Structural Composite Lumber & Glued Laminated Timber Awareness Guide
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Glued-Laminated Timber Bridges
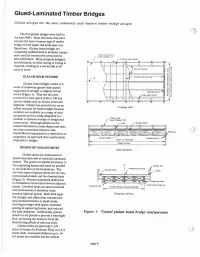
Glued-Laminated Timber Bridges Glulam design s are the most commonly used modern timber bridge designs The first glulam bridges were built in the mid-1940's. Since that time, they have become the most common type of timber bridge in both single and multi-span con figurations. Glulam beam bridges are completely prefabricated in modular compo nents and are treat ed with preservatives Wea llng surlac e ,r tsee Chapter 11) after fabrication. When prop erly designed , and fabricated, no field cutting or boring is required, resulting in a service life of 50 !!? Q) years or more. '§ "'" c: 0" Q) c: Q) GLULAM BEAM SYSTEMS Transverse bracing 3 c:0> OJ D '§ ' .c: c: Glulam beam bridges consist of a U Q) ' ~ .c: series of transverse glulam deck panels >- 3 '"3 D'" supported on straight or slightly curved 'o ;; o '"0 beams (Figure 1). They are the most ([ .9. practical for clear spans of 20 to 100 feet and are widely used on all size roads and highways. Glulam has proved to be an ex ceUent material for beam bridges because Cutaway plan members are available in a range of sizes and grades and are easily adapt able to a modular or systems concept of design and Traffi c rail I (see Chapter 10) construction. Although glulam can be r Curb r Glulam deck custom fabricated in many shapes and sizes, the most economical structure uses - - - - Bearin g - - - - - -J~--- ~ -. I standardized components in a repet itious ar ~ ' """"" - rangement, an approach that is particularly b e a m ~ Glu lam Substruct ure ~ adaptable to bridges. -
Truss Deflection
Truss Deflection Truss deflection may be something you do not give much thought to when designing trusses. Unfortunately, meeting the code permitted deflection ratio does not always guarantee satisfactory performance. Regardless of what the codes say, most people regard large levels of deflection as a sign of structural deficiency. Paying attention to deflection may be the key to whether your customer is satisfied with you as a supplier and continues to buy your products. Deflection of a truss is generally based on the amount of vertical movement from its original position due to the loads applied to the members. The amount of deflection depends on the span and stiffness of the members, and the magnitude of the loads applied. Codes provide the maximum allowable deflection limits for floor and roof trusses, which is based solely on the truss span. Generally, for roof trusses, the deflection in inches due to live load cannot exceed the span in inches divided by 240 (L/240) and due to total load L/180. For floor trusses, the deflection in inches due to live load cannot exceed the span in inches divided by 360 (L/360) and due to total load L/240. To meet code deflection criteria, a 40-foot span roof truss could have live load deflection 2 inches, which does not ensure satisfactory performance. MiTek engineers recommend using the deflection limits listed below. Page 1 of 5 10 /12 /20 20 Truss Deflection Roof Trusses should use the following settings: In MiTek 20/20 Engineering go to Setup – Job – Design Info – Deflection: In Structure with Truss Design go to File – Setup – Job Properties - Job Settings – Design – Building Code Settings: Please note the settings for cantilever and overhang are half that of the main span. -
Glulam Design Properties and Layup Combinations
GLULAM DESIGN PROPERTIES AND LAYUP COMBINATIONS ENGINEERED WOOD SYSTEMS WOOD The Miracle Material™ Wood is the right choice for a host of construction applications. It is the earth’s natural, energy efficient and renewable building material. Engineered wood is a better use of wood. The miracle in today’s wood products is that they make more efficient use of the wood fiber resource to make stronger plywood, oriented strand board, I-joists, glued laminated timbers, and laminated veneer lumber. That’s good for the environment, and good for designers seeking strong, efficient, and striking building design. A few facts about wood. I We’re not running out of trees. One-third of the United States land base – 731 million acres – is covered by forests. About two-thirds of that 731 million acres is suitable for repeated planting and harvesting of timber. But only about half of the land suitable for growing timber is open to logging. Most of that harvestable acreage also is open to other uses, such as camping, hiking, and hunting. Forests fully cover one-half of Canada’s land mass. Of this forestland, nearly half is considered productive, or capable of producing timber on a sustained yield basis. Canada has the highest per capita accumulation of protected natural areas in the world – areas including national and provincial parks. I We’re growing more wood every day. American landowners plant more than two billion trees every year. In addition, millions of trees seed naturally. The forest products industry, which comprises about 15 percent of forestland ownership, is responsible for 41 percent of replanted forest acreage. -

