The A3 Lean Management and Leadership Thought Process
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Implementation of Kanban, a Lean Tool, in Switchgear Manufacturing Industry – a Case Study
Proceedings of the International Conference on Industrial Engineering and Operations Management Paris, France, July 26-27, 2018 Implementation of Kanban, a Lean tool, In Switchgear Manufacturing Industry – A Case Study Shashwat Gawande College Of Engineering, Pune Department of Industrial Engineering and management Savitribai Phule Pune University Pune, Maharashtra 44, India [email protected] Prof. J.S Karajgikar College Of Engineering, Pune Department of Industrial Engineering and management Savitribai Phule Pune University Pune, Maharashtra 44, India [email protected] Abstract Kanban is a scheduling system for lean and just in time manufacturing industries or services firms. It is a very effective tool for running a production system as a whole, in this system problem areas are highlighted by measuring lead time and cycle time of the full process the other benefits of the Kanban system is to establish an upper limit to work in process inventory to avoid over capacity. The objective of this case study is to implement a standard Kanban System for a Electrical manufacturing MNC company. With this system, the firm implemented use of just in time to reduce the inventory cost stocked during the process. This case study also shows that the Kanban implementation is not only bounded to the company but to their vendor also, from where, some of the components are been assembled. A replenishment strategy was also developed, tested and improved at the company location. A complete instruction manual is also developed as a reference Keywords Value Steam Mapping, Kanban, Root Cause Analysis, Replenishment Strategy 1. Introduction Lean manufacturing or simply ‘lean’ is a systematic method for waste reduction within a manufacturing system without affecting productivity. -

Sep 0 1 2004
AEROSPACE MERGERS AND ACQUISITIONS FROM A LEAN ENTERPRISE PERSPECTIVE by JUNHONG KIM B.S., Chemical Engineering Seoul National University (1998) SUBMITTED TO THE SYSTEM DESIGN AND MANAGEMENT PROGRAM IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF SCIENCE IN ENGINEERING AND MANAGEMENT at the MASSACHUSETTS INSTITUTE OF TECHNOLOGY June 2004 @0 2004 Junhong Kim. All rights reserved The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic copies of this thesis document in whole or in part. Signature of Author......... ........................ Junhong Kim /ste7&Ies 'and Management Program February 2004 Certified by ... .........I . ...................... Joel Cutcher-Gershenfeld Executive Director, Engineering Systems Learning Center Senior Research Scientist, Sloan School of Management Accepted by ....................................................... -........................... Thomas J. Allen Co-Director, LFM/SDM Howard W. Johnson Professor of Management r A c c ep te d b y ............................. ......... ............................................................................................ David Simchi-Levi Co-Director, LFM/SDM MASSACHUSETTS INSTITUTE| Professor of Engineering Systems O.F TENL GYL.J SEP 0 1 2004 BARKER LIBRARIES Room 14-0551 77 Massachusetts Avenue Cambridge, MA 02139 Ph: 617.253.2800 MITL-ibries Email: [email protected] Document Services http://Iibraries.mit.eduldocs DISCLAIMER OF QUALITY Due to the condition of the original material, there -
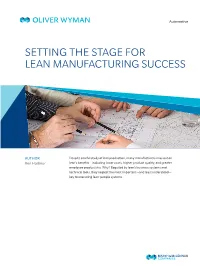
Setting the Stage for Lean Manufacturing Success
Automotive SETTING THE STAGE FOR LEAN MANUFACTURING SUCCESS AUTHOR Despite careful study of lean production, many manufacturers miss out on Ron Harbour lean’s benefits—including lower costs, higher product quality, and greater employee productivity. Why? Beguiled by lean’s business systems and technical tools, they neglect the most important—and least understood— key to executing lean: people systems. Lean manufacturing has been active for a long time, traveling a 30-plus-year journey in the West. While the auto industry has led the effort, lean is now being broadly applied across a multitude of industries, ranging from hospitals and pharmaceuticals to electronics and aerospace. In the automotive production industry alone, a wealth of lean production programs has cropped up, as variations on the renowned Toyota Production System and Ford’s much earlier waste-reduction