16 – Wheel Building and Rim Replacement
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

LWA NEWS APR 2013.Cwk
April 2013 IN THIS ISSUE two-night stay at the historic Times Pat Ytsma Bike Tour 1 House Bed and Breakfast in Jim Thorpe. NSB 2 A Reason to Ride 2 All pre-registered riders will receive a t- Helmuts and Membership 3 shirt and lunch will be served to all VOM 3 participants after the ride. CPR Presentation 4 LWA MeetUP 4 Individuals interested in making personal Bits on Bikes 4 5-6 donations to the ride can send them to Tax on Bikes 6-7 the Pat Ytsma Ride Safe Bike Tour, Membership Update 7 1720 Spillman Drive, Suite 200, QRQ of the Month 8 Bethlehem, PA 18105. The ride Whoʼs Leading? 8 organizers are also seeking corporate and The Touring Report 9 group sponsors whose donations will be Scooterʼs Scoop 10 honored with a branded mile-marker sign Ride Leaders Meeting 11 PAT YTSMA and their logo on the ride website and on LWA Meeting Schedule 11 RIDE SAFE BIKE TOUR the official PYRSBT ride t-shirt. Classified Ads 11 JUNE 2, 2013 LWA Financial Report 12 Groups interested in being sponsors Member Pic Page 13 The 2013 Pat Ytsma Ride Safe Bike should contact Sal or Russ at 610-865- LWA Sponsors 14 Tour to benefit Pat’s Children’s College 2621. Questions about the ride can be Fund will take place on Sunday, June 2, addressed to ride organizer, Kirk Koehler, 2013, with a start at Earl Adams [email protected], 610-865- Memorial Park in Breinigsville, PA. Pat, 2621. CLUB OFFICERS a former LWA member and an advocate Jack Helffrich.............President for bike safety, died on December 8, Further information about the Pat Ytsma [email protected] 610-398-0205 2011, from injuries sustatined after being Ride Safe Bike Tour for both participants Paul Smith................VP Touring struck while riding his bicycle on the and corporate sponsors can also be found [email protected] 570-360-2523 Fahy Bridge in Bethlehem. -

Canadian Rockies & Montana Packing List
Canadian Rockies & Montana Packing List Things to Know • Students should bring at least two reusable face masks on their trip. Overland will provide one additional mask. • Your group will have access to laundry periodically. • Please do not bring your smartphone (or any other electronics). • Do not bring any type of knife or multi-tool (such as a Swiss Army knife or Leatherman tool). • A high-visibility outer layer is required at all times while biking. See packing descriptions for more details. • If you are flying to your trip, pack your sleeping pad and bike shoes in your bike box or checked bag. Take your helmet and sleeping bag with you on the plane as carry-on items, in case your checked luggage fails to arrive on time. Pack all remaining items in your checked duffel bag or in your checked panniers. • There are no reimbursements for lost, damaged or stolen items. Participants Arriving Sick or Injured: Participants should not be dropped off or fly to trip start if they are sick or injured. Participants should remain at home until they are no longer ill and are fully recovered from any illness or injury. Sick or injured participants arriving for trip start must remain with the drop off parent/guardian or be flown home at the parent/guardian's expense. Please notify our office as soon as possible if your child is sick or injured. Your child may or may not be able to join the group at a later date. Please review the details of your trip insurance policy for illness and injury coverage benefits. -

Flexible Wheel Chair
GRD Journals- Global Research and Development Journal for Engineering | Volume 1 | Issue 8 | July 2016 ISSN: 2455-5703 Flexible Wheel Chair Mahantesh Tanodi Department of Mechanical Engineering Hirasugar Institute of Technology, Nidasoshi, Karnataka (India) Sujata Huddar S. B. Yapalaparvi Department of Electrical and Electronics Engineering Department of Mechanical Engineering Hirasugar Institute of Technology, Nidasoshi, Karnataka Hirasugar Institute of Technology, Nidasoshi, Karnataka (India) (India) Abstract The wheelchair is one of the most commonly used assistive devices for enhancing personal mobility, which is a precondition for enjoying human rights and living in dignity and assists people with disabilities to become more productive members of their communities. For many people, an appropriate, well-designed and well-fitted wheelchair can be the first step towards inclusion and participation in society. When the need is not met, people with disabilities are isolated and do not have access to the same opportunities as others within their own communities. Providing wheelchairs that are fit for the purpose not only enhances mobility but begins a process of opening up a world of education, work and social life [1]. The development of national policies and increased training opportunities in the design, production and supply of wheelchairs are essential next steps. Every human being need to move from one place another to fulfill his requirements and to accomplish that requirements he will travel from one place to another place by walking which is a basic medium of transportation. But it is exceptional in case of physically disables (Persons don’t have both legs). In order to support and help such a person’s we designed a special manually lever operated wheel chair. -

