Conveyor Belt Fabric Splice Manual
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Convertible Collar Construction
Convertible Collar Construction Directory Click any image to go to that section Yoke/Facing Options: Intro and Gallery By far the most common set-up for a The purpose of this introductory section is to convertible-collar shirt is that it has front facings feature and compare the range of other options and a yoke, and that these two details don’t touch, also, if less commonly, in use beyond this classic as in the example at right. one, before I proceed to work step-by-step through a handful of useful variants . Many other possible That is, the facings don’t extend far enough combinations, and of course, variations on the towards the shoulders at the neckline that they’ll ones here, are conceiveable and may suit your meet with or join to the fronts of the yoke layers. As project better, so feel free to experiment. a result, the yoke construction steps aren’t integrated into the collar steps and are completed, in front at least, before the collar is begun, so the options for using the yoke as a back facing are eliminated. The steps for this classic arrangement are described below in Variation #5, in the Front Facing Only category. Collar Insertion Options Step-By-Step No Yoke or Facings Required Front facings Only Front and Back Facings, or Yoke Used as Facing Variation 1: Collar Applied as Band Variation 3: Collar’s Back Neckline Edge-Stitched Variation 6: Back Facings 1 3 and Facings Secured at Shoulder Seams 6 Options: Options: 1. Edge-stitched neckline 2. -

500 Years of Filipina Fashion
500 YEARS OF FILIPINA FASHION 2020 Asian Pacific Heritage Month 500 Years of Filipina Fashion By: Charity Bagatsing Doyl Research for this presentation includes: The Boxer Codex Emma Helen Blair’s The Philippine Islands 1493-1898 William Henry Scott’s Barangay Philippine Folklife Museum Foundation The Henry Otley Beyer Library Collection Thank You Dean Cameron, DaShond Bedford and Spokane Public Library. They do not however on this account go naked, they wear well made collarless robes which reach the ankles and are of cotton bordered with colors. When they are mourning, these robes are white. They take off this robes in their houses, and in places where garments are unnecessary. But everywhere and always they are very attentive to cover their persons with great care and modesty. Wherein they are superior to other nations, especially to the Chinese.” Father Chirino - Relacion de las Islas Filipinas 1602 One of the earliest records of Philippine fashions comes from the 16th century manuscript known as the Boxer Codex. 15th century Filipinos were described to wear stylish and lavishly beaded clothing from only the best and most expensive materials available at that time. In 1591, the Chinese merchants sold over 200,000 robes of cotton and silk up and down the islands. This shopping spree caused such an alarm to the Spanish regime because chiefs and slaves wore the same extravagant silk and lavishly beaded outfits, making it impossible to judge their rank from their dress. Another concern was the exorbitant amount of money Filipinos spent on their clothes, which the colonizers maintained should go to the Spanish treasury instead of the pockets of the Chinese traders. -

2019 Walking/Racking/Mountain Horse Division
2019 WALKING/RACKING/MOUNTAIN HORSE DIVISION Contents General Division Rules Walking Horse Division: • Walking Horse Class Descriptions • Walking Horse General Class Rules • Shoeing Requirements • Tack & Attire • Criteria for Judging Walking Horse Classes Racking Horse Division: • Racking Horse Class Descriptions • Racking Horse General Class Rules • Shoeing Requirements • Tack & Attire • Criteria for Judging Racking Horse Classes Mountain Horse Division: • Mountain Horse Class Descriptions • Mountain Horse General Class Rules • Shoeing Requirements • Tack & Attire • Criteria for Judging Mountain Horse Classes Classes open to all Walking, Racking, and Mountain Horses • Showmanship • Standards for Showmanship • W/R/M English Equitation • Standards for W/R/M English Equitation • W/R/M Bareback Equitation • Standards for W/R/M Bareback Equitation • W/R/M Stock Seat Equitation • Standards for W/R/M Stock Seat Equitation WRM-1 Open Invitational Class – Ground Handling - open to all breeds and disciplines. Rules are posted separately. General Division Rules: Horses are to be divided into three divisions: Walking, Racking, and Mountain Horse classes. All horses will show together in Showmanship and in the Equitation Classes. Showmanship is divided according to the age of the 4-H’er. Equitation classes include Jr. & Sr. W/R/M English Equitation, Jr. & Sr. W/R/M Bareback Equitation, and Jr. & Sr. W/R/M Stock Seat Equitation. Smooth gaited mules are allowed in any division and are expected to follow division rules. All 4-H’ers riding or driving horses at 4-H events or activities are required to wear an ASTM-SEI Equestrian Helmet at all times. Cruelty, abuse or inhumane treatment of any horse in the show ring or in the stable area will not be tolerated by the show management, and the offender will be barred from the show area for the duration of the show. -

First Review - Professional Peers - ITAA Members
DESIGN EXHIBITION COMMITTEE First Review - Professional Peers - ITAA Members Mounted Gallery Co-Chairs: Melinda Adams, University of the Incarnate Word Laura Kane, Framingham State University Su Koung An, Central Michigan University Ashley Rougeaux-Barnes, Texas Tech University Laurie Apple, University of Arkansas Lynn Blake, Lasell College Lynn Boorady, Buffalo State College Design Awards Committee: Melanie Carrico, University of North Carolina, Greensboro Review Chair: Belinda Orzado, University of Delaware Chanjuan Chen, Kent State University Kelly Cobb, University of Delaware Catalog: Sheri L. Dragoo, Texas Woman’s University Sheri Dragoo, Texas Woman’s University V.P. for Scholarship: Youn Kyung Kim, University of Tennessee Rachel Eike, Baylor University Andrea Eklund, Central Washington University Jennifer Harmon, University of Wyoming First Review Erin Irick, University of Wyoming A total of 107 pieces were accepted through the peer review Ashley Kim, SUNY Oneonta process for display in the 2017 ITAA Design Exhibition with Eundeok Kim, Florida State University a 37% acceptance rate. All jurying employed a double blind Helen Koo, Konkuk University process so the jurors had no indication of whose work they Ashley Kubley, University of Cincinnati were judging. A double-blind jury of textile and apparel peers Jung Eun Lee, Virginia Tech reviewed each submission including design statement and YoungJoo Lee, Georgia Southern University images. Further, a panel of Industry experts reviewed submissions Diane Limbaugh, Oklahoma State University -

BELT RAILWAY of CHICAGO Special Instructions
BELT RAILWAY OF CHICAGO Special Instructions General Code Operating Rules 5th Edition Applies Maximum Speed A “Dimensional Load” is any load with a width of 11 Maximum speed permitted on BRC is 25 MPH feet 0 inches to 11 feet 6 inches as noted on the unless otherwise restricted. train consist. If a train has a dimensional load, the Conductor must advise the Dispatcher prior to Maximum speed must be maintained to the extent moving the train. possible, consistent with safety and efficiency. Crew members are responsible for knowing, maintaining, If a conductor has a dimensional load and has and not exceeding maximum speed for their train. received “pink message” notification of an Unnecessary delays must be avoided. excessive dimension load on another train that their Chicago Operating Rules Association (CORA) train may meet or pass, the conductor must notify Operating Guide the train dispatcher before moving the train. Employees operating in the Chicago Terminal District are required to have a current copy of the The Conductor must notify other crew members of CORA guide available for reference while on duty. the presence of both excessive dimension loads BRC Rules govern except as modified in the and dimensional loads before movement. CORA. 1.37 Maximum Gross Weight Limit 1.36 Shipments of Excessive Height / Width Maximum gross weight limitation is 143 Tons. The following classes of equipment are covered by Work equipment, cars, or platforms (other than 6 instructions from the BRC Clearance Bureau via a axle passenger cars and 6 axle locomotive cranes) “Pink Message” authority: with a gross weight greater than the route’s approved limit must not be moved over structures • Excessive dimensional loads unless authorized by the Engineering Department • Shipments including idler cars or cleared by clearance Bureau. -

