Getting the Most out of Your Abrasive Tools
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Abrasives13:39 Product Catalogue Metric
International Oces t: +353 (0) 49 432 6178 e: [email protected] ATA Tools Ltd., IDA Business & Technology Park, f: +353 (0) 49 432 6298 w: www.atagroup.co Killygarry, Cavan, Co. Cavan, H12 DK46, Ireland UK Oces t: +44 (0) 1530 261 145 e: [email protected] ATA Garryson Ltd., Spring Road, Ibstock, f: +44 (0) 1530 262 801 w: www.atagroup.co Leicestershire, LE67 6LR, United Kingdom US Oces t: +1 330-928-7744 e: [email protected] ATA Tools Inc., 7 Ascot Parkway, f: +1 330-849-2977 w: www.atagroup.co Cuyahoga Falls, Ohio 44223, USA 114538_ATA_BusCard.indd 4 05/03/2014 ABRASIVES13:39 PRODUCT CATALOGUE METRIC /CA.GR.ABR.01.20 INTRODUCTION INTRODUCTION With over 50 years experience, ATA is a global leader in the provision of high-end products. Our comprehensive portfolio offers a solution for every grinding and finishing application, optimising processes in terms of economic efficiency, reliability and safety. Our customers come from a wide variety of industries, including automotive, aerospace, foundries, metal fabrication, oil & gas, marine, medical, rail and power & energy. INNOVATION Continuous investment in customer and application driven product development, providing the most effective solutions PEOPLE AND EXPERTISE An experienced and skilled team of abrasive engineers, technical support and customer support teams, ensuring the best service TOOL AND CONSUMABLE COMBINATIONS Products can be combined with a comprehensive range of ATA Air Tools, ensuring maximum performance output ATA Tools Ltd., ATA Garryson Ltd., ATA Tools, Inc. IDA Business -

Hand Saws Hand Saws Have Evolved to fill Many Niches and Cutting Styles
Source: https://www.garagetooladvisor.com/hand-tools/different-types-of-saws-and-their-uses/ Hand Saws Hand saws have evolved to fill many niches and cutting styles. Some saws are general purpose tools, such as the traditional hand saw, while others were designed for specific applications, such as the keyhole saw. No tool collection is complete without at least one of each of these, while practical craftsmen may only purchase the tools which fit their individual usage patterns, such as framing or trim. Back Saw A back saw is a relatively short saw with a narrow blade that is reinforced along the upper edge, giving it the name. Back saws are commonly used with miter boxes and in other applications which require a consistently fine, straight cut. Back saws may also be called miter saws or tenon saws, depending on saw design, intended use, and region. Bow Saw Another type of crosscut saw, the bow saw is more at home outdoors than inside. It uses a relatively long blade with numerous crosscut teeth designed to remove material while pushing and pulling. Bow saws are used for trimming trees, pruning, and cutting logs, but may be used for other rough cuts as well. Coping Saw With a thin, narrow blade, the coping saw is ideal for trim work, scrolling, and any other cutting which requires precision and intricate cuts. Coping saws can be used to cut a wide variety of materials, and can be found in the toolkits of everyone from carpenters and plumbers to toy and furniture makers. Crosscut Saw Designed specifically for rough cutting wood, a crosscut saw has a comparatively thick blade, with large, beveled teeth. -

Carpentry Tool List 2018-2019