How to Build a 36 Spoke Bicycle Wheel
How to build a 36 spoke bicycle wheel. You’ll need: Hub & rim (for 36 spokes) 36 spokes & nipples. Spoke wrench & small flat screwdriver) How it’s done: 1.1) Insert spokes into every other hole on one side of the hub - spokes turning towards hub. 1.2) Locate the valve hole (the only hole larger than the others). Insert a random spoke into the hole right next to the valvehole, on the right side and screw on a nipple - be Figure 1.2 sure to only screw on a few turns, using your fingers or a small screwdriver Insert the next spoke into the forth hole, from the one you’ve just used. (See figure 1.2) 1 2 Flip “wheel”. 2.1) As 1.1, but be sure to place the spokes, just right of the spokes on the other side of the hub. This part is very important. 2,2) Insert spokes, starting at the valvehole (again), just right of the spokes from the other side. (See figure 2.2) Figure 2.2 3 Flip “wheel”. 3.1) Insert spokes in the last 9 holes. This time away from the hub. 3.2) Twist hub towards left. Spokes will turn left towards the rim, instead of straight. Follow the pattern “Over, over, under and skip a hole” (there’ll be only two holes left for the spoke to fit in) to insert the spokes in the rim. The spokes should turn the opposite direction of the ones already in the rim. (See figure 3.2) Figure 3.2 Over red and blue, under red, skip a hole. -

Bicycle Manual Road Bike
PURE CYCLING MANUAL ROAD BIKE 1 13 14 2 3 15 4 a 16 c 17 e b 5 18 6 19 7 d 20 8 21 22 23 24 9 25 10 11 12 26 Your bicycle and this manual comply with the safety requirements of the EN ISO standard 4210-2. Important! Assembly instructions in the Quick Start Guide supplied with the road bike. The Quick Start Guide is also available on our website www.canyon.com Read pages 2 to 10 of this manual before your first ride. Perform the functional check on pages 11 and 12 of this manual before every ride! TABLE OF CONTENTS COMPONENTS 2 General notes on this manual 67 Checking and readjusting 4 Intended use 67 Checking the brake system 8 Before your first ride 67 Vertical adjustment of the brake pads 11 Before every ride 68 Readjusting and synchronising 1 Frame: 13 Stem 13 Notes on the assembly from the BikeGuard 69 Hydraulic disc brakes a Top tube 14 Handlebars 16 Packing your Canyon road bike 69 Brakes – how they work and what to do b Down tube 15 Brake/shift lever 17 How to use quick-releases and thru axles about wear c Seat tube 16 Headset 17 How to securely mount the wheel with 70 Adjusting the brake lever reach d Chainstay 17 Fork quick-releases 71 Checking and readjusting e Rear stay 18 Front brake 19 How to securely mount the wheel with 73 The gears 19 Brake rotor thru axles 74 The gears – How they work and how to use 2 Saddle 20 Drop-out 20 What to bear in mind when adding them 3 Seat post components or making changes 76 Checking and readjusting the gears 76 Rear derailleur 4 Seat post clamp Wheel: 21 Special characteristics of carbon 77 -
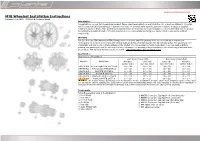
MTB Wheelset Installation Instructions .Pdf
MTB Wheelset Installation Instructions Published – Oct, 2015. ZS175.v1 © Full Speed Ahead Introduction Congratulations on your Full Speed Ahead product. Please read these instructions and follow them for correct use. Failure to follow the warnings and instructions could result in damage to product not covered under warranty, damage to bicycle; or cause an accident resulting in injury or death. Since specific tools and experience are necessary for proper installation, it is recommended that the product be installed by a qualified bicycle technician. FSA assumes no responsibility for damages or injury related to improperly installed components. Warranty Full Speed Ahead (FSA) warrants all FSA, Gravity, Vision, Metropolis and RPM products to be free from defects in materials or workmanship for a period of two years after original purchase unless otherwise stated in the full warranty policy. The warranty is non- transferable and valid to the original purchaser of the product only. Any attempt to modify the product in any way such as drilling, grinding, and painting will void the warranty. For more information on warranty policy and instructions for completing a warranty claim, check out the Full Warranty Policy found at our website: http://www.fullspeedahead.com/techdoc Specification Item Number / Model Name Front spoke tension (kfg) Rear Spoke tension (kgf) Model No. Model Name Non-drive Drive side Drive side Non-drive (w/disc brake) (w/o disc brake) (w/o disc brake) (w/disc brake) WH-TX-910 K-Force Light MTB 27.5”/650b 100 – 120 100 – 120 110 – 130 80 – 100 WH-TX-920 K-Force Light MTB 29”/700c 100 – 120 100 – 120 110 – 130 80 – 100 WH-TX-905 SL-K MTB 27.5”/650b 100 – 120 100 – 120 110 – 130 80 – 100 WH-TX-915 SL-K MTB 29”/700c 100 – 120 100 – 120 110 – 130 80 – 100 WH-TX-908 Afterburner MTB 27.5”/650b 100 – 120 100 – 120 110 – 130 80 – 100 WH-TX-918 Afterburner MTB 29”/700c 100 – 120 100 – 120 110 – 130 80 – 100 Use a spoke tension measuring device to follow the tension specification as in the above chart. -

Dualdrive Ins Edfnldksv 12/02
operating instructions betriebsanleitung notice d’utilisation handleiding brugsanvisning bruksanvisning These instructions contain important Please take particular note of the information on your DualDrive following: system. Precautionary measures, Cycling with DualDrive is easy. It’s which protect from possible true. It may surprise you just how accident, injury or danger to many features your DualDrive life, or which prevent possible system has. damage to the bicycle. To make the best possible use of your DualDrive please take the time to read these operating instructions Special advice to assist in carefully. the better handling of the operation, control and adjust- Your DualDrive system is almost ment procedures. maintenance-free. Should you have any queries that are not answered in these operating instructions, your qualified bicycle specialist will be © Copyright SRAM Corporation 2002 pleased to help you. Publ. No. 5000 E/D/F/Nl/Dk/Sv Information may be enhanced without prior notice. Have a nice time and enjoy Released December 2002 ”dualdriving”. SRAM Technical Documentation, Schweinfurt/Germany Shimano is a trademark of Shimano Inc., Japan. 2 DualDrive · December 2002 CONTENTS E THE DUALDRIVE SYSTEM 4 OPERATION 7 MAINTENANCE AND CARE » Gear adjustment 8 » Remove and fit rear wheel 10 » Cleaning and Lubrication 11 » Cable change 12 ASSEMBLY OF COMPONENTS 14 TECHNICAL DATA 18 ADDRESSES 110 DualDrive · December 2002 3 THE DUALDRIVE SYSTEM WHAT IS DUALDRIVE RIDING MODES The general perception is that shifting DualDrive has 3 intuitive shifting requires a Zen-like touch from years modes. Hill mode, standard mode, and of trial and error . mostly error. fast mode. Each mode is designed to Many riders wanted something allow the rider to be in the proper easier. -

Design and Fabrication of Multi-Speed Bicycle Sprocket on CNC Milling Machine Adib Bin Rashid#1, M.A
SSRG International Journal of Industrial Engineering (SSRG-IJIE) - Volume 7 Issue 2 - May - Aug 2020 Design and Fabrication of Multi-speed Bicycle Sprocket on CNC Milling Machine Adib Bin Rashid#1, M.A. Rashid Tipu*2 #Assistant Professor, Industrial and Production Engineering Department, Military Institute of Science and Technology, Mirpur Cantonment, Dhaka, Bangladesh *Managing Director, Mart Engineering and Consultancy Ltd, Dhaka, Bangladesh Abstract most common. British CEI (Cycle Engineers Institute) Now a day's cycling is a passion for the young thread was adopted as the international standard and generation of Bangladesh. Multi-speed bicycles are is now known as B.S.C. - British Standard Cycle and most preferable to them as it allows gear selection to is a standardized right-hand thread (1.375 x 24 TPI) suit the circumstances: a cyclist could use a high onto which a standard freewheel is screwed. This gear when cycling downhill, a medium gear when allows different brands of freewheels to be mounted cycling on a flat road, and a low gear when cycling on different brands of hubs. uphill. On a Multi-speed bicycle, the cogset or cluster Cassettes are distinguished from freewheels in that a is the set of multiple sprockets that attaches to the cassette has a series of straight splines that form the hub on the rear wheel to provide multiple gear ratios mechanical connection between the sprockets and the to the rider. Manufacturing of sprocket in an cassette compatible hub, called a freehub, which accurate dimension is a challenge to the cycle contains the ratcheting mechanism. The entire manufacturing industry. -