Lesson Guide Princess Bodice Draping: Beginner Module 1 – Prepare the Dress Form
Lesson Guide Princess Bodice Draping: Beginner Module 1 – Prepare the Dress Form Step 1 Apply style tape to your dress form to establish the bust level. Tape from the left apex to the side seam on the right side of the dress form. 1 Module 1 – Prepare the Dress Form Step 2 Place style tape along the front princess line from shoulder line to waistline. 2 Module 1 – Prepare the Dress Form Step 3A On the back, measure the neck to the waist and divide that by 4. The top fourth is the shoulder blade level. 3 Module 1 – Prepare the Dress Form Step 3B Style tape the shoulder blade level from center back to the armhole ridge. Be sure that your guidelines lines are parallel to the floor. 4 Module 1 – Prepare the Dress Form Step 4 Place style tape along the back princess line from shoulder to waist. 5 Lesson Guide Princess Bodice Draping: Beginner Module 2 – Extract Measurements Step 1 To find the width of your center front block, measure the widest part of the cross chest, from princess line to centerfront and add 4”. Record that measurement. 6 Module 2 – Extract Measurements Step 2 For your side front block, measure the widest part from apex to side seam and add 4”. 7 Module 2 – Extract Measurements Step 3 For the length of both blocks, measure from the neckband to the middle of the waist tape and add 4”. 8 Module 2 – Extract Measurements Step 4 On the back, measure at the widest part of the center back to princess style line and add 4”. -

Placket Construction Options
Placket Construction Options 1 Type1: Two Separate Bound Edges on a rectangular stitching box The key to this structure is that the bindings are initially stitched only to the seam allowances on each side, and NOT stitched across the end, of the clipped box, which means that they, and the clipped triangle at the bottom, remain loose and can be arranged before the nal nishing to go on either side of the fabric, as well as either over or under the other, after joining them at the sides. The widths and lengths of the bindings and the space between the sides of the clipped box determine all the other options available in this most exible of all the placket types I know of. Variation 1: Both bindings t inside the stitching box If you cut the bindings so the nished, folded widths of both are equal to or smaller than the space between the initial stitching lines, as shown above, you can arrange both ends at the clipped corners to all go on one side of the fabric (right or wrong side), along with the clipped triangle on the garment. You’ll get the best results if the underlapping binding is slightly smaller than the overlapping one. This can be man- aged by taking slightly deeper seam allowances when you join this piece, so they can initially be cut from the same strip. Or, you can place one end on each side with the Both ends on RS One end on RS, Both ends on WS triangle sandwiched in between. -

