Flattop Run Dry OVERVIEW RX Large Photo Callout Lorem Ipsum Dolor Sit Amet Consect Etuer Adipiscing Elit
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Electronic Water Treatment an Alternative Solution to Removing Beerstone and Limescale
WATER & WASTEWATER solutions Electronic Water Treatment An alternative solution to removing beerstone and limescale By Jan de Baat Doelman, Scalewatcher North America Inc. eer contains 90 percent water and is the most important ingredient in determining its flavor. Water contains B calcium and is the most important mineral to the brewing process. The levels of calcium in local water have determined the type of beer produced. The different types of beer whether a light lager or a porter are for the most part due to the water profiles of the areas that made the styles famous. Calcium is by far the most influential mineral in the brewing process. It reacts with phosphates, forming precipitates that involve the release of hydrogen ions and in turn lowers the pH of the mash. Calcium is the principal mineral of hardness, an unhygienic surface that can harbor microorganisms. An which increases mash acidity and inverts malt phosphate. It unhygienic surface will infect the beer. Beerstone can cause stimulates enzyme activity and improves protein digestion. “off flavors” or shorten the shelf life of beer. In the worst case Calcium also extracts the fine bittering principles of the hop. scenario, undesirable organisms can ruin an entire batch of However, although calcium is the most important ingredient beer, costing time and money to replace. in brewing beer it also has a negative effect on brewing equipment as it creates beerstone and limescale. LIMESCALE Although calcium is an essential ingredient in beer production BEERSTONE it also creates limescale, which has a negative effect on heat Beerstone is calcium oxalate that appears in mash kegs, exchangers, reverse osmosis (RO), pipes and vessels used boiling kegs, tanks and lines. -

Got Scale? Get the Facts!
EVERPURE® GOT SCALE? GET THE FACTS! “Scale” is anything and everything include hydroxide scale, silica FACT: Water filters alone do solid that is deposited onto surfaces scale, even phosphate scale, plus not remove scale. Water filters that come into contact with water. ordinary dirt, rust, etc. that settle as with scale inhibitors treat water The most important and common sediment and get incorporated into so that scale does not form in type is limescale, but other types other scale types. water-using equipment. DIFFERENT KINDS OF SCALE Limescale is limestone that is first The changes that cause limescale to dissolved from the ground and then precipitate are: caused to re-form later in water- • pH increase (a pH of 8 is ten times using equipment when the water more scale forming than a pH of 7) chemistry changes. It is mostly calcium carbonate (CaCO3), but in • high temperature many places magnesium carbonate • any increase in concentration of may account for up to 1/3 of the total. hardness, TDS, and/or alkalinity Hydroxide Scale is a fluffy, cloud- like “floc” that forms around ions of certain metals at high pH and then settles into a gooey sludge that sometimes acts like a cement. Examples are iron hydroxide floc and aluminum hydroxide floc. Silica Scale is essentially glass, and it forms wherever soluble silica levels above about 15 ppm encounter a heat transfer surface, such as is found in a coffee brewer. Phosphate Scale occurs only if to ortho- (single) phosphate by polyphosphate treatment is flawed. excessive storage temperature, If the dosage is excessive, calcium ordinary calcium phosphate can polyphosphate may precipitate. -

THE CHEMISTRY of LIMESCALE Limescale Can Clog up Your Kitchen Appliances, and Build up on Your Bathroom Surfaces
THE CHEMISTRY OF LIMESCALE Limescale can clog up your kitchen appliances, and build up on your bathroom surfaces. What actually causes this build up? Here’s a quick look at the chemistry behind limescale formation, chemicals that can help prevent it, and others that help to remove it. WATER HARDNESS WATER SOFTENERS IN OUT CALCIUM IONS SULFATE IONS Na+ Na+ Na+ Na+ O OH 2+ – O O 2+ + 2+ Na Ca Ca + Ca2+ Ca2+ Na+ Na 2+ Mg 2– HCO3 Ca2+ Na+ HO OH + + + + Ca SO4 Na Na Na Na OH MAGNESIUM IONS BICARBONATE IONS ION EXCHANGE RESIN CITRIC ACID ‘Hard water’ is water which contains a large amount of mineral Appliances such as dishwashers can soften water ions, most commonly calcium and magnesium ions. Permanent by passing it through an ion exchange resin. This hard water is mainly due to dissolved calcium and magnesium exchanges scale-causing metal ions in the water for sulfates. Temporary hard water is mainly due to dissolved calcium bicarbonate. Temporary hardness can be removed by boiling the sodium ions. Compounds such as citric acid and sodium water, but permanent hardness cannot. sesquicarbonate can be used to soften laundry water. LIMESCALE & SOAP SCUM 2+ 2– REMOVING LIMESCALE 2+ – O Ca (aq) + 2HCO3 (aq) CaCO3(s) + CO2(aq) + H2O(l) Ca CO3 O O H N S OH HO P OH Calcium bicarbonate can decompose when heated to form insoluble OH 2 H Cl Limescale consists mainly of calcium calcium carbonate – known in this context as limescale – along OH O OH with water and carbon dioxide. -
Fouling 7 01.Pdf
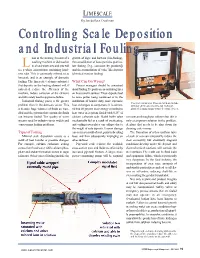
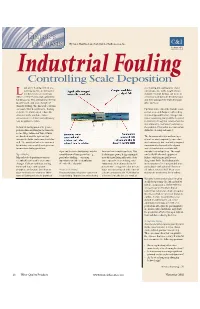
LIMESCALE By Jan de Baat Doelman ControllingControlling ScaleScale DepositionDeposition andand IndustrialIndustrial FoulingFouling ook at the heating element of a growth of algae and bacteria (bio-fouling), washing machine or dishwasher the consolidation of loose particles (particu- Lin a hard water area and you will late fouling, [e.g., corrosion by products]) see a white encrustation containing hard- and the accumulation of “coke” like deposits ness salts. This is commonly referred to as (chemical reaction fouling). limescale and is an example of domestic fouling. The limescale (calcium carbonate) What Can Go Wrong? that deposits on the heating element will, if Process managers should be concerned untreated, reduce the efficiency of the about fouling. Deposits are an insulating layer machine, induce corrosion of the element on heat transfer surfaces. These deposits lead and ultimately lead to appliance failure. to more power being consumed or to the Industrial fouling poses a far greater installation of heavier duty, more expensive L Treatment options for limescale build-up include problem than in the domestic sector. This heat exchangers to compensate. It is estimat- inhibitor chemicals, descalers, ion exchange, is because huge volumes of fluids are han- ed that 40 percent more energy is needed to physical cleaning, magnets and electronic devices. dled and the systems that contain the fluids heat water in a system fouled with 0.25″ of can become fouled. The quality of water calcium carbonate scale. Scaled boiler tubes to maintain throughput volumes but this is streams used by industry varies widely and mechanically fail as a result of overheating, only a temporary solution to the problem. -

Water Hardness & Limescale
Water Hardness & Limescale Corrosion Scale "Slight corrosion of iron promotes the precipitation of calcium carbonate (Lime-scale), 2+ since the Fe ions enable the nucleation of CaCO3 at low super-saturations" E.REVAULT, J.BARON, J.LÃ DION, Influence des ions Fe2+ sur le pouvoir entartrant de l'eau. Lime-scale (Hard water) When rain falls through the atmosphere, it takes into solution a certain amount of carbon dioxide making it slightly acidic. This acidity together with the fact that pure water such as rain water is a good solvent causes substances in the ground such as lime stone and chalk to be dissolved. They react with the acidity of the carbonic acid H2CO3 to form soluble salts. These salts exist in the main as either relatively insoluble carbonates or quite soluble bicarbonates of calcium and magnesium. Carbonates are said to be substances which cause "permanent" hardness and bicarbonates cause "temporary hardness". The latter cause most of the problems associated with hard water since the application of heat causes them to break down according to the following equation causing scale. Calcium Bicarbonate plus heat gives Calcium carbonate plus water plus carbon dioxide. Ca (HCO3)2 + HEAT CaCO3 + H2O + CO2 This reverses the original reaction between carbonic acid and the calcium carbonate. The insoluble calcium carbonate is deposited upon heating surfaces and pipes as a result. In the main, chemical methods have been used to combat the expensive and inconvenient problems, which arise as a result of using hard water. Water softeners which use salt to regenerate special resins, which remove calcium ions from water are now less environmentally acceptable, in some countries they have been banned due to the contamination of ground water which contains large amounts of salt effluent from water softeners. -