2013 Catalog
1 www.surlybikes.com 1-877-743-3191 AND NOW A WORD FROM THE BIG GIANT HEAD In the last 100 years technology has striven to improve upon the functionality of steel as a building material (as they have the vinyl record for entertainment and wool for clothing). One school of thought has been obsessed with creating new materials that solve problems in a different ways (aluminum, titanium, carbon fiber). From our point of view this adds endless layers of complexity and often creates new problems along the way. Another school has spent its time refining and improving the original material, arriving at what is modern steel…it is for the most part the same stuff your grand daddy rode, just stronger, lighter, and more refined to specific purposes. Surly is of this second school; we like to use technology to improve the wheel, not reinvent it. We like the refinement process. We don’t use new technologies for the sake of using new technologies, but rather look at what we want to achieve and apply what works, whether its new or not. That’s why we make our bikes out of steel. It’s not because we are old fashioned, or curmudgeonly (though many of us are in fact curmudgeons). We’re not retrogrouch crusaders. We use steel because it works consistently and inexpensively. It’s not that other materials aren’t cool. We are interested and intrigued by the properties of all the things that make up our world. But for the kind of bikes we make, for the rides we like and the things we value, steel can’t be beat. -
2019 2020 Gearup Ctmanual.Pdf
Intentionally left blank INTRODUCTION Welcome to the URAL Motorcycling Family! Your Ural has been built by the Irbit Motorcycle Factory in Russia and distributed by Irbit Motorworks of America, the United States affiliate of the Irbit Motorcycle Factory. This Ural motorcycle conforms to all applicable US Federal Motor Vehicle Safety Standards and US Environmental Protection Agency regulations effective on the date of manufacture. This manual covers the Gear-Up and cT model and has been prepared to acquaint you with the operation, care and maintenance of your motorcycle and to provide you with important safety information. Follow these instructions carefully for maximum motorcycle performance and for your personal motorcycling safety and pleasure. It is critical that a beginning sidecar driver becomes thoroughly familiar with the special operating characteristics of the sidecar outfit before venturing out on busy roads. Your Owner’s Manual contains instructions for operation, maintenance and minor repairs. Major repairs require the attention of a skilled mechanic and the use of special tools and equipment. Your Authorized IMWA Ural Dealer has the facilities, experience and genuine Ural parts necessary to properly render this valuable service. Any suggestions or comments are welcome! Happy Uraling! IMPORTANT SAFTEY INFORMATION WE STRONGLY SUGGEST THAT YOU READ THIS MANUAL COMPLETELY PRIOR TO RIDING YOUR NEW URAL MOTORCYCLE. THIS MANUAL CONTAINS INFORMATION AND ADVICE THAT WILL HELP YOU PROPERLY OPERATE AND MAINTAIN YOUR MOTORCYCLE. PLEASE -

Getting Started
Cyclocross-Ch1-3.qxd 8/8/07 10:40 PM Page 15 CHAPTER 1 Getting Started A bike, a helmet, and a license are all you need to race, and there are plenty of successful racers who started their careers with nothing more than that. It helps, though, to have some guidance. Getting involved with a cycling club that already has members com- peting is a good first step to take on your way to racing ’cross. It is pos- sible to go it alone and join your national federation as an individual, but in a club or team you will be exposed to good advice and gain other benefits that will help speed your progress. If you can find a club or team in your local area that has an interest in ’cross, then so much the better; perhaps it already promotes a race or has a team who travels to- gether to races. Whatever the case, if you can get involved with some- body who knows about ’cross, it will save you a lot of the time you would otherwise spend learning the ropes and organizing everything on your own. If you are unsure how to find a club, contact your na- tional cycling federation, which can provide you with a list of clubs in your area. Failing that, try your local bike shop; the owners or employ- ees of reasonably good shops usually know what is going on locally. If you intend to compete in any large races or hope to compete abroad, you will need a racing license. -

Special Bike Tools Catalogue
EN www.beta-tools.com Special Bike Tools Catalogue COP_CAT_BICI_ENG.indd 3 26/06/19 09:32 Beta has always been closely connected with the cycling world; our history winds along fabulous roads in one of the most cycling-oriented areas. Our company was first established in Erba, where the Colle del Ghisallo downhill road ends. The Madonna del Ghisallo is the Tour of Lombardy’s crucial climb. The Madonna del Ghisallo Sanctuary and the Cycling Museum the world’s best known and busiest destinations for cyclists. Cycling Museum Madonna del Ghisallo Sanctuary The Agostoni Cup, the most important race of Trittico Lombardo, has been held on the roads around our current headquarters in Sovico for over 70 years, the greatest champions having crossed the finishing line first. 2 PAGINE_INTRO_ENG.indd 2 26/06/19 09:12 Agostoni Cup Finish – Lissone We also have special consideration for the women’s world; we are a proud sponsor of the Giro Rosa, which honoured us by starting in our plant in Sovico in summer 2018. Giro Rosa Start - Sovico We partner UAE Team Emirates, which is led by the General Manager, Giuseppe Saronni, and competes at UCI World Tour level. Valerio Conti, Maglia Rosa A UAE mechanic at work 1 PAGINE_INTRO_ENG.indd 1 26/06/19 09:12 For over 80 years we have been Italy’s leader in the 80° design and production of professional working tools and instruments. We have over 600 staff, men and women employed in 3 factories in Italy and in the branches in Europe, Asia and South America.