Carpentry Tool List 2021-2022 PLEASE NOTE: This Tool list/ pricing is subject to change. Students are encouraged to check with their instructor during the summer months to see if the tool list has been updated. Below are the contacts for the freshmen instructors: Dan Noel: [email protected] Timothy Draper: [email protected] Tool Description /suggested brands (Brand not mandatory) Estimated Cost ($) 1. Calculator/ Construction Master 39.00 2. 16oz Plumb Bob/ Swanson 12.60 3. 12” Combination Square/ Swanson 9.98 4. Framing Square/ high visibility / Johnson (*must have a rafter table on it*) 9.36 5. 30 foot retractable tape measure / Stanley 25.47 6. 100 foot steel tape / Stanley 26.72 7. Sliding T-bevel/ Johnson 9.84 8. Chalk Line/ Stanley FatMax 100’ line w/ red or blue chalk 12.98 9. Dry Line #18 x 250’ 12.98 10. Crosscut Handsaw (suggested 12 point, 20” long)/ Stanley or Irwin 23.52 11. Drywall Saw/ Stanley Jab Saw 12.31 12. 12 inch Steel Spackling Mud Pan/ Wal-board 13.98 13. Drywall Knives/ Wal-board/ 4” ($8.95), 6” ($9.50) 8” ( $10.00) & 10” ($11.50) 38.00 14. 10 ounce Caulk Gun/ Workforce 13.97 15. 3 Piece Nail Set/ DeWalt 8.97 16. ½” Countersink or rosebud bit 5.00 17. Pencil Compass/ Scriber/ General Tool 843/1 3.00 18. 10” Cat’s Paw (nail puller) Bostitch 12.98 19. 15” Wonder Bar/ Flat Bar/ Vaughan 12.98 20. Utility Knife (with retractable blade)/ Stanley 3.98 21. Coping Saw w/replacement blades/ Irwin 5.98 22. -

Collision Repair Technology Required Tool List
Collision Repair Technology Required Tool List Safety glasses (OSHA approved) 25 foot tape measure (standard & metric) Ear protectors (Ear muff type) Fender cover Tire air inflation chuck with ¼” Lincoln style air fitting (Milton 791/792) Tire air pressure gauge Tire valve core remover Blow gun, non-restricted with ¼” Lincoln style air fitting (Milton 791/792) Rechargeable LED Shop/Utility Light (No longer than 24”) Telescoping inspection mirror Wire brush (Shoe horn type) Bastard file set to include 3/8” round, 8” flat mill, and 8” half round Scraper/putty knife 1” – Steel Blade Hack saw handle with blades 12 volt test light Digital Multi-meter (volt-ohms-amps) Fluke DM115 or equivalent 16oz ball peen hammer Pry bar set (Lady Foot/line up bar type) Punch/chisel set, center, pin, starter, flat chisel Screwdriver set, flat blade, stubby, 6”, 9”, 12”, offset Screwdriver set, Phillips, stubby #1 & #2, 6” #1 & #2, 12” #3, offset #2 Torx set for ¼” and 3/8” drive (T8-T55) Locking pliers set to include needle nose type Body panel clamp assortment – Vise Grip V9R, V6R, V11R, V18R or equivalent 6” needle nose pliers 7” diagonal cutters 7” combination/slip joint pliers 9” arc/adjustable joint pliers 16” arc/adjustable joint pliers 7” electrical crimp/wire stripping/cutting pliers High speed drill bit set (1/16”- ½”; Cobalt or Titanium 135 degree split point) Hood prop rod *Charcoal Filter Respirator with organic vapor cartridges – for automotive refinishing (3M 7178, 7179 or equivalent) Allen wrench set (SAE) Allen wrench set (metric) Combination -

Abrasive Wheel Grinder Abrasive Wheels and Grinding Machines Come in Many Styles, Sizes, and Designs
Abrasive wheel grinder Abrasive wheels and grinding machines come in many styles, sizes, and designs. Both bench-style and pedestal (stand) grinders are commonly found in many industries. These grinders often have either two abrasive wheels, or one abrasive wheel and one special-purpose wheel such as a wire brush, buffing wheel, or sandstone wheel. These types of grinders normally come with the manufacturer’s safety guard covering most of the wheel, including the spindle end, nut, and flange DEWALT Industrial Tool Co. projection. These guards must be strong enough to withstand the effects of a bursting wheel. In addi- tion, a tool/work rest and transparent shields are often provided. Hazard Bench-style and pedestal grinders create special safety problems due to the potential of the abrasive wheel shattering; exposed rotating wheel, flange, and spindle end; and a naturally occurring nip point that is created by the tool/work rest. This is in addition to such concerns as flying fragments, sparks, air contaminants, etc. Cutting, polishing, and wire buffing wheels can create many of the same hazards. Grinding machines are powerful and are designed Exposed spindle end, flange, and nut. No tool/workrest. to operate at very high speeds. If a grinding wheel shatters while in use, the fragments can travel at more than 300 miles per hour. In addition, the wheels found on these machines (abrasive, polishing, wire, etc.) often rotate at several thousand rpms. The potential for serious injury from shooting fragments and the rotating wheel assemblies (including the flange, spindle end, and nut) is great. To ensure that grinding wheels are safely used in your work- place, know the hazards and how to control them. -