North American Glued Laminated Timber American Wood Council Canadian Wood Council
NORTH AMERICAN GLUED LAMINATED TIMBER AMERICAN WOOD COUNCIL CANADIAN WOOD COUNCIL The American Wood Council (AWC) and the Canadian Wood Council (CWC) are pleased to present this Environmental Product Declaration (EPD) for North American Glued Laminated Timber (glulam). The EPD includes Life Cycle Assessment (LCA) results for all processes up to the point that glulam is packaged and ready for shipment at the manufacturing gate. The underlying LCA and the EPD were developed in compliance with ISO 14025:2006 and ISO 21930:2017 and have been verified under the UL Environment EPD program. The AWC and CWC represent wood product manufacturers across North America. The North American forest product industry is a global leader of sustainably sourced wood products. This EPD reflects years of research and numerous sustainability initiatives on behalf of our members to continually improve the environmental footprint of North American wood products. We are pleased to present this document to show our progress. Please follow our sustainability initiatives at www.awc.org and www.cwc.ca. North American Glued Laminated Timber North American Structural and Architectural Wood Products According to ISO 14025, EN 15804, and ISO 21930:2017 EPD PROGRAM AND PROGRAM OPERATOR UL Environment https://www.ul.com/ NAME, ADDRESS, LOGO, AND WEBSITE 333 Pfingsten Road Northbrook, IL 60611 https://spot.ul.com/ GENERAL PROGRAM INSTRUCTIONS General Program Instructions v.2.4 July 2018 AND VERSION NUMBER American Wood Council DECLARATION HOLDER Canadian Wood Council DECLARATION NUMBER 4788424634.104.1 DECLARED PRODUCT & North American Glued Laminated Timber, FUNCTIONAL UNIT OR DECLARED UNIT 1 m3 of glulam produced in North America (US and CA) ISO 21930:2017 Sustainability in Building Construction — Environmental Declaration of Building Products. -

Psme 46 Douglas-Fir-Incense
PSME 46 DOUGLAS-FIR-INCENSE-CEDAR/PIPER'S OREGONGRAPE Pseudotsuga menziesii-Calocedrus decurrens/Berberis piperiana PSME-CADE27/BEPI2 (N=18; FS=18) Distribution. This Association occurs on the Applegate, Ashland, and Prospect Ranger Districts, Rogue River National Forest, and the Tiller and North Umpqua Ranger Districts, Umpqua National Forest. It may also occur on the Butte Falls Ranger District, Rogue River National Forest and adjacent Bureau of Land Management lands. Distinguishing Characteristics. This is a drier, cooler Douglas-fir association. White fir is frequently present, but with relatively low covers. Piper's Oregongrape and poison oak, dry site indicators, are also frequently present. Soils. Parent material is mostly schist, welded tuff, and basalt, with some andesite, diorite, and amphibolite. Average surface rock cover is 8 percent, with 8 percent gravel. Soils are generally deep, but may be moderately deep, with an average depth of greater than 40 inches. PSME 47 Environment. Elevation averages 3000 feet. Aspects vary. Slope averages 35 percent and ranges between 12 and 62 percent. Slope position ranges from the upper one-third of the slope down to the lower one-third of the slope. This Association may also occur on benches and narrow flats. Vegetation Composition and Structure. Total species richness is high for the Series, averaging 44 percent. The overstory is dominated by Douglas-fir and ponderosa pine, with sugar pine and incense-cedar common associates. Douglas-fir dominates the understory. Incense-cedar, white fir, and Pacific madrone frequently occur, generally with covers greater than 5 percent. Sugar pine is common. Frequently occurring shrubs include Piper's Oregongrape, baldhip rose, poison oak, creeping snowberry, and Pacific blackberry. -

