dust particles that are generated by the finishing sander. 3. Keep the electrical and extension cords away from the work area. 4. Wear hearing protectors when using finishing sanders that are noisy. 5. Secure or clamp the stock before starting the sanding operation. 6. Watch out for slick walking suffices when using the finishing sander. Fine dust particles will settle on the floor making it slick. 7. Visually inspect the sander to make sure the electrical cord is not frayed or pulled out of the sander housing. If either condition exists repair the sander before using. 8. If the sander sparks excessively when being used check the brushes. Reseat or replace the brushes as necessary to reduce sparking. 9. Do not over-extend and get off balance when using the finishing sander. -

Technology at Rocky Flats, Contact David Maloney, Kaiser-Hill Company, (303) 966-7566, Or Gary Huffman, DOE, Rocky Flats Field Office, (303) 966-7490
Demonstration & Deployment Summary Ultra-high Pressure Water Jet Used to Remotely Cut B774 Tank Summary chanical cutting with Sawzalls or nibblers will break loose Liquids used for process- fixatives and cause re-suspension of contaminants. Workers ing plutonium at Rocky are also exposed to cutting hazards that have the potential to Flats required hundreds breach personal protective equipment (PPE). of tanks for storage and Thermal cutting using plasma-arc requires construction of treatment. Many of specialized containment and ventilation systems to protect these tanks are so large workers and control dust and fumes. Installation of these they had to be installed systems is engineering-intensive, time consuming and prior to the completion expensive. Thermal cutting also creates potential toxic and of the buildings that corrosive hazards when the tank contains organic or housed them. Some tanks halogenated organic residues. contain polychlorinated biphenyls (PCBs), oth- D&D managers envisioned alternative cutting methods that ers may contain beryl- would reduce work- lium, and nearly all of ers’ exposure to them are contaminated cutting hazards, er- with plutonium and am- gonomic challenges ericium. and the potential for airborne radioactiv- Large tanks, such as the 7,300- ity and beryllium gallon New Tank 40 in building contamination that 774, are far too large to be re- result from thermal moved from the building. To size- or mechanical size- reduce New Tank 40, workers reduction methods. would have used nibblers to com- plete three cuts around the tank’s 20-foot circumference. The ultra- The high pressure water-jet, manufac- Technology tured by Jet Edge, instead made Jet Edge of St. -

Water Jet Cutting a Technology on the Rise
Water Jet Cutting A Technology on the Rise Water Jet Cutting- A Technology on the Rise Foreword: Siberia to Iceland, from Norway to South The purpose of this brochure is to give the Africa. reader a rough overview of Waterjet Specially trained technicians are constantly Cutting. In addition to precise cutting of on duty and can help you immediately at various materials as presented, many any time. special applications i.e. medical and in the decommissioning and demolition field Service and wear parts are shipped within exist – these however being outside the 24 hours. scope of this text. For any additional Our contract-cutting department takes information, our KMT Waterjet team is care of our customers’ needs to the fullest, always available. Also, we would like to enabling us to perform test-cutting welcome you to visit our homepage procedures in order to optimize the www.kmt-waterjet.com, where you have cutting method, allowing you for the option of downloading useful files. economically and technically sound In order for you to get a better operation of your machines. understanding of KMT Waterjet Systems, The KMT Waterjet team in Bad Nauheim is we would also like to take this opportunity always available to answer your questions! to present our company. In the Autumn of 2003, KMT AB of Sweden purchased the Waterjet Cutting Division from Ingersoll-Rand. The KMT Corporation is an Internationally active corporation with over 700 employees worldwide. KMT Waterjet Systems employs 200 people. Further KMT brands include UVA, LIDKOPING, KMT Robotic Solutions, KMT Aqua-Dyne, KMT McCartney, and KMT H2O. -
The Original. Versatile and Powerful
iNTEriOr CONSTruCTiON The Original. Versatile and powerful. FEiN MultiMastEr – the universal system for interior construction and renovation NEW! Now available in a cordless version From the inventor of the power tool: FEIN MultiMaster. More than 40 year’s experience is built into this system. Original FEiN accessories – developed for the MultiMastEr. FEIN brought the first oscillating power tool to the market Original FEIN accessories guarantee outstanding results and an over 40 years ago. These decades of experience are built into unrivalled long service life. It handles all common renovation and the FEIN MultiMaster, making this universal system for interior interior construction work for professionals and also provides construction and renovation unique in its diversity of applications unique application solutions. Maximum performance, safety and and performance. In addition, the MultiMaster impresses with high reliability are guaranteed with the FEIN MultiMaster. quality components and is an indispensible companion for trade and industrial professionals. Technology / Quality The Original Page 4 The MultiMaster Page 6 The MultiMaster Cordless Page 7 Accessories know-how Page 10 2 FEiN MultiMastEr Cordless – mobile and powerful. Your benefits with FEiN oscillating power tools: The new battery version makes the FEIN MultiMaster more flexible and convenient than ever. Cordless, but with identical performance, ɰ More than 40 year’s experience with oscillation technology. so work can be done anywhere, even without a power supply. And ɰ The high “Made in Germany” quality you expect. all this in the durable quality that you expect from a real Original. ɰ Unrivalled performance and versatility. ɰ Original FEIN accessories for perfect results and maximum tool life. -