INDEX to CLASSIFICATION - G Gas Class Subclass Class Subclass Class Subclass G Acid
G Acid INDEX TO CLASSIFICATION - G Gas Class Subclass Class Subclass Class Subclass G Acid ............................................... 562 80 Scintillation type........................ 250 361 R+ Foundation type............................. 450 7+ Gable, Roof......................................... 52 90.1+ Ray detector ................................. 250 336.1 Hangers ........................................ 223 85+ Roof end......................................... 52 94+ Gang Making...................................... 140 81.5 Gaff Button, eyelet, rivet setting Knitted............................................ 66 171+ Fishing ........................................... 43 5 machine..................................... 227 51+ Design ..................................... D02 749+ Gamecock....................................... 30 297 Circular saw roller feed .................... 83 425.2+ Design dresses, suits, skirts....... D02 751+ Grappling...................................... 294 19.3 Earthworking disk.......................... 172 599+ Life preservers............................... 441 88+ Ship spars..................................... 114 97+ Plural........................................ 172 579+ Light etc application to body........... 607 149+ Gag Scrapers ................................... 172 558+ Parachutes attached to................... 244 143 Fishing tackle .................................. 43 53.5 Harvesters ...................................... 56 6+ Protectors boot and shoe ................. 36 70 R -
The Cutting Edge of Knives
THE CUTTING EDGE OF KNIVES A Chef’s Guide to Finding the Perfect Kitchen Knife spine handle tip blade bolster rivets c utting edge heel of a knife handle tip butt blade tang FORGED vs STAMPED FORGED KNIVES are heated and pounded using a single piece of metal. Because STAMPED KNIVES are stamped out of metal; much like you’d imagine a license plate would be stamped theyANATOMY are typically crafted by an expert, they are typically more expensive, but are of higher quality. out of a sheet of metal. These types of knives are typically less expensive and the blade is thinner and lighter. KNIFEedges Plain/Straight Edge Granton/Hollow Serrated Most knives come with a plain The grooves in a granton This knife edge is perfect for cutting edge. This edge helps the knife edge knife help keep food through bread crust, cooked meats, cut cleanly through foods. from sticking to the blade. tomatoes & other soft foods. STRAIGHT GRANTON SERRATED Types of knives PARING KNIFE 9 Pairing 9 Pairing 9 Asian 9 Asian 9 Steak 9 Cheese STEAK KNIFE 9 Utility 9 Asian 9 Santoku Knife 9 Butcher 9 Utility 9 Carving Knife 9 Fillet 9 Cheese 9 Cleaver 9 Bread BUTCHER KNIFE 9 Chef’s Knife 9 Boning Knife 9 Santoku Knife 9 Carving Knife UTILITY KNIFE MEAT CHEESE KNIFE (INCLUDING FISH & POULTRY » PAIRING » CLEAVER » ASIAN » CHEF’S KNIFE FILLET KNIFE » UTILITY » BONING KNIFE » BUTCHER » SANTOKU KNIFE » FILLET CLEAVER PRODUCE CHEF’S KNIFE » PAIRING » CHEF’S KNIFE » ASIAN » SANTOKU KNIFE » UTILITY » CARVING KNIFE BONING KNIFE » CLEAVER CHEESE SANTOKU KNIFE » PAIRING » CHEESE » ASIAN » CHEF’S KNIFE UTILITY » BREAD KNIFE COOKED MEAT CARVING KNIFE » STEAK » FILLET » ASIAN » CARVING ASIAN KNIVES offer a type of metal and processing that BREAD is unmatched by other types of knives typically produced from » ASIAN » BREAD the European style of production. -

Secoroc COP M6 Down-The-Hole Hammer
