Selecting a Centrifugal Compressor
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

CHAPTER 9 Design and Optimization of Turbo Compressors
CHAPTER 9 Design and optimization of Turbo compressors C. Xu & R.S. Amano Department of Mechanical Engineering, University of Wisconsin-Milwaukee, USA. Abstract A compressor has been refereed to raise static enthalpy and pressure. A successful compressor design greatly benefi ts the performance of the whole power system. Lean design methodologies have been used for industrial power system design. The compressor designs require benefi t to both OEM and customers, i.e. lowest cost for both OEM and end users and high effi ciency in all operating range of the compressor. The compressor design and optimization are critical for the new com- pressor development and compressor upgrade. The design experience and design considerations are also critical for a successful compressor design. The design experience can accelerate compressor lean design process. An optimization pro- cess is discussed to design compressor blades in turbo machinery. The compressor design process is not only an aerodynamic optimization, but structure analyses also need to be combined in the optimization. This chapter discusses an aerodynamic and structure integration optimization process. The design method consists of an airfoil shape optimization and a three-dimensional gradient-based optimization coupled with Navier–Stokes solvers. A model airfoil of a transonic compressor is designed by using this approach, with an effi ciency improvement. Airfoil sections were stacked up to a three-dimensional rotor blade of a compressor. The effi ciency is improved over a wide range of mass fl ow. The results indicate that the optimiza- tion process can provide improved design and can be integrated into a compressor design procedure. -

CHAPTER 10 Advances in Understanding the Flow in A
CHAPTER 10 Advances in understanding the fl ow in a centrifugal compressor impeller and improved design A. Engeda Turbomachinery Lab, Michigan State University, USA. Abstract The last 60 years have seen a very high number of experimental and theoretical studies of the centrifugal impeller fl ow physics at government, industry and uni- versity levels, which have been extensively documented. As Robert Dean, one of the well-known impeller aerodynamists stated, “The centrifugal impeller is prob- ably the most complex fl uid machine built by man”. Despite this, it is still the widest used turbomachinery and continues to be a major research and develop- ment topic. Computational fl uid dynamics has now matured to the point where it is widely accepted as a key tool for aerodynamic analysis. Today, with the power of modern computers, steady-state solutions are carried out on a routine basis, and can be considered as part of the design process. The complete design of the impeller requires a detailed understanding of the fl ow in the impeller and aerody- namic analysis of the fl ow path and structural analysis of the impeller including the blades and the hub. This chapter discusses the developments in the understand- ing of the fl ow in a centrifugal impeller and the contributions of this knowledge towards better and advanced impeller designs. 1 Introduction Centrifugal compressors have the widest compressor application area. They are reliable, compact, and robust; they have better resistance to foreign object dam- age; and are less affected by performance degradation due to fouling. They are found in small gas turbine engines, turbochargers, and refrigeration chillers and are used extensively in the petrochemical and process industry. -

Comparison of Helicopter Turboshaft Engines
Comparison of Helicopter Turboshaft Engines John Schenderlein1, and Tyler Clayton2 University of Colorado, Boulder, CO, 80304 Although they garnish less attention than their flashy jet cousins, turboshaft engines hold a specialized niche in the aviation industry. Built to be compact, efficient, and powerful, turboshafts have made modern helicopters and the feats they accomplish possible. First implemented in the 1950s, turboshaft geometry has gone largely unchanged, but advances in materials and axial flow technology have continued to drive higher power and efficiency from today's turboshafts. Similarly to the turbojet and fan industry, there are only a handful of big players in the market. The usual suspects - Pratt & Whitney, General Electric, and Rolls-Royce - have taken over most of the industry, but lesser known companies like Lycoming and Turbomeca still hold a footing in the Turboshaft world. Nomenclature shp = Shaft Horsepower SFC = Specific Fuel Consumption FPT = Free Power Turbine HPT = High Power Turbine Introduction & Background Turboshaft engines are very similar to a turboprop engine; in fact many turboshaft engines were created by modifying existing turboprop engines to fit the needs of the rotorcraft they propel. The most common use of turboshaft engines is in scenarios where high power and reliability are required within a small envelope of requirements for size and weight. Most helicopter, marine, and auxiliary power units applications take advantage of turboshaft configurations. In fact, the turboshaft plays a workhorse role in the aviation industry as much as it is does for industrial power generation. While conventional turbine jet propulsion is achieved through thrust generated by a hot and fast exhaust stream, turboshaft engines creates shaft power that drives one or more rotors on the vehicle. -

Engineering the Future – Since 1758
MAN Energy Solutions MAN Energy Solutions Product range und product centres 3 Steinbrinkstr. 1 2 46145 Oberhausen, Germany Turbomachinery P + 49 208 692-01 F + 49 208 692-021 [email protected] www.man-es.com Factories Engineering turbomachinery Turbo- the future – Bangalore, India MAN Turbomachinery India Private Limited since 175 8 Plot No. 113 | Jigani link Road KIADB Industrial Area | Jigani | 560105 Bangalore, India Phone +91 80 6655 2200 | Fax +91 80 6655 2222 machinery We are MAN Energy Solutions SE, the force of Berlin, Germany innovation behind the world’s leading large-bore MAN Energy Solutions SE engines and turbomachinery for marine and Egellsstr. 21 13507 Berlin, Germany stationary applications. Our home is in Augsburg, Phone +49 30 440402-0 | Fax +49 30 440402-2000 Germany. But we are also close to you, in over 100 countries, with more than 15,000 employees Changzhou, China who dedicate each workday to our customer’s MAN Diesel & Turbo China Production Co. Ltd. Fengming Road 9, Wujin High-Tech Industrial Zone satisfaction. 213164 Changzhou, P. R. China Phone +86 519 8622-7001 | Fax +86 519 8622-7002 Our products are an integral part of Between 1893 and 1897, Rudolf custom, fully integrated train solutions most energy and transportation solu- Diesel and a group of M.A.N. engineers that are unsurpassed in performance, Deggendorf, Germany tions that surround you every day. We developed the first diesel engine in efficiency and reliability. MAN Energy Solutions SE produce world-class marine propulsion Augsburg, and in 1904 we produced Werftstr. 17 systems, turbomachinery for the our first steam turbine in Oberhausen. -
Modelling of a Turbojet Gas Turbine Engine
The University of Manchester Research Modelling of a turbojet gas turbine engine Document Version Accepted author manuscript Link to publication record in Manchester Research Explorer Citation for published version (APA): Klein, D., & Abeykoon, C. (2015). Modelling of a turbojet gas turbine engine. In host publication (pp. 198-204) Published in: host publication Citing this paper Please note that where the full-text provided on Manchester Research Explorer is the Author Accepted Manuscript or Proof version this may differ from the final Published version. If citing, it is advised that you check and use the publisher's definitive version. General rights Copyright and moral rights for the publications made accessible in the Research Explorer are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. Takedown policy If you believe that this document breaches copyright please refer to the University of Manchester’s Takedown Procedures [http://man.ac.uk/04Y6Bo] or contact [email protected] providing relevant details, so we can investigate your claim. Download date:02. Oct. 2021 Modelling of a Turbojet Gas Turbine Engine Dominik Klein Chamil Abeykoon Division of Applied Science, Computing and Engineering, Division of Applied Science, Computing and Engineering, Glyndwr University, Mold Road, LL11 2AW, Wrexham, Glyndwr University, Mold Road, LL11 2AW, Wrexham, United Kingdom United Kingdom E-mail: [email protected] E-mail: [email protected]; [email protected] Abstract—Gas turbines are one of the most important A. -
The Effect of the Process on Turbomachinery Reliability)
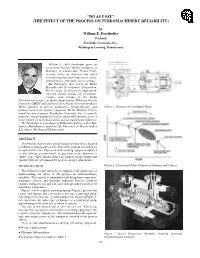
“DO AS I SAY” (THE EFFECT OF THE PROCESS ON TURBOMACHINERY RELIABILITY) by William E. Forsthoffer President Forsthