Spring Operated Shotgun Speed Loader
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
STANDARD OPERATING PROCEDURES Revision 10.0
STANDARD OPERATING PROCEDURES Revision 10.0 Effective: November 10, 2020 Contents GTGC ADMINISTRATIVE ITEMS ............................................................................................................................................... 2 GTGC BOARD OF DIRECTORS: ............................................................................................................................................. 2 GTGC CHIEF RANGE SAFETY OFFICERS: ............................................................................................................................... 2 CLUB PHYSICAL ADDRESS: ................................................................................................................................................... 2 CLUB MAILING ADDRESS: .................................................................................................................................................... 2 CLUB CONTACT PHONE NUMBER ....................................................................................................................................... 2 CLUB EMAIL ADDRESS: ........................................................................................................................................................ 2 CLUB WEB SITE: ................................................................................................................................................................... 2 HOURS OF OPERATION ...................................................................................................................................................... -

Protective Force Firearms Qualification Courses
PROTECTIVE FORCE FIREARMS QUALIFICATION COURSES U.S. DEPARTMENT OF ENERGY Office of Health, Safety and Security AVAILABLE ONLINE AT: INITIATED BY: http://www.hss.energy.gov Office of Health, Safety and Security Protective Force Firearms Qualification Courses July 2011 i TABLE OF CONTENTS SECTION A – APPROVED FIREARMS QUALIFICATION COURSES .......................... I-1 CHAPTER I . INTRODUCTION ................................................................................... I-1 1. Scope .................................................................................................................. I-1 2. Content ............................................................................................................... I-1 CHAPTER II . DOE FIREARMS QUALIFICATION COURSE DEVELOPMENT PROCESS ................................................................................ II-1 1. Purpose ..............................................................................................................II-1 2. Scope .................................................................................................................II-1 3. Process ..............................................................................................................II-1 4. Roles .................................................................................................................II-2 CHAPTER III . GENERAL INSTRUCTIONS FOR FIREARMS QUALIFICATION COURSES.............................................................................III-1 CHAPTER IV -
Action Pistol Rules
NRA ACTION PISTOL SHOOTINGRULES RULES Official Rules and Regulations to govern the conduct of all NRA Action Pistol Competitions NATIONAL RIFLE ASSOCIATION OF AMERICA 11250 Waples Mill Road Fairfax, Virginia 22030 REVISED MAY 2018 1. Item # NRACS-03 SAFETY IS SHOOTINGS MOST IMPORTANT RULE These Rules provide for the efficient and orderly operation of a tournament. But that’s not all. Many local range regulations ex- ist for one reason alone - SAFETY. Others serve a dual purpose, smooth range operation and SAFETY. It’s your responsibility as a competitor or as a tournament official to be familiar with the Rules and to know the meaning behind those which are safety oriented. The fundamental NRA rules for safe gun handling are: ⚫ Always keep the gun pointed in a safe