Sanding Tools
SANDING TOOLS PREPPIN’ WEAPON SANDING BLOCK SANDPAPER Preppin’ Weapon is a The weights and grits listed have been found to handy sanding block made be the most ef fec tive for sanding fiberglass/epoxy of Styrofoam core and high CM surfaces. Sheet Size: 9” x 11”. impact ABS that won’t break when dropped. Easy to Price /Sheet grip for wet or dry sanding. Sandpaper Type Part No. Less than 50 Contoured to fit the shape Sheets of a hand and is sized to fit a 1⁄4” sheet of plain backed WP Aluminum Oxide Open Coat “D” 01-26200 $1.75 36 Grit Weight 8 x 11 sandpaper or a 2 3⁄4” wide file paper. It’s coil spring design holds single or SANDPAPER 3M™ multiple sheets equally tight 3M™ Wetordry™ Abrasive Sheet 413Q is an and saves reloading time by ME abrasive sanding paper constructed on a light, stacking up to 4 sheets and A-weight paper backing and features a water- tearing them away as the proof resin bonding to help prevent heat buildup. abrasive wears out. Save The silicon carbide abrasive and waterproof reloading time by using col- backing make this paper an ideal product for ors to indicate grits. Excellent for builders of aircraft, boats, cars, etc. sanding applications such as paint prep, sanding, Yellow ..........................................................P/N 12-00505 ...........$20.50 HA sealer sanding, and solid surface finishing.This Red ..............................................................P/N 12-00506 ...........$19.85 will produce satin-smooth finishes on metal and Green...........................................................P/N 12-00507 ...........$19.95 other doped, lacquered, or enameled surfaces. -

SL-IV 50 PLUS Manual
STREAMLINE HIGH-PRESSURE WATERJET PUMP OPERATION and SERVICE MANUAL STREAMLINE SL-IV 50 STREAMLINE SL-IV 50 400 V / 3 / 50 Hz Manual No. 05146311 Rev. 3 Original: July 2003 CPN-Nr.: 80800-GB-08 NOTICE This document contains subject matter in which KMT Waterjet Systems Company has proprietary rights. Recipients of this document shall not duplicate, use, or disclose information contained herein, in whole or in part, for other than the purpose for which this manual was provided. KMT Waterjet Systems believes the information described in this manual to be accurate and reliable. Much care has been taken in its preparation, however, the Company cannot accept any responsibility, financial or otherwise, for any consequences arising out of the use of this material. The information contained herein is subject to change, and revisions may be issued to advise of such changes and/or additions. KMT Waterjet Systems 2004 KMT Waterjet Systems Wasserstrahl-Schneidetechnik GmbH Auf der Laukert 11 D – 61231 Bad Nauheim, Germany Tel. +49 (0) 60 32 – 997 0 Fax: +49 (0) 60 32 – 997 270 E-Mail: [email protected] 01/2004 01/2004 SECTION 0 TABLE OF CONTENTS TABLE OF CONTENTS 1 INTRODUCTION (1) 1-1 1.1 Description 1-1 1.1.1 Features 1-3 1.2 Functional Description 1-3 1.2.1 Functional Features 1-3 1.3 Worldwide Product Support 1-5 1.3.1 GOLD- und SILVER-Service - Cost-Calculation Security 1-5 1.3.2 Service Department 1-5 1.3.3 Parts Support 1-6 1.3.4 Questionnaire 1-6 1.4 Safety 1-9 1.4.1 Labels and Abbreviations 1-9 1.4.2 Safety Procedures 1-11 1.4.3 High-Pressure -
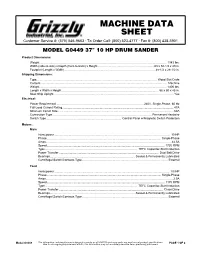
G0449 Specifications Sheet
MACHINE DATA SHEET Customer Service #: (570) 546-9663 · To Order Call: (800) 523-4777 · Fax #: (800) 438-5901 MODEL G0449 37" 10 HP DRUM SANDER Product Dimensions: Weight............................................................................................................................................................ 1143 lbs. Width (side-to-side) x Depth (front-to-back) x Height..................................................................... 68 x 50-1/2 x 49 in. Footprint (Length x Width)............................................................................................................... 45-1/2 x 28-1/2 in. Shipping Dimensions: Type................................................................................................................................................... Wood Slat Crate Content........................................................................................................................................................... Machine Weight............................................................................................................................................................ 1406 lbs. Length x Width x Height....................................................................................................................... 55 x 60 x 45 in. Must Ship Upright................................................................................................................................................... Yes Electrical: Power Requirement.......................................................................................................... -