Lapped Zipper Lapped Zippers Are Often Found on Skirts at the Waistband
Sewing Technique: Lapped Zipper Lapped zippers are often found on skirts at the waistband. A lapped zipper is constructed so that the zipper is not visible. The zipper will remain closed throughout the process of inserting the zipper. All sewing is done on the inside of the garment except for topstitching. Remember to always keep the needle positioned between the zipper foot and the zipper teeth when sewing. NOTE: Throughout this tutorial, the term “placket” will be used. A placket is the fabric that surrounds and reinforces fasteners in a garment. In this instance, the fastener referred to in this tutorial is a zipper. STEP 1: On the wrong side of the fabric, measure and mark the placket opening BASTING where the zipper STITCH will be placed. Do this by measuring from the top of the garment down along the seam to the zipper bottom stop. Take into consideration the REGULAR composition of garment and if there will be a waistband or MACHINE STITCH any other special feature at the top of the zipper. Mark the placement of the bottom stop with a marking pencil. STEP 2: While sewing the seam, machine stitch the seam closed until the marked point of the bottom of the zipper, backstitch, then switch to a basting stitch for the distance of the placket seam. Press seam allowance open. $-05)*/( CONSTRUCTION 6UBI4UBUFJTBOBóSNBUJWFBDUJPOFRVBMPQQPSUVOJUZJOTUJUVUJPO STEP 3: Replace sewing machine foot with a zipper foot. Place zipper face down with the teeth centered on the pressed open seam on the inside of the garment, matching top and bottom stops with marks. -
Stitch Setting Chart
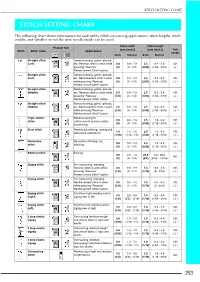
STITCH SETTING CHART STITCH SETTING CHART The following chart shows information for each utility stitch concerning applications, stitch lengths, stitch widths, and whether or not the twin needle mode can be used. Stitch width Stitch length Presser foot [mm (inch.)] [mm (inch.)] Twin Stitch Stitch name Applications needle Auto. Manual Auto. Manual Straight stitch General sewing, gather, pintuck, (Left) etc. Reverse stitch is sewn while 0.0 0.0 - 7.0 2.5 0.2 - 5.0 OK pressing “Reverse/ (0) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Left) etc. Reinforcement stitch is sewn 0.0 0.0 - 7.0 2.5 0.2 - 5.0 OK while pressing “Reverse/ (0) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Middle) etc. Reverse stitch is sewn while 3.5 0.0 - 7.0 2.5 0.2 - 5.0 OK pressing “Reverse/ (1/8) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Middle) etc. Reinforcement stitch is sewn 3.5 0.0 - 7.0 2.5 0.2 - 5.0 OK while pressing “Reverse/ (1/8) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Triple stretch General sewing for 0.0 0.0 - 7.0 2.5 1.5 - 4.0 OK stitch reinforcement and decorative (0) (0 - 1/4) (3/32) (1/16 - 3/16) ( J ) topstitching Stem stitch Reinforced stitching, sewing and 1.0 1.0 - 3.0 2.5 1.0 - 4.0 OK decorative applications (1/16) (1/16 - 1/8) (3/32) (1/16 - 3/16) ( J ) Decorative Decorative stitching, top 0.0 0.0 - 7.0 2.5 1.0 - 4.0 OK stitch stitching (0) (0 - 1/4) (3/32) (1/16 - 3/16) ( J ) Basting stitch Basting 0.0 0.0 - 7.0 20.0 5.0 - 30.0 NO (0) (0 - 1/4) (3/4) (3/16 - 1-3/16) Zigzag stitch For overcasting, mending. -