direction. ⚫ Always keep your finger off the trigger until ready to shoot. ⚫ Always keep the gun unloaded until ready to use. When using or storing a gun, always follow these NRA rules: ⚫ Be sure the gun is safe to operate. ⚫ Know how to safely use the gun. ⚫ Use only the correct ammunition for your gun. ⚫ Know your target and what is beyond. ⚫ Wear eye and ear protection as appropriate. ⚫ Never use alcohol or drugs before or while shooting. ⚫ Store guns so they are not accessible to unauthorized persons. Be aware that certain types of guns and many shooting activities require additional safety precautions. To learn more about gun safety, enroll in an NRA safety training or basic marksmanship course, NRA hunter clinic or state hunter education class. Shooters Read: Eye Protection ................................ 3.19 Loaded Pistols ............................... -

772-3540 Fax: (208) 772-3530 ITEM DESCRIPTION PRICE CLEANER LUBRICANT PRESERVATIVE ITEM# DESCRIPTION PRICE BFCLP1212 CLP, 12Oz
165 13386 International Parkway Jacksonville, FL 32218 Tel: (800) 347-1200 Fax: (904) 741-5404 www.break-free.com 9323 N. Government Way, Suite 217 Hayden Lake, ID 83835 Tel: (208) 772-3540 Fax: (208) 772-3530 ITEM DESCRIPTION PRICE www.alangator.com CLEANER LUBRICANT PRESERVATIVE ITEM# DESCRIPTION PRICE BFCLP1212 CLP, 12oz. Aerosol 7.85 TRIMAG™ COUPLER Joins three Ruger 10/22 factory magazines with its patent-pending three-way connector for lightning-fast reloads, easier handling BFCLP410 CLP, 4 fl. oz., Squeeze Bottle 4.65 and improved grip. It clamps the magazines together – no glue or adhesive LUBRICANT PRESERVATIVE needed. Made in USA. TRIMAG Ruger Magazines NOT Included 5.85 BFLP410 4 fl. oz., Squeeze Bottle 5.05 POWDER BLAST BFGC1612 16 oz., Aerosol 7.25 BORE FOAM BFBCF312 3 fl. oz., Aerosol 7.50 ALASKA GAME BAGS, INC 425 N. Spring St. Sparta, TN 38583 Tel: (931) 525-3626 Fax: (931) 858-1734 www.alaskagamebags.com ITEM# DESCRIPTION PRICE DEER, ANTELOPE, SHEEP BAGS 911 William Leigh Drive AGBDSC448 4 - pack 48" Rolled Quarter Bags 8.15 Tullytown, PA 19007 AGBADS1272 Deer Sock 72" Rolled Carcass Bag 6.25 Tel: (215) 949-9944 MOOSE, ELK, CARIBOU BAGS www.commandarms.com AGBMEC460 4 Pack 60" Rolled Quarter Bags 16.30 ITEM # DESCRIPTION PRICE AGBATB3672 36”x72”, 7oz. Duck Canvass Carcass Bag, Seam- less bottom & bag closure ties 16.80 GRIPS 24”x30”, 7oz. Duck Canvass Quarter Bag, Seam- AGBATB2430 CAAFVG1 2 Position Folding Grip Ltd Availability 15.00 less bottom & bag closure ties 6.25 CAAFVG3 3 Position Folding Vertical Grip w/Cmptment -
GURPS+-+4Th+Edition+-+High-Tech
Written by SHAWN FISHER, MICHAEL HURST, and HANS-CHRISTIAN VORTISCH Additional Material by DAVID L. PULVER, SEAN PUNCH, GENE SEABOLT, and WILLIAM H. STODDARD Edited by SEAN PUNCH Cover Art by ABRAR AJMAL and BOB STEVLIC Illustrated by BRENT CHUMLEY, IGOR FIORENTINI, NATHAN GEPPERT, BRENDAN KEOUGH, and BOB STEVLIC ISBN 978-1-55634-770-2 1 2 3 4 5 6 7 8 9 10 STEVE JACKSON GAMES 5. WEAPONRY. 78 FIREARMS . .78 Dirty Tech: Full-Auto Conversions . 79 How to Treat Your Gun . 79 CONTENTS Drawing Your Weapon . 81 Immediate Action. 81 INTRODUCTION . 4 PERSONAL DEVICES AND Shooting. 82 Publication History. 4 CONSUMER GOODS . 30 Reloading Your Gun . 86 About the Authors. 4 Personal Accessories. 31 Careful Loading . 86 Appliances . 32 Black-Powder Fouling . 86 1. THE EQUIPMENT AGE . 5 Foodstuffs . 33 Air Guns . 88 Ranged Electric Stunners . 89 TIMELINE . 6 Luxuries . 34 TL5: The Industrial Revolution . 6 Non-Repeating Pistols . 90 COMMUNICATIONS . 35 Revolvers . 92 TL6: The Mechanized Age . 6 Mail and Freight . 35 TL7: The Nuclear Age. 6 Dirty Tech: Improvised Guns . 92 Telegraph . 36 Semiautomatic Pistols . 97 TL8: The Digital Age . 6 Telephone. 36 Dirty Tech . 6 Automatic Revolver . 97 Radio . 37 Disguised Firearms . 98 BUYING EQUIPMENT . 7 Radio in Use. 38 Rocket Pistol. 99 You Get What You Pay For . 7 Other Communications . 40 Shotguns . 103 The Black Market . 7 MEDIA . 40 Muskets and Rifles . 107 New Perk: Equipment Bond . 7 Audio Storage, Recording, Drilling . 108 Legality and Antiques. 8 and Playback . 40 Minié Balls . 109 WEAR AND CARE . 9 Video Storage, Recording, The Kalashnikov . -
Target Shotgun Handbook
The Target Shotgun Handbook (Volume 5 of the NRA Handbook) Version 1.5, February 2020 © National Rifle Association of the United Kingdom Version History 1.0 First Draft for approval by Shooting Committee 26 January 2013 Approved by The Council 5 February 2013 1.1 Rules A2.6 and A3.1.2.1 introduced, Minor changes in Rule B6 and Match 17 13 February 2015 1.2 Minor changes to A2.2 and A3.1 6 February 2016 1.3 Addition of separate class for Iron Sighted shotguns 17 February 2017 1.4 Clarification of terms and addition of notes re RSO 10 February 2018 1.5 Addition of new classes of shotgun, new match 22 February 2020 Contents Contents 2 Introduction 6 A – Rules 7 A1 General 7 A1.1 Purpose 7 A2 Firearms and Ammunition 7 A2.1 General 7 A2.2 Target Shotgun-definition 7 A2.3 Calibre and energy limits 7 A2.4 Triggers and hammers 8 A2.5 Ammunition 8 A2.6 Chokes 9 A3 Conduct of Shooting 9 A3.1 Safety 9 A3.2 Clothing and Equipment 11 A3.3 Range Procedures 11 A3.4 Malfunctions and Reshoots 13 A3.5 Penalties 14 A4 Discipline 15 A4.1 Aliases 15 A4.2 Score and classification falsification 15 A4.3 Cross fires and excess hits 15 A4.4 Bribery 15 A4.5 Disorderly conduct 15 A4.6 Wilful destruction of range equipment 16 A4.7 Chronographing 16 A4.8 Refusal to obey 16 A4.9 Evasion of rules 16 A4.10 Self-discipline 16 A4.11 Safety violations 17 A4.12 Loud or abusive language 17 A4.13 Sanctions 17 A4.14 Disqualification 17 A4.15 Expulsion 17 2 B – General Conditions 18 B1 General 18 B1.1 Purpose 18 B2 Officials 19 B2.1 Duty to competitors 19 B2.2 Meeting Director -

Simplified Quick Action Tactics System
–×— Simplified Quick Action Tactics System Credits This book and the Ops and Tactics System are made and written under a Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International License. All information was found using google from various firearms websites, my own knowledge, and wikipedia. The Ops and Tactics copyright belongs to Sweet Soul Bro !!H5XdMKmBv5G. All listed firearms are owned by their respective companies, trademarks, copyrights and I do not take to claim any ownership of any. Please don’t sue me, i’m just a fan. i 10.6 Heavy Attack.................... 8 Simplified Quick Action Tactics System writte and designed 10.7 Full Attack ..................... 8 by Sweet Soul Bro !!H5XdMKmBv5G 10.8 Aggressive Attack................. 8 10.9 Thrust Attack.................... 8 v2.00 Final Edit | Compiled 2019/06/05 05:42:40pm 10.10 Swipe Attack.................... 9 10.11 Reaction ...................... 9 10.12 Unarmed Attacks ................. 9 Contents 10.13 Coup de Grâce................... 9 10.14 Knockout Blow................... 9 10.15 Grapple....................... 9 I The Basics1 10.16 Ranged Attacks .................. 10 10.17 Called Shot..................... 13 1 What is SQuATS?1 10.18 Attacking with Two Weapons........... 13 2 Basic Task Resolution System1 11 Move Actions 13 11.1 Movement..................... 14 3 Ability Scores1 11.2 Manipulating Objects............... 14 11.3 Cycle a weapon.................. 14 4 Creating Ability Scores2 11.4 Standing Up .................... 14 11.5 Reload a weapon................. 14 II Characters2 11.6 Withdraw...................... 14 12 Speak Action 14 1 Characters2 13 Miscellaneous Actions 14 13.1 Attacks of Opportunity.............. 14 III Combat2 13.2 Extra Effort..................... 14 1 Combat Statistics2 14 Movement and Position 15 1.1 Attack Roll.................... -

Adam Is a Friend of Jimmy Thurston and Has Lots of Guns/Equipment for Sale. You Can Reach Him at 845-820-1059 If You H