efforts. (See “Henry Ford’s Philosophy.”) HENRY FORD’S PHILOSOPHY As long as a century ago, Henry Ford embodied lean manufacturing philosophy. He believed that by controlling every link in his industry’s value chain, he could minimize the time it took to transform raw materials into manufactured vehicles. He could thus cut costs and create cars that could be sold at prices accessible to virtually everyone. Ford owned iron ore mines for the production of steel, beaches where sand could be gathered to make glass, even cattle ranches to serve as sources of leather for his autos’ upholstery. In today’s world of fractured value chains, where different entities own different links, few people remember Ford’s approach to taking time and cost out of the auto manufacturing process. -

Extension of the Lean 5S Methodology to 6S with an Additional Layer to Ensure Occupational Safety and Health Levels
sustainability Article Extension of the Lean 5S Methodology to 6S with An Additional Layer to Ensure Occupational Safety and Health Levels Mariano Jiménez 1,2 , Luis Romero 2,* , Jon Fernández 2, María del Mar Espinosa 2 and Manuel Domínguez 2 1 Department of Mechanical Engineering, Technical School of Engineering—ICAI, Comillas Pontifical University, 25, 28015 Madrid, Spain 2 Design Engineering Area, Industrial Engineering School, National Distance Education University (UNED), 38, 28015 Madrid, Spain * Correspondence: [email protected] Received: 12 June 2019; Accepted: 11 July 2019; Published: 12 July 2019 Abstract: This paper proposes an expansion of the Lean 5S methodology, which includes the concept of Safety–Security as 6S. Implementation was done by a standardized process tested in a pilot area that is part of the Integrated Industrial Manufacturing System Laboratory at the Higher Technical School of Engineering (ICAI). The additional 6S phase (Safety-Security) thoroughly reviews all areas of an industrial plant by analyzing the risks at each workstation, which let employees be fitted out with protection resources depending on each of their personal characteristics and to guarantee the safety of the workstation by strictly complying with occupational safety and health and machinery use standards, which must hold a CE certificate of compliance. The main objective was to increase the scope of 5S methodology to respond to the occupational safety and health needs for machines required in optimizing production processes. It is important to remember that companies must guarantee that their employees use personal protection equipment (PPE) at their work posts or stations that protect them properly from risks to their health and safety and that cannot be prevented or sufficiently limited by using collective means of protection or by adopting work organization measures. -

The Extent of Implementation of Lean Six Sigma Within Commercial Banks in Kenya
IOSR Journal of Business and Management (IOSR-JBM) e-ISSN: 2278-487X, p-ISSN: 2319-7668. Volume 18, Issue 12. Ver. II (December. 2016), PP 31-37 www.iosrjournals.org The Extent of Implementation of Lean Six Sigma within Commercial Banks in Kenya Beatrice Chelangat Abstract: The objectives of this study were to find out the extent to which Lean Six Sigma is implemented within commercial banks in Kenya. The respondents were made up of managers from these commercial banks in the Kenyan banking industry. The study adopted exploratory research. Primary data was collected using questionnaires and analyzed using descriptive statistics and factor analysis. The study found that the following application of tools and techniques of Lean and Six Sigma were used to a large extent; Voice of the Customers (VOC), Cause and effect analysis, Total Quality Management (TQM), Cross -functional work teams, Continuous Improvement (Kaizen), –Define- Measure- Analyze-Improve and Control (DMAIC) ,Total Preventive Maintenance and Plan, Do, Check, Act (PDCA). The study also found that two main ways through which the banks knew about Lean Six Sigma were through professional publications and through top management. Key Words: Lean Six Sigma I. Introduction Over the past decades, business organizations have embraced a wide variety of management programmes that they hope will enhance competitiveness. Currently, two of the most popular programmes are Six Sigma and Lean management. According to Wang & Chen (2010), Six Sigma approach is primarily a methodology for improving the capability of business processes by using statistical methods to identify and decrease or eliminate process variation. Its goal is reduction of defects and improvements in profits, employee morale and product quality. -