Oil Field Chemicals Chemicals for Production Services
Oil Field Chemicals Chemicals for Production Services VIRA BASPAR BARTAR The Chemical and Polymer Company Oil Field Chemicals From production chemicals to drilling chemicals and cementing additives, Vira Baspar Bartar offers the widest product in the oilfield chemical industry, combined with the experience, knowledge and insight to develop quality products and ready-made solutions. We strive to be at the forefront of innovation, with a dedicated team of experts continually introducing new technologies and improving existing products according to the needs of this demanding industry. Chemicals for Production Services Our proven strengths are innovative, sustainable solutions with consistent product quality. Specialty chemicals that impart unique capabilities and functionality are an integral part of our goal.We provides a broad range of high- quality chemicals to help service companies meet their technical challenges in production services. By constantly improving the quality and reliability of our chemical solutions, we help service companies meet the industry’s overall drive for greater efficiency and productivity. Asset Integrity Chemicals Corrosion Inhibitor Biocide H2S Scavenger Multifunctional chemical for hydrotesting Oil / Water Separation Process Chemicals Demulsifier Antifoam Water clarifiers / Deoilers Flow Assurance Chemicals Wax Inhibitor Asphaltene Inhibitor Drag reducing agent Gas hydrate inhibitor Scale inhibitor Asset integrity chemicals A proper plant management is mandatory to reach the life design of the assets. To accomplish the target, it is mandatory to put in place effective measures for risk assessment and control. Our long term experience and know-how allow us to be a trustworthy partner for the development and management of chemical treatments that can be integrated in the asset integrity management strategies to control any kind of corrosion and biofouling, as well as enhance the process and its relevant CAPEX and OPEX. -

Big, Bad Limescale
Commercial WATER Big, Bad Limescale The detrimental effects of hard water & scale on plumbing & water treatment equipment BY SUSAN WHITE imescale caused by hard water can wreak havoc on any type of appliance, system, pipe or valve that water runs through. Due to drought in various parts of the U.S., hard water is becoming Lmore of a nuisance because of constant changes in the water table and groundwater quality. The challenges facing any business involved with maintaining water distribution systems today are extreme. Yearly maintenance and repair costs to water systems add up to many millions of dollars in certain areas of the U.S., and groundwater is only getting harder. According to the U.S. Geological Survey, pat- terns of hardness vary across the U.S. Water hardness is based on major ion chemistry concen- trations, which are relatively stable in groundwater and generally do not change over time. The softest water is found in parts of New England, the South Atlantic/Gulf states, the Pacific Northwest and Hawaii. Moderately hard water is An extreme example of the effects hard water can have on pipe common in rivers in Alaska and Tennessee, the Great Lakes region and the Pacific Northwest. Hard damage boilers, cooling towers, water heaters and using or exposed to the systems. and very hard water is found in some streams in other water-handling equipment. ASHRAE identifies the conditions in a building’s most of the country. The hardest water was mea- High levels of hard water ions such as Ca2+ water system that make it less likely for Legionella sured in streams in Texas, New Mexico, Kansas, and Mg2+ can cause scaly deposits in plumbing, to grow and spread, and recommends mainte- Arizona and California. -
Health Technical Memorandum 04-01: Safe Water in Healthcare Premises Part a on the NHS Website
This document has been withdrawn. Find Health technical memorandum 04-01: safe water in healthcare premises part A on the NHS website. Department of Health Health Technical Memorandum 04-01: Safe water in healthcare premises Part A: Design, installation and commissioning withdrawn Health Technical Memorandum 04-01 Safe water in healthcare premises Part A: Design, installation and commissioning withdrawn Health Technical Memorandum 04-01: Safe water in healthcare premises: Part A – Design, installation and commissioning withdrawn © Crown copyright 2016 You may re-use this information (not including logos) free of charge in any format or medium under the terms of the Open Government Licence. To view this licence, visit www.nationalarchives.gov.uk/doc/open-government-licence/ or write to the Information Policy Team, The National Archives, Kew, London TW9 4DU, or email: [email protected]. This document is available from our website at https://www.gov.uk/government/collections/health-technical-memorandum-disinfection-and sterilization iiii Contents Contents Executive summary ...................................................................................................................iv Acknowledgements ..................................................................................................................vii Glossary and abbreviations ......................................................................................................ix 0 Policy and regulatory overview: water safety and the healthcare estate -