ABBREVIATIONS: Worsted Weight Yarn Approximately 250-400 CC=Coordinating Color (I Used White) Yards
SNOWLICIOUS SLOUCHy hat MATERIALS: ABBREVIATIONS: Worsted weight yarn approximately 250-400 CC=coordinating color (I used white) yards. I used Red Heart Super Saver and Loops ch=chain & Threads Impeccable hdc=half double crochet Tapestry needle Hhdc=herringbone half double crochet GAUGE: MC=main color H 5.0mm hook rsc=reverse single crochet 7-8 st = 2” RS=right side of work (outside of hat) Hdc x 4 rows=1.5-1.75” sc=single crochet Hhdc x 4 rows=1.25-1.5” sk=skip SIZE: SRT=seamless round technique Circum. Length Fits sl st=slip stitch S: 16” 8-9” 18” st=stitch M: 18” 10-11” 20” sts=stitches L: 20” 12-13” 22” WS=wrong side of work (inside of hat) Snowlicious Slouch Hat http://www.thehookedhaberdasher.com SPECIAL STITCHES & TECHNIQUES: Herringbone half double crochet (Hhdc) - Yarn over and insert the hook into the next stitch. Yarn over and pull the loop through the stitch AND through the first loop on the hook. Two loops remain on hook. Yarn over again and pull the loop through both loops on the hook. Reverse single crochet (rsc) – Working left to right, insert hook in next stitch to the right, complete as sc. Seamless Rounds Tutorial – All body rows of this pattern utilizes this technique. If you haven’t watched the tutorial yet, please do so prior to beginning your project. For hdc and Hhdc, I go into both loops to join, instead of just the BLO – watch the videotutorial and you’ll understand what I mean. Beginning with R2 of the body, you will be using the technique at the beginning and end of each row. -
Instruction Manual for Sewing Machine
f2D /3a INSTRUCTION MANUAL FOR I SEWING MACHINE EL3-1© j WHITE’ _____________________________________ WHITE SEWING MACHINE COMPANY Record in space provided below the Serial No. and Model No. of this appliance. The Serial No. is located on Bed Plate. The Model No. is located on Rating Plate. Serial No. Model No. Retain these numbers for future reference. 21&22 CONTENTS Name of Parts 1 & 2 Accessories 3 Before sewing (Power supply and Sewing lamp) 4 Take out extension table, free arm sewing 5 Winding the bobbin 6 Removing bobbin case and bobbin 7 Inserting bobbin into bobbin case 7 Inserting bobbin case into shuttle race 8 Threading upper thread & Twin needle threadg. 9 Drawing up bobbin thread 10 Changing sewing directions 10 Control dial & Adjusting thread tension 11&12 Regulating the presser foot pressure 13 Drop feed 13 Changing needle 14 Fabric. Thread. Needle table 15 Sewing (pattern selector) and operation table 16 To start sewing 17 To finish seam 18 Straight stitch 19 Zigzag sewing 19 Overcasting 20 Stretch stitch 20 Blind stitch Button sewing 23 Binding 23 Zipper sewing 24 Button hole sewing 25 Hemming 26 Twin Needle 27 Embroidery 27 Quilter 28 Seam guide 28 Maintenance (Cle.ning and oiling) 29 Checking Performance Problems WHAT TO DO 30 NAME OF PARTS (FRONT VIEW) 1 Pattern selector dial 8 Sub-spool pins 2 Pressure regulator 9 Top cover 3 Take up lever 10 Zigzag width dial 4 Thread tension dial 1 1 Stitch length dial 5 Presser foot 12 Reverse button 6 Shuttle cover 13 Thread guide for upper 7 Extension table threading —1— (REAR VIEW) Bobbin winder spindle Bobbin winder stopper Upper thread guide Stop Motion knob Hand wheel Face cover Thumb screw Needle plate Presser foot lever —2— ACCESSOR I ES / Bobbin Felt Zigzag foot Button hole (On machine) foot Button foot Machine Oil / Zipper foot 0 Button hole cutter Screw driver Needle #11 #14 —3— BEFORE SEWING 1. -

SPIN Sewing Curriculum.Pdf
Debra Proctor, USU Extension Associate Professor, FCS/4-H, Wasatch County Susan Haws, USU Extension Assistant Professor, FCS/4-H, Summit County Stacey Mac Arthur, USU Extension Assistant Professor, 4-H, State Office Description The Discover 4-H Clubs series guides new 4-H volunteer leaders through the process of starting a 4-H club or provides a guideline for seasoned volunteer leaders to try a new project area. Each guide outlines everything needed to organize a club and hold the first six club meetings related to a specific project area. Purpose The purpose is to create an environment for families to come together and participate in learning activities that can engage the whole family, while spending time together as a multi-family club. Members will experiment with new 4-H project areas. What is 4-H? 4-H is one of the largest youth development organizations in the United States. 4-H is found in almost every county across the nation and enjoys a partnership between the U. S. Department of Agriculture (USDA), the state land-grant universities (e.g., Utah State University), and local county governments. 4-H is about youth and adults working together as partners in designing and implementing club and individual plans for activities and events. Positive youth development is the primary goal of 4-H. The project area serves as the vehicle for members to learn and master project-specific skills while developing basic life skills. All projects support the ultimate goal for the 4-H member to develop positive personal assets needed to live successfully in a diverse and changing world.