Decoding the DNA of the Toyota Production System
www.hbrreprints.org The Toyota story has been intensively researched and Decoding the DNA of painstakingly documented, yet what really happens inside the Toyota Production the company remains a mystery. Here’s new insight into the unspoken rules that System give Toyota its competitive edge. by Steven Spear and H. Kent Bowen Included with this full-text Harvard Business Review article: 1 Article Summary The Idea in Brief—the core idea The Idea in Practice—putting the idea to work 2 Decoding the DNA of the Toyota Production System 12 Further Reading A list of related materials, with annotations to guide further exploration of the article’s ideas and applications Reprint 99509 Decoding the DNA of the Toyota Production System The Idea in Brief The Idea in Practice Toyota’s renowned production system (TPS) TPS’s four rules: clude that their demand on the next ma- has long demonstrated the competitive ad- chine doesn’t match their expectations. All work is highly specified in its content, vantage of continuous process improve- They revisit the organization of their pro- sequence, timing, and outcome. ment. And companies in a wide range of duction line to determine why the machine Employees follow a well-defined sequence of industries—aerospace, metals processing, was not available, and redesign the flow steps for a particular job. This specificity en- consumer products—have tried to imitate path. ables people to see and address deviations TPS. Yet most fail. immediately—encouraging continual learn- Any improvement to processes, worker/ Why? Managers adopt TPS’s obvious prac- ing and improvement. -
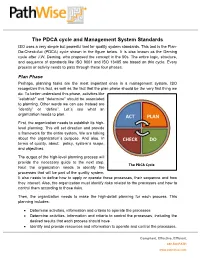
White Paper the PDCA Cycle and Management System Standards
The PDCA cycle and Management System Standards ISO uses a very simple but powerful tool for quality system standards. This tool is the Plan- Do-Check-Act (PDCA) cycle shown in the figure below. It is also known as the Deming cycle after J.W. Deming, who proposed the concept in the 50s. The entire logic, structure, and sequence of standards like ISO 9001 and ISO 13485 are based on this cycle. Every process or activity needs to pass through these four phases. Plan Phase Perhaps, planning tasks are the most important ones in a management system. ISO recognizes this fact, as well as the fact that the plan phase should be the very first thing we do. To better understand this phase, activities like “establish” and “determine” should be associated to planning. Other words we can use instead are “identify” or “define”. Let´s see what an organization needs to plan. ACT PLAN First, the organization needs to establish its high- level planning. This will set direction and provide a framework for the entire system. We are talking about the organization´s purpose. And also, in CHECK DO terms of quality, about: policy, system´s scope, and objectives. The output of the high-level planning process will provide the necessary guide to the next step. The PDCA Cycle Next the organization needs to identify the processes that will be part of the quality system. It also needs to define how to apply or operate these processes, their sequence and how they interact. Also, the organization must identify risks related to the processes and how to control them according to those risks. -

The Concept and Implementation of Kaizen in an Organization
Global Journal of Management and Business Research: A Administration and Management Volume 19 Issue 1 Version 1.0 Year 201 Type: Double Blind Peer Reviewed International Research Journal Publisher: Global Journals Online ISSN: 2249-4588 & Print ISSN: 0975-5853 The Concept and Implementation of Kaizen in an Organization By Lubna Rahman Lina & Hafiz Ullah University of Dhaka Abstract- For continuous improvement in an organization, Japanese philosophy Kaizen is very popular. Flawless concepts of kaizen methodology and proper implementation of tools can lead to a successful kaizen program in a company. From the reviews of various case studies, it has revealed that most of the companies have implemented kaizen efficiently and observe better performance. Besides, some companies also failed to implement kaizen due to the lacking of proper knowledge about