Secoroc COP M6 down-the-hole hammer Operator’s instructions Spare parts lists Contents Introduction �����������������������������������������������������������������3 General info ......................................................................................... 3 How the hammer works ..................................................................... 3 Safety ����������������������������������������������������������������������������4 Preparations �����������������������������������������������������������������4 Hose connection ................................................................................. 4 Setting up the rig ................................................................................ 5 What drill rig do you need ................................................................. 5 Safety: Preparations ........................................................................... 5 Operation ���������������������������������������������������������������������5 Getting started .................................................................................... 5 Impact .................................................................................................. 5 Rotation ............................................................................................... 6 Feed ..................................................................................................... 7 Flushing ............................................................................................... 7 How to collar the hole -
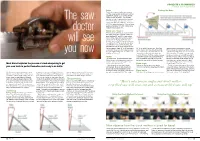
Jointing Sharpening Now Observe How the Clock
PROJECTS & TECHNIQUES Product tech – saw doctor PHOTOGRAPHS BY MARK HARRELL Rake Finding the Rake Rake is the degree of offset from vertical, and this angle governs whether you want an aggressive, ripping cut, or a clean, slower crosscut. Note the angle – we generally set rake for a rip filing somewhere between The saw 0° to 8°. Establish rake closer to zero for aggressive ripping in softwoods, and closer to 10° for dense hardwoods. Crosscut filings generally mandate 15° to 20°. Hybrid-filing finds the sweet spot at 10°. Bevel (aka ‘fleam’) doctor Bevel indicates whether you desire to knife the cutting edge of a sawtooth. Little to no bevel (between 0° and 8°), is best suited for rip filings. Again, the rule here is select closer to 0° for ripping softwoods, and gravitate closer to 8° for ripping hardwoods. will see I usually find that 5° for dedicated rip either way delivers a crisp, assertive action, and mitigates tear-out on the far side of the cut. As for crosscut filings, 15° to 20° delivers a 20° is the perfect bevel angle.” Don’t buy and somewhere in between for hybrid. clean, knife-like action when sawing across into it. Anyone who says they consistently Here’s why precise angles just don’t matter: the grain. Hybrid-filing finds the sweet spot hit a certain degree standard when hand- a rip-filed saw will crosscut, and a crosscut- you now for both at 10° to 12°. sharpening a saw is full of it. Again, the filed saw will rip. The point is, any properly important thing isn’t hitting a certain degree. -

Jointer Fundamentals Working on the Straight and True by Paul Anthony
Jointer Fundamentals Working on the straight and true By Paul Anthony The jointer belongs to the in a way that speeds up your cut by knives that are set at top trinity of stock-dressing machines woodworking while ensuring dead center to the height of that also includes the tablesaw accuracy and quality of cut. the outfeed table, as shown in and thickness planer. Of those, it’s Before we get started, Figure 1. The outfeed table probably the most misunderstood. it’s important to note that a supports the cut surface as Although its job is simple– jointer–more so than most other the remainder of the board machines–must be precisely is jointed. This is why it’s so stock–the tool frustrates many tuned to work properly. If you’ve important that the tables are woodworkersstraightening andbecause flattening