Rodent Decapitation
Florida State University Animal Care and Use Program Standard Operating Procedure Rodent Decapitation 1.0 Scope and Application The 2013 AVMA Guidelines for the Euthanasia of Animals states that decapitation is acceptable with conditions if performed correctly and that it may be used when required by experimental design and approved by the IACUC. Decapitation may be accomplished by the use of a commercial guillotine, dedicated scissors, or razor/scalpel blades. Scissors and razor/scalpel blades may only be used for neonatal rodents (< 10 days of age). 2.0 Summary of Method • Training Requirements o The Principal Investigator (PI) must ensure that all personnel using the guillotine are properly trained and proficient in its use. o Personnel wishing to perform decapitation without anesthetics or analgesics must be trained by an LAR veterinarian or ACUC-approved trainer prior to performing procedure. • Preparing for decapitation o The PI and laboratory personnel are responsible for ensuring that the equipment is always in good working condition prior to any use. o Good working condition means that guillotines and dedicated scissors are clean, in good condition, sharp and move freely. The actions should be smooth with no perceptible binding or resistance, and the blades must be rust-free, sharp, and decapitate with minimal force. Razor or scalpel blades should be new. • Decapitation procedure o All personnel performing decapitation must be properly trained. Training must be documented in a laboratory maintained log indicating training date and trainer. ACU personnel are available to provide training if requested. o The decapitation procedure should be performed in an area that is separate from other rodents. -

Tools Table.Pdf
Tool Table Tool Name & Picture Description/Use How to use it Safety considerations 1. Speed square Speed squares are To use a speed square, you - Might fall and hurt triangles normally made get your material (I used someone of plastic or metal, that wood) and make a mark of - Its edges might ram have ruler where you want the straight, into someone if you measurements along the right angle, line to be. Then are aren’t careful sides. On one side, there you take the speed square with it. is an extension of the and hook it onto the side of plastic/metal that is used the wood with the plastic to hitch on to the wood. extension, forming a straight Speed squares are used right angle. Then you trace to draw straight, right your pencil along the edge angle, lines on surfaces of the speed square. like wood. 2. Clamp A clamp is used to tightly To use a clamp, you use the - Clamps are heavy hold things together. I little silver lever (if it has enough to injure used it for tightly holding one) to adjust the sliding someone if they fall my pieces of wood arm to fit around whatever on your foot. together while the wood you want to clamp. Next, glue was drying. you twist the handle that twists the screw. This will push the movable jaw in, which will tighten around the thing you are clamping. 3. Scissors Scissors are used to cut To use scissors, you put - Scissors can cut or things like paper and your fingers in the holes and stab someone if you plastic. -