the concepts of kaizen. Keywords: kaizen, 5 why technique, 5s, 7 QC tools, 7 wastes, jidoka, PDCA cycle, poka-yoke. GJMBR-A Classification: JEL Code: M00 TheConceptandImplementationofKaizeninanOrganization Strictly as per the compliance and regulations of: © 2019. Lubna Rahman Lina & Hafiz Ullah. This is a research/review paper, distributed under the terms of the Creative Commons Attribution-Noncommercial 3.0 Unported License http://creativecommons.org/licenses/by-nc/3.0/), permitting all non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited. The Concept and Implementation of Kaizen in an Organization α σ Lubna Rahman Lina & Hafiz Ullah Abstract - For continuous improvement in an organization, over the longer term, without having to go through any Japanese philosophy Kaizen is very popular. Flawless radical innovation. It can be a much gentler and concepts of kaizen methodology and proper implementation employee-friendly way to institute the changes that must of tools can lead to a successful kaizen program in a occur as a business grows and adapts to its changing company. -

Agile and Devops Overview for Business
NELKINDA SOFTWARE CRAFT Ƅ TRAINING Agile and DevOps Overview for Business Duration: 2 Days Available Languages: English Audience Everyone who is steering or involved in software delivery: Business, Management, Operations, Development, for example: CxOs, managers, directors, team leads, systems administrators, development managers, business analysts, requirements engineers, architects, product owners, scrum masters, IT operations sta', IT stakeholders, developers, testers Goals Agile and DevOps are the big drivers of organizational transformation today. What do they mean? Where do they come from? What are their goals? How can they help my organization and my team? How can I use and implement them? And are there any side-e'ects or challenges to consider? Learn the answers to these questions in a holistic perspective from the CxO level to the code about what Agile and DevOps mean for organizations of all sizes. Contents • Business Case for Improving the Software Development Life Cycle ◦ Evolution of the Software Development Life Cycle (SDLC) ◦ Business Drivers of the SDLC Evolution ◦ Principles of Agile, DevOps, Extreme Programming (XP), and Software Craft ◦ Goals and Objectives of Agile, DevOps (Development Operations), XP, and Software Craft ◦ The Pipeline for Value Delivery • Essential Principles ◦ Manifesto for Agile Software Development ("Agile Manifesto") ◦ The Values and Principles of XP ◦ Manifesto of Software Craft ◦ The Two Values of Software ◦ The Deming (PDCA, plan-do-check-act) Cycle ◦ The XP Feedback Loops ◦ Parkinson's Law and Timeboxing ◦ Conway's Law, Organizational Structure and Cross-functional responsibility ◦ KPIs (Key Performance Indicators) and Drivers: Story-Point Velocity, Cycle Time, WIP (Work In Progress) limit ◦ Heisenberg's Uncertainty Principle of Agile Estimation 1/3 https://nelkinda.com/training/DevOps-Driven-Agile © Copyright 2015-2020 Nelkinda Software Craft Private Limited. -

Implementing Lean Service Operations: a Case Study from Turkish Banking Industry
İşletme Fakültesi Dergisi, Cilt 10, Sayı 1, 2009, 171-198 IMPLEMENTING LEAN SERVICE OPERATIONS: A CASE STUDY FROM TURKISH BANKING INDUSTRY Sabri Erdem*, Koray Aksoy** ABSTRACT This paper describes lean management and its application in banking industry. Since lean management eliminates waste effectively in manufacturing environment with significant outputs, service industry has started to focus on lean implementations. In this sense, this paper is a pioneer especially for banking in service sector in Turkey to eliminate waste by means of lean methods. For this reason, a branch of a nationwide state bank in Aegean region was selected as pilot to collect data by observing customers, employee and operations. After analyzing the collected data, some improvements due to eliminations of unnecessary operations were offered. Our results show that significant improvements in banking sector are easy to achieve just by focusing value adding operations. Obtained results are also valid for other branches of the bank. Keywords: Lean Service Management, Lean Thinking, Efficiency in Banking YALIN HİZMET İŞLEMLERİ UYGULAMASI: TÜRK BANKACILIK ENDÜSTRİSİNDEN BİR ÖRNEK OLAY ANALİZİ ÖZET Bu çalışmada yalın yönetim ve bankacılık uygulaması ele alınmaktadır. Yalın yönetimin imalat ortamında anlamlı çıktılar sağlayacak şekilde atıl kaynakları ortadan kaldırmasından dolayı hizmet endüstrisi de yalın uygulamalarına odaklanmaya başlamıştır. Buradan hareketle, bu çalışma, özellikle yalın araçları kullanılarak Türkiye’de bankacılık sektöründeki atıl kullanımın ortadan kaldırılması anlamında öncü çalışmalardan birisi olmaktadır. Bu amaçla devlet bankalarından birisinin Ege Bölgesi’ndeki şubelerinden birisi pilot uygulama alanı olarak seçildi ve bu pilot çalışma alanında müşteriler, banka müşteri temsilcileri ve operasyonlar üzerinde gözlemler yapılarak veri toplanmıştır. Toplanan veriler analiz edildikten sonar gereksiz işlemlerin ortadan kaldırılmasına bağlı olarak bazı iyileştirmeler önerilmektedir. -

The Effect of Lean Manufacturing on a Supply Chain Relationship And
sustainability Article The Effect of Lean Manufacturing on a Supply Chain Relationship and Performance Assadej Vanichchinchai Faculty of Engineering, Mahidol University, Nakhon Pathom 73170, Thailand; [email protected] or [email protected] Received: 10 July 2019; Accepted: 25 September 2019; Published: 17 October 2019 Abstract: This study aims to explore the impact of lean manufacturing (LM) or transaction-based supply chain management (SCM) on a supply chain relationship (SCR) and supply performance (SP) in manufacturing industries in Thailand. The measurement instruments for LM, SCR, and SP were developed from comprehensive literature reviews, verified by experts, and statistical techniques to assure reliability and validity. The hypothesized model was tested with path analysis of structural equation modeling. It was found that the set of LM, SCR, and SP frameworks were reliable and valid for Thai manufacturing industries. LM had not only a direct effect on the SCR and SP but also an indirect effect on the SP through the SCR. The SCR also had a direct impact on the SP. This paper presents insights into the debate concerning the impact of transaction-based SCM on relationship-based SCM and SP. Keywords: lean manufacturing; supply chain management; supply chain relationship; supply performance; transaction-based supply chain 1. Introduction Just-in-time (JIT) production was created by Toyota Motor Corporation [1,2]. Generally, the term JIT can be used interchangeably with the Toyota production system (TPS) and lean manufacturing (LM) [2–4]. Similar to the supply chain management (SCM), LM emphasizes on time delivery to the right location at a minimum cost by eliminating waste, especially unnecessary inventories [5,6]. -
Implementation of Lean Tools in Apparel Industry to Improve Productivity and Quality
Current Trends in Fashion Technology & Textile Engineering ISSN: 2577-2929 Review Article Curr Trends Fashion Technol Textile Eng Volume 4 - Issue 1 - July 2018 Copyright © All rights are reserved by Prakash C DOI: 10.19080/CTFTTE.2018.04.555628 Implementation of Lean Tools in Apparel Industry to Improve Productivity and Quality Mothilal B and Prakash C* Department of Fashion Technology, Sona College of Technology, India Submission: April 19, 2018; Published: July 02, 2018 *Corresponding author: Prakash C, Department of Fashion Technology, Sona College of Technology, India, Tel No: ; Fax: +91-427- 4099888; Email: Abstract The rapid change in apparel styles, deviation of order quantities and increasing quality levels at the lowest possible cut-rate, demand the market. To increase the productivity of the apparel industries we need to reduce the wastage of the manufacturing and time to manufacture the product.apparel manufacturing Lean is the tool industry to reduce to the be focusedwastage on in moreall process effective of apparel and efficient manufacturing, manufacturing reducing processes cost and for value survival added in anto theimmensely product. competitive This paper proposes the lean tool for the apparel industry to reduce the overall wastage of the industries. Keywords: Abbreviations:Apparel FMEA: industry; Failure Eco-efficiency; Mode and Effect Industrial Analysis; wastes; SFPS: Single Lean Failuretools Points; TPM: Total Productive Maintenance; OEE: Overall Equipment Effectiveness; PDCA: Plan-Do-Check-Act or Plan-Do-Check-Adjust; PDSA: Plan-Do-Study-Act Introduction Tapping D [1] observed that lean strategy is to eliminate wastes Lean tools from the process. Any excess in equipment’s, materials, parts, and working period beyond the requirement is generally referred as of waste (muda), the improvement of quality, and production waste.