jointing been experiencing snipe or parallel to each other. If they’re consistent problems getting not, or if the knives are set However, when set up and used too high or low, a straight cut properly,requires aa certainjointer willfinesse. do its job check out my “Jointer Tune-up” won’t result. To eliminate or articlestraight in edges issue and#28 faces, or online first minimize tear-out, orient the that no other machine can. at woodcraftmagazine.com. workpiece so the knives rotate preciselyI’ll show and you efficiently how to put in athis way With a jointer, a workpiece in the same direction as the remarkable machine to work fed across the infeed table is slope of the grain, as shown. -
Dynabrade Abrasive System Products
DYNABRADE ABRASIVE SYSTEM PRODUCTS WE LISTEN. WE OBSERVE. WE OPTIMIZE. 2 dynabrade.com INDUSTRIES AEROSPACE & DEFENSE WIND ENERGY For more than 50 years, Dynabrade has earned a reputation for excellence and AUTOMOTIVE OEM AND TIER1 WOODWORKING a position of leadership in the innovative design and manufacturing of unique portable pneumatic abrasive power tools, related accessories, and dust collection. MARINE & SHIPYARD METAL WORKING With our total systems solutions offerings, we are able to meet the specific needs WELDING AUTOMOTIVE AFTERMARKET of many industries. Our products are used in a variety of applications on nearly any material that requires surface preparation and finishing. We are easy-to-do business with and supply these products quickly to customers through a worldwide network of professional distributors. SURFACES Our tools & solutions are developed to be used on a variety of Materials : stainless steel, wood, fiberglass, aluminum, cast iron, non-ferrous WE LISTEN. WE OBSERVE. WE OPTIMIZE. metals, exotic metals, glass, ceramics, stone, composites and more! DYNABRADE EUROPE PRODUCTS Established in 1989, Dynabrade Europe is the Luxembourg-based office for Europe, The product range includes a wide variety of tools for different surface Middle East and Africa (more than 77 countries) providing Sales, Marketing, preparation & finishing applications Customer Service, Warehousing and Repair services for the Dynabrade product range. POWER TOOLS (AIR & ELECTRIC) – 1200+ MODELS — Abrasive Belt and Finishing Tools — Random Orbital -

MACHINE INDEX RIGHT ANGLE/VERTICAL SHAFT PORTABLE GRINDERS DIE and PENCIL GRINDERS Depressed Center Grinding Wheels, Notchers
This document is provided solely for the purpose of proofing and is not to be considered the final artwork. MACHINE INDEX RIGHT ANGLE/VERTICAL SHAFT PORTABLE GRINDERS DIE AND PENCIL GRINDERS Depressed Center Grinding Wheels, Notchers, ......8 –17 Mounted Points .............................46–50 Saucers and Type 29 Wheels Coated Abrasive Small Diameter Flap Wheels 136–143, 146 Right Angle Grinder Reinforced Cut-off Wheels, ....22–23 Coated Abrasive Specialties ..................148–162 Type 01 and Type 27 Non-Woven Disc Wheels ........................186 Coated Abrasive Fiber Discs....................68–73 Non-Woven Flap Wheels (2"–4" wheels) ........201–202 Coated Abrasive Flap Discs ....................74–80 Non-Woven Surface Stripping and ............190–194 Coated Abrasive Paper Discs ........................ 81–91 Unified Wheels (1"–4" wheels) Coated Abrasive Film and Foam Finishing Discs .....92–93 Wire Brushes .............................210–211 Flexible Diamond PSA & Quick-Change Discs......... 97 Coated Abrasive Quick-Change Discs ...........98–106 BENCH AND PEDESTAL GRINDERS Non-Woven Depressed Center Wheels ............172–175 Vitrified Bench and Pedestal Wheels .............43–45 Non-Woven Discs ..........................176–185 Coated Abrasive Large Diameter Flap Wheels ...143–146 Non-Woven Abrasive Brushes .....................187 Sand-O-Flex Wheels ........................... 147 Wire Brushes .................................210 Non-Woven Discs (6"-12" discs) .................. 186 Non-Woven Unified Wheels (6" wheels)