Spruce Beetle
QUICK GUIDE SERIES FM 2014-1 Spruce Beetle An Agent of Subalpine Change The spruce beetle is a native species in Colorado’s spruce forest ecosystem. Endemic populations are always present, and epidemics are a natural part of the changing forest. There usually are long intervals between such events as insect and disease epidemics and wildfires, giving spruce forests time to regenerate. Prior to their occurrence, the potential impacts of these natural disturbances can be reduced through proactive forest management. The spruce beetle (Dendroctonus rufipennis) is responsible for the death of more spruce trees in North America than any other natural agent. Spruce beetle populations range from Alaska and Newfoundland to as far south as Arizona and New Mexico. The subalpine Engelmann spruce is the primary host tree, but the beetles will infest any Figure 1. Engelmann spruce trees infested spruce tree species within their geographical range, including blue spruce. In with spruce beetles on Spring Creek Pass. Colorado, the beetles are most commonly observed in high-elevation spruce Photo: William M. Ciesla forests above 9,000 feet. At endemic or low population levels, spruce beetles generally infest only downed trees. However, as spruce beetle population levels in downed trees increase, usually following an avalanche or windthrow event – a high-wind event that topples trees over a large area – the beetles also will infest live standing trees. Spruce beetles prefer large (16 inches in diameter or greater), mature and over- mature spruce trees in slow-growing, spruce-dominated stands. However, at epidemic levels, or when large-scale, rapid population increases occur, spruce beetles may attack trees as small as 3 inches in diameter. -

GP LAM® Laminated Veneer Lumber PR-L257(F)
GP LAM® Laminated Veneer Lumber PR-L257(F) Georgia-Pacific Wood Products LLC Revised February 12, 2008 Products: GP Lam® 1.8-SP, 1.9-ES, 2.0-ES and 2.1-ES LVL Georgia-Pacific Wood Products LLC, 1000 North Park Drive, Roxboro, North Carolina 27573 (336) 599-1000 www.gp.com 1. Basis of the product report: • 2006 International Building Code: Section 104.11 Alternative Materials • 2006 International Residential Code: Section R104.11 Alternative Materials • 2004 Florida Building Code, Building: Section 104.11 Alternative Materials • ASTM D 5456-03 recognized by the 2006 International Building Code • ASTM D 5456-05 recognized by the 2006 Supplement to the 2004 Florida Building Code • APA Reports T2002P-44, T2002P-45, T2003M-13, T2003P-46, T2004M-41, T2004M-56, T2004M-80, T2005M-23, T2005M-97 and other qualification data 2. Product description: GP Lam® LVL is made with veneer sheets of various species and grades in accordance with the in-plant manufacturing standard approved by APA. GP Lam® LVL are available in thicknesses from 3/4 inch to 5-1/4 inches, widths of 1-1/2 inches to 48 inches and lengths up to 80 feet. 3. Design properties: Table 1 lists the design properties and Table 2 lists the equivalent specific gravities for connection design for GP Lam® LVL. The allowable spans for GP Lam® LVL shall be in accordance with the recommendations provided by the manufacturer as published in the GP Engineered Lumber Residential Floor and Roof Systems Product Guide (Lit. Item 123040 dated June 2006). 4. Product installation: GP Lam® LVL shall be installed in accordance with the recommendations provided by the manufacturer as published in the GP Engineered Lumber Residential Floor and Roof Systems Product Guide (Lit. -