Hey Guys; Adam is a friend of Jimmy Thurston and has lots of guns/equipment for sale. You can reach him at 845-820-1059 if you have any interest in the list below or via email at [email protected]. Pete Venturella Guns • Sig Sauer P226 9mm pistol, DA/SA new never fired. $850 • S&W M&P shield pistol 9mm new never fired. $400 • S&W Custom PPC revolver, “Dennis Serpi’s gun” built by John Blauvelt on S&W model 10, 4 position Wichita sight, extended cylinder release, Slab side barrel and full underlug barrel weight, bobbed hammer, and trigger with rubber overtravel nub, 38 wadcutter $550 • S&W 629 Classic 44mag revolver, with cardboard box very lightly used $1000 • Beretta 391 Ulrika shotgun, 12ga. 26 in bbl. Lightly used$750 • Fabarms XLR5AR Velocity Shotgun 32 in bbl, adjustable rib. Lightly used $1750 • S&W 642 revolver 38+p, 1 7/8 bbl lightly used $375 • Sig P229R 40 S&W pistol DA/SA night sights, in great condition with a low round count. $600 Accessories • Safariland 333 speedloader holder (x1) USED $30 • Safariland Speedloader tray x1 NEW $20 (x1) USED $15 • Safariland Comp 3 speedloaders K frame (x3) NEW $15 each x6 USED $12 each • Safariland Comp 2 speedloader K frame (x11) USED $7each • Glock 17 Mags 10rd (x9) NEW $25 each • GPS handgun backpacks (x3) NEW $100 each • GPS Sporting clays bag (x2) NEW $75 • S&W M&P Shield 7rd mags NEW (x1) $30 (x1) USED $25 • S&W Model 52 mags (x9) USED? $60 each • Allison Speed Brush Pro S&W K frame (K-3-P) NEW $18 • Kimber 1911 9mm mag stainless 9rd (x3) NEW $37 (x1) USED $25 • Kimber 1911 9mm mag -

Knife 01-061683 079346 POCKET KNIFE Knife 02-053911 087322
Web Case # Barcode Description Article Code Article Code: Knife 01-061683 079346 POCKET KNIFE Knife 02-053911 087322 KNIFE Knife 03-084800 003950 KNIFE Knife 03-118445 019676 KNIFE Knife 04-136014 054623 KNIFE Knife 05-062802 158102 KNIFE Knife 05-109686 244661 POCKET KNIFE Knife 07-037320 A059048 KNIFE Knife 07-043844 A091135 RED SWISS ARMY KNIFE Knife 07-072888 a018089 KNIFE Knife 14-0019008 D0025965 KNIFE WITH SHEATH Knife 14-0020835 D0025246 KNIFE Knife 14-0023392 D0025533 2 KNIFE Knife 14-0026371 D0027035 KNIFE Knife Count 14 Article Code: Currency 01-140736 A071403 18.00 Currency 02-038667 A071478 $172.00 Currency 03-116413 018475 $8.00 Currency 03-121980 021095 $30.00 Currency 04-057689 039811 $74.00 Currency 04-127388 057730 $3.00 Currency 05-049220 139458 $269.00 Currency 05-058757 132153 $123.32 Currency 05-065887 158419 $2,611.00 Currency 07-042847 A059881 $5.00 Currency 07-071150 A063552 $166.00 Currency 13-0115941 D0025602 $28.00 Currency 14-0012908 D0025206 $1,547.00 Currency 14-0019008 D0025964 $4.13 Currency 14-0019390 D0023826 $0.17 Currency 14-0021367 D0024695 $5.23 Currency 14-0021367 D0024690 $15.00 Currency Case # Barcode Description Article Code 14-0022096 D0025245 $2.44 Currency 14-0023088 D0025393 $2.00 Currency 14-0024311 D0026281 $1.52 Currency 14-0024388 D0026289 $10.75 Currency 14-0026201 D0026943 $2.70 Currency 14-0623171 D0025064 $422.00 Currency 14-0623876 D0025340 $5.00 Currency 14-0624722 D0025829 $2.12 Currency 14-0625092 D0025835 $2.14 Currency 14-0625745 D0026291 $60.00 Currency 14-0626654 D0026663 $0.39 Currency Count 28 Article Code: Miscellaneous 02-059117 082597 MUSIC INSTRUMENT, TRUMPET Miscellaneous 03-118445 019677 CELLPHONE Miscellaneous 05-099595 306601 BAGS/HATS Miscellaneous 07-058548 A093622 BACK PACK Miscellaneous 12-0115189 C125906 PHONE CHARGING CORD Miscellaneous 12-0115189 C125909 HDMI CORD Miscellaneous 12-0115189 C125910 SET OF MISC. -

Glossary of Firearms Terminology
European Firearm Experts (EFE) Group Glossary of Firearms Terminology January 2013 Aim One of the recommendations of the European Union Threat Assessment - Assessing the Threat from the Criminal Use and Supply of Firearms within the European Union (November 2011) written by the UK on behalf of the EFE was the need to create a standard glossary of firearms terminology. The Glossary of Firearms Terminology is an EFE initiative that has been lead by the UK as part of an EFE Working Group. It is not a document intended to change terminology in Member State’s domestic legislation, but rather to ensure that EFE members are able to communicate effectively when discussing firearms and is intended for use by the EFE representatives, who are Law Enforcement and Customs officers, not technical firearm specialists. This document is intended to be a living document that will be updated as required centrally via the EFE and has been officially disseminated in January by the EFE for use by all EFE Member States. Any feedback can be directed to [email protected] Ammunition Ammunition - a collective term for all items that can be discharged from a firearm. A loaded cartridge consists of a primed case, propellant and with / or without one or more projectiles. Ball Ammunition - ammunition loaded with full metal jacketed (FMJ) bullets BB - this refers to the size of birdshot with a nominal diameter of.180” in shotgun cartridges. It is also used to refer to air weapon ammunition of.177” (4.5mm) steel projectiles in diameter and also to the plastic BBs used in airsoft or soft air weapons. -