Hard & Soft Water
HARD & SOFT WATER This factsheet was written for teachers and a general audience as part of the BBC ‘Terrific Scientific’ schools initiative. A factsheet for primary school students aged 9-11 is also available on the website: www.geolsoc.org.uk/waterhardness Image Left: Soap bubbles in soft water Image Right: Limescale crust in a kettle after repeated boiling of hard water (© Henna /Wikimedia) Have you ever noticed that tap water tastes different depending on where you are? Have you ever seen a white coating inside your kettle or the shower head, or Hard water: good or bad? found that the shower gel won’t lather up? All these eff ects are caused by differences in the The good : ‘hardness’ of the water. Some minerals in hard water have health benefits, such as those containing calcium, Hard and soft water – the chemistry (good for bones and teeth). Some people think it tastes better. Hard water is water that contains dissolved minerals (the materials that make up rocks) . Water containing less dissolved minerals is known as soft The bad: water. In the UK, both hard and soft tap water is safe to drink. When some hard water is boiled, the dissolved minerals solidify to form a hard Rainwater is naturally soft, but dissolved carbon dioxide gas from the white coating of limescale. This blocks atmosphere makes it slightly acidic. (This should not be confused with pipes and stops kettles working so well. ‘acid rain’, which is much stronger and is caused by different gases). Hard water forms ‘soap scum’ instead of Rainwater soaks into the ground after it falls and then flows slowly lather when soap is added. -
Controlling Scale Deposition
EDITOR’S EMPHASIS By Jan de Baat Doelman, Scalewatcher North America, Inc. C&I A commercial & industrial article Industrial Fouling Controlling Scale Deposition ook at the heating element of a overheating and cooling tower plates washing machine or dishwasher can collapse due to the weight of scale L in a hard water area and you deposits. Erosion damage can occur as will see a white encrustation containing a result of scale particles breaking loose hardness salts. This commonly is referred and then subsequently impinging upon to as limescale and is an example of other surfaces. domestic fouling. The limescale (calcium carbonate) that deposits on the heating Pipework scale reduces the available cross- element will, if untreated, reduce the section area, and fluids are affected by efficiency of the machine, induce increased pipewall friction. A larger, more corrosion of the element and ultimately power-consuming pump will be required lead to appliance failure. to maintain throughput volumes but this may allow only a temporary solution to Industrial fouling poses a far greater the problem. Plants that need to be shut problem than anything in the domestic down for cleaning cost money. sector. Huge volumes of fouled fluids are handled, and the systems that The formation of a thin uniform layer contain the fluids can become fouled as of scale or wax temporarily can reduce well. The quality of water streams used steel corrosivity, but eventually stagnant by industry varies widely and gives rise conditions develop under the deposit to numerous fouling problems. and electrochemical reactions will algae and bacteria (biofouling) and the layer on heat transfer surfaces. -
FOOD PROCESSING TECHNOLOGY Principles and Practice
FOOD PROCESSING TECHNOLOGY Principles and Practice Second Edition P. Fellows Director, Midway Technology and Visiting Fellow in Food Technology at Oxford Brookes University Published by Woodhead Publishing Limited Abington Hall, Abington Cambridge CB1 6AH, England Published in North and South America by CRC Press LLC 2000 Corporate Blvd, NW Boca Raton FL 33431 USA First edition 1988, Ellis Horwood Ltd Second edition 2000, Woodhead Publishing Limited and CRC Press LLC ß 2000, P. Fellows The author has asserted his moral rights. Conditions of sale This book contains information obtained from authentic and highly regarded sources. Reprinted material is quoted with permission, and sources are indicated. Reasonable efforts have been made to publish reliable data and information, but the author and the publishers cannot assume responsibility for the validity of all materials. Neither the author nor the publishers, nor anyone else associated with this publication, shall be liable for any loss, damage or liability directly or indirectly caused or alleged to be caused by this book. Neither this book nor any part may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, microfilming, and recording, or by any information storage or retrieval system, without prior permission in writing from the publishers. The consent of Woodhead Publishing Limited and CRC Press LLC does not extend to copying for general distribution, for promotion, for creating new works, or for resale. Specific permission must be obtained in writing from Woodhead Publishing Limited or CRC Press LLC for such copying. Trademark notice: Product or corporate names may be trademarks or registered trademarks, and are used only for identification and explanation, without intent to infringe. -

Visualized How Hard Is Your Water?
δ Name: ________________ Period: ____ Water Hardness: Visualized How Hard is Your Water? Hardness and salinity are two properties of water that are partially considered in determining the quality of that water. Although a water’s hardness and its salinity are measures of two different things, they refer to very similar concepts. Hardness refers to the amount of calcium, magnesium, and some other trace metal ions (metal ions that are present in relatively small amounts) in water. Calcium and magnesium are two of the three metals that are typically most abundant in water, so some definitions of water hardness only include those two elements: Calcium and magnesium. The harder any sample of water is, the more calcium and magnesium are present in that water. If a sample has very little calcium or magnesium (which can be accomplished through some filtration methods or by drawing from a water source that is naturally low in calcium and magnesium), that water is said to be soft water. Water that is hard is often referred to as hard water. Despite its name, there is nothing physically “hard” about hard water. Ca Limescale and soap scum are two indicators of hard water. Limescale is a buildup of calcium Calcium carbonate, a salt of calcium and carbonate (which is derived from carbon dioxide that has dissolved in water), that deposits on pipes and other surfaces on which hard water CaCO3 frequently comes into contact. Over time, limescale buildup can shrink the diameter of pipes Calcium Carbonate (like in the pipe pictured at the top of the worksheet).