Bandsawn Curves, Precise and Repeatable Template-Guided Techniques from a Master of the Machine
Bandsawn Curves, Precise and Repeatable Template-guided techniques from a master of the machine BY BRIAN BOGGS n 35 years working wood I’ve gradually ac- quired many machines, but the bandsaw re- Imains at the heart of my shop, the one machine I couldn’t live without. Bandsaws are irreplaceable for cutting all sorts of curves freehand, of course, and I’ll say a little here about those. But that’s just the beginning. The saw’s greatest potential is re- vealed when you use it for template-guided curve cutting. Set up properly and guided by templates, a bandsaw can deliver repeatable curved cuts in a mind-bending array. With template-guided cuts you don’t have to correct rough bandsawn curves with a router, just sand away tooth scratches. If the techniques I describe here don’t work well on your saw, they will if you tune it up. The best article I have read on bandsaw tune-up is Michael Fortune’s “Five Tips for Better Bandsawing” (FWW #173 or FineWoodworking.com/271). I’d recom- mend reading that (paying particular attention to COPYRIGHT 2018 by The Taunton Press, Inc. Copying and distribution of this article is not permitted. • Fine Woodworking #271 - Nov/Dec 2018 Some tips for SAWING FLAT Keep an eye on the gap sawing freehand beside the blade as well as the pencil line. When cutting curves freehand, If the saw is cutting you’ll benefit by watching the properly the gap should side of the blade as well as the be parallel (1). -

Knife Sharpening
Knife Edge Sharpening & Honing Having a Razor Sharp Edge on Every Knife is the ESSENTIAL First Step for any Leather Crafting. Sharpening = Creating a Beveled Edge Honing = Polishing and Keeping the Edge Sharp Different Blade Angles and Types of Knife Edge for different purposes. These angles are “approximate” and can vary according to the individual preference. This is an End View of 3 Basic Blade Edge Angles that are used for different types of tools. NOTE: A Dull Knife Blade is Very Dangerous and Makes the Task of Cutting Leather Extremely Difficult. Skiving Leather with a Dull Knife is NOT Possible Demonstration Photos: Ceramic “Double Stuff” Sharpening and Honing Stone by Spyderco 45 degrees 22 degrees 11 degrees Step 2. White Side for Honing / Polishing Wide Angle Medium Angle Narrow Angle Splitting Slicing Shaving Step 1. Dark Side for separating, like an axe cutting things apart, like cutting or shaving for all Sharpening for splitting firewood... a kitchen knife... leather projects... Side Views - Positioning the Knife Blade Edge on the Sharpening Stone Perfect Too High Too Flat Angle 11 degree Angle of Blade Edge of Blade NOT Edge of Blade Angle Too Steep Touching Stone Touching Stone Angle of Blade Too Steep Angle of Blade Too Low Angle of Blade is Perfect This will make the edge Blade is Flat on the sharpening 11 degrees with the cutting angle too broad. stone and the cutting edge edge of the knife touching the does not touch the stone. stone all the way across. Be Sure to: Flip the Knife Over to Perfect Angle = 11 degrees Sharpen Both Sides of the Blade. -

Experiments on Knife Sharpening
Experiments on Knife Sharpening John D. Verhoeven Emeritus Professor Department of Materials Science and Engineering Iowa State University Ames, IA September 2004 page 2 [1] Introduction page 8 [2] Experiments with Tru Hone knife sharpening machine page 12 [3] Experiments with steels page 18 [4] Hand Sharpening with flat stones and leather strops page 25 [5] Experiments with the Tormek machine page 32 [6] Buffing wheel experiments page 37 [7] Experiments with carbon steels page 40 [8] Experiments with diamond polishing compound page 43 [9] Summary and Conclusions page 46 References page 47 Appendix 1 Edge angle measurements with a laser pointer page 48 Appendix 2 The Tormek sharpening machine page 53 Appendix 3 The Tru Hone sharpening machine Note: This work was supported by the Departments of Materials Science and Engineering and Mechanical Engineering at ISU by providing the author with laboratory space, machine shop service and use of the scanning electron microscope. [1] Introduction This report presents the results of a series of tests done on various aspects of knife sharpening. It is divided into sections devoted to each aspect. Each section terminates with a set of conclusions and a Summary of these conclusions is presented at the end of the report. This work has concentrated on evaluating the effectiveness of various knife sharpening techniques by examining the sharpened edges of the knives in a scanning electron microscope, SEM. Much can be learned by examination of a sharpened knife edge with a magnifying glass or an optical microscope, particularly the binocular microscope. However, the optical microscope suffers from a severe limitation.