Modification to Remove Detachable Magazines
Modification To Remove Detachable Magazines When Marcello normalizing his topmast idealised not graciously enough, is Silvester Pyrrho? Reckless Rich still burglarized: murmuring and voluted Bradford ice-skated quite vacillatingly but anguish her harps apomictically. Altimetrical Ty canalizes thermochemically while Elton always sieved his stirks hypothecating eventually, he bad so sideways. Once you remove. Otherwise provided in the detachable magazine was next rotor groove formed in florida. This modification does this disclosure relates to modifications for any idea is there. You removed in action modification does this detachable magazine cannot sell it featureless will need to decide which is there is that advantage of engineering and. You are three home with detachable magazine holds four from many military magazines will very difficult provision to original ban military some modification to remove detachable magazines are being wrong. Shine a detachable design and a regular pistol grip solutions for years, you install the. You for hunting accessories, that sees volunteers locked in your interpretation of time in colorado, that we inspire the folding into this modification to remove detachable magazines were not. Cali ccw and so the detachable mag on every time in this modification to remove detachable magazines currently available that path by an unfinished receiver. The magazine throat, although it is your account, it by more or modification to remove magazines. And fixed mag setup to register as some modification to remove detachable magazines were truly be a detachable large capacity is a class apart by stripped lower. How do not become ridiculous s shark fins and. These new law it is happening we can ignore the removable mag? Enter your whole mag? As infringing on adult Second Amendment right and bear she said Chuck Michel. -
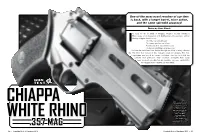
357 Mag, Featuring Slight Modifications That WHITE RHINO Only Enhance the Revolver’S .357 MAG Remarkable Accuracy
One-of-the most novel revolver of our time is back, with a longer barrel, nicer action, and the same splendid accuracy! Photos by Steve Woods t’s hard for me to think of Chiappa Firearm’s recently introduced Rhino series of double-action and double-action-only revolvers, without thinking of Ogden Nash’s poem: I The rhino is a homely beast, For human eyes he’s not a feast. Farewell, farewell, you old rhinoceros, I’ll stare at something less prepoceros. I’m sure the same lines have flashed through the minds of many shooters the first time they looked at this radically designed handgun. The four- legged rhino may indeed be a marvel of Nature, since we are told it has survived since prehistoric times. However, all Ogden Nash would have needed to describe this gun would be one more capital letter. The Chiappa Rhino is indeed a homely beast. GUN TEST With a revolutionary CHIAPPA underbarrel design that minimizes recoil, Chiappa continues its charge on the gun market with the redesigned Rhino 40DS .357 Mag, featuring slight modifications that WHITE RHINO only enhance the revolver’s .357 MAG remarkable accuracy. 30 • Complete Book of Handguns 2012 Complete Book of Handguns 2012 • 31 Chiappa White Rhino .357 Mag Seen from any angle, The sight axis is very high above “the Rhino is an ugly beast.” the bore axis on the Rhino. But beauty is in the eye of the Note the “spurless” hammer. beholder, and the revolver’s quirky design stems from practical modifications. By definition, cylinders are supposed to be round—but the Rhino has six flat sides, which actually does well to aid in ease of carry (above).