Truss Terminology
TRUSS TERMINOLOGY BEARING WIDTH The width dimension of the member OVERHANG The extension of the top chord beyond the providing support for the truss (usually 3 1/2” or 5 1/2”). heel joint. Bearing must occur at a truss joint location. PANEL The chord segment between two adjacent joints. CANTILEVER That structural portion of a truss which extends PANEL POINT The point of intersection of a chord with the beyond the support. The cantilever dimension is measured web or webs. from the outside face of the support to the heel joint. Note that the cantilever is different from the overhang. PEAK Highest point on a truss where the sloped top chords meet. CAMBER An upward vertical displacement built into a truss bottom chord to compensate for defl ection due to dead load. PLATE Either horizontal 2x member at the top of a stud wall offering bearing for trusses or a shortened form of connector CHORDS The outer members of a truss that defi ne the plate, depending on usage of the word. envelope or shape. PLUMB CUT Top chord cut to provide for vertical (plumb) TOP CHORD An inclined or horizontal member that establishes installation of fascia. the upper edge of a truss. This member is subjected to compressive and bending stresses. SCARF CUT For pitched trusses only – the sloping cut of upper portion of the bottom chord at the heel joint. BOTTOM CHORD The horizontal (and inclined, ie. scissor trusses) member defi ning the lower edge of a truss, carrying SLOPE (PITCH) The units of horizontal run, in one unit of ceiling loads where applicable. -

LP Solidstart LVL Technical Guide
U.S. Technical Guide L P S o l i d S t a r t LV L Technical Guide 2900Fb-2.0E Please verify availability with the LP SolidStart Engineered Wood Products distributor in your area prior to specifying these products. Introduction Designed to Outperform Traditional Lumber LP® SolidStart® Laminated Veneer Lumber (LVL) is a vast SOFTWARE FOR EASY, RELIABLE DESIGN improvement over traditional lumber. Problems that naturally occur as Our design/specification software enhances your in-house sawn lumber dries — twisting, splitting, checking, crowning and warping — design capabilities. It ofers accurate designs for a wide variety of are greatly reduced. applications with interfaces for printed output or plotted drawings. Through our distributors, we ofer component design review services THE STRENGTH IS IN THE ENGINEERING for designs using LP SolidStart Engineered Wood Products. LP SolidStart LVL is made from ultrasonically and visually graded veneers arranged in a specific pattern to maximize the strength and CODE EVALUATION stifness of the veneers and to disperse the naturally occurring LP SolidStart Laminated Veneer Lumber has been evaluated for characteristics of wood, such as knots, that can weaken a sawn lumber compliance with major US building codes. For the most current code beam. The veneers are then bonded with waterproof adhesives under reports, contact your LP SolidStart Engineered Wood Products pressure and heat. LP SolidStart LVL beams are exceptionally strong, distributor, visit LPCorp.com or for: solid and straight, making them excellent for most primary load- • ICC-ES evaluation report ESR-2403 visit www.icc-es.org carrying beam applications. • APA product report PR-L280 visit www.apawood.org LP SolidStart LVL 2900F -2.0E: AVAILABLE SIZES b FRIEND TO THE ENVIRONMENT LP SolidStart LVL 2900F -2.0E is available in a range of depths and b LP SolidStart LVL is a building material with built-in lengths, and is available in standard thicknesses of 1-3/4" and 3-1/2". -

Susceptibility of Larch, Hemlock, Sitka Spruce, and Douglas-Fir to Phytophthora Ramorum1
Proceedings of the Sudden Oak Death Fifth Science Symposium Susceptibility of Larch, Hemlock, Sitka Spruce, and 1 Douglas-fir to Phytophthora ramorum Gary Chastagner,2 Kathy Riley,2 and Marianne Elliott2 Introduction The recent determination that Phytophthora ramorum is causing bleeding stem cankers on Japanese larch (Larix kaempferi (Lam.) Carrière) in the United Kingdom (Forestry Commission 2012, Webber et al. 2010), and that inoculum from this host appears to have resulted in disease and canker development on other conifers, including western hemlock (Tsuga heterophylla (Raf.) Sarg.), Douglas-fir (Pseudotsuga menziesii (Mirb.) Franco), grand fir (Abies grandis (Douglas ex D. Don) Lindl.), and Sitka spruce (Picea sitchensis (Bong.) Carrière), potentially has profound implications for the timber industry and forests in the United States Pacific Northwest (PNW). A clearer understanding of the susceptibility of these conifers to P. ramorum is needed to assess the risk of this occurring in the PNW. Methods An experiment was conducted to examine the susceptibility of new growth on European (L. decidua Mill.), Japanese, eastern (L. laricina (Du Roi) K. Koch), and western larch (L. occidentalis Nutt.); western and eastern hemlock (T. canadensis (L.) Carrière); Sitka spruce; and a coastal seed source of Douglas-fir to three genotypes (NA1, NA2, and EU1) of P. ramorum in 2011. In 2012, a similar experiment was conducted using only the four larch species. Container-grown seedlings or saplings were used in all experiments. Five trees or branches of each species were inoculated with a single isolate of the three genotypes by spraying the foliage with a suspension of zoospores (105/ml). -

DOUGLAS's Datasheet
DOUGLAS Page 1of 4 Family: PINACEAE (gymnosperm) Scientific name(s): Pseudotsuga menziesii Commercial restriction: no commercial restriction Note: Coming from North West of America, DOUGLAS FIR is often used for reaforestation in France and in Europe. Properties of european planted trees (young and with a rapid growth) which are mentionned in this sheet are different from those of the "Oregon pine" (old and with a slow growth) coming from its original growing area. WOOD DESCRIPTION LOG DESCRIPTION Color: pinkish brown Diameter: from 50 to 80 cm Sapwood: clearly demarcated Thickness of sapwood: from 5 to 10 cm Texture: medium Floats: pointless Grain: straight Log durability: low (must be treated) Interlocked grain: absent Note: Heartwood is pinkish brown with veins, the large sapwood is yellowish. Wood may show some resin pockets, sometimes of a great dimension. PHYSICAL PROPERTIES MECHANICAL AND ACOUSTIC PROPERTIES Physical and mechanical properties are based on mature heartwood specimens. These properties can vary greatly depending on origin and growth conditions. Mean Std dev. Mean Std dev. Specific gravity *: 0,54 0,04 Crushing strength *: 50 MPa 6 MPa Monnin hardness *: 3,2 0,8 Static bending strength *: 91 MPa 6 MPa Coeff. of volumetric shrinkage: 0,46 % 0,02 % Modulus of elasticity *: 16800 MPa 1550 MPa Total tangential shrinkage (TS): 6,9 % 1,2 % Total radial shrinkage (RS): 4,7 % 0,4 % (*: at 12% moisture content, with 1 MPa = 1 N/mm²) TS/RS ratio: 1,5 Fiber saturation point: 27 % Musical quality factor: 110,1 measured at 2971 Hz Stability: moderately stable NATURAL DURABILITY AND TREATABILITY Fungi and termite resistance refers to end-uses under temperate climate. -

Arthropod Diversity and Conservation in Old-Growth Northwest Forests'
AMER. ZOOL., 33:578-587 (1993) Arthropod Diversity and Conservation in Old-Growth mon et al., 1990; Hz Northwest Forests complex litter layer 1973; Lattin, 1990; JOHN D. LATTIN and other features Systematic Entomology Laboratory, Department of Entomology, Oregon State University, tural diversity of th Corvallis, Oregon 97331-2907 is reflected by the 14 found there (Lawtt SYNOPSIS. Old-growth forests of the Pacific Northwest extend along the 1990; Parsons et a. e coastal region from southern Alaska to northern California and are com- While these old posed largely of conifer rather than hardwood tree species. Many of these ity over time and trees achieve great age (500-1,000 yr). Natural succession that follows product of sever: forest stand destruction normally takes over 100 years to reach the young through successioi mature forest stage. This succession may continue on into old-growth for (Lattin, 1990). Fire centuries. The changing structural complexity of the forest over time, and diseases, are combined with the many different plant species that characterize succes- bances. The prolot sion, results in an array of arthropod habitats. It is estimated that 6,000 a continually char arthropod species may be found in such forests—over 3,400 different ments and habitat species are known from a single 6,400 ha site in Oregon. Our knowledge (Southwood, 1977 of these species is still rudimentary and much additional work is needed Lawton, 1983). throughout this vast region. Many of these species play critical roles in arthropods have lx the dynamics of forest ecosystems. They are important in nutrient cycling, old-growth site, tt as herbivores, as natural predators and parasites of other arthropod spe- mental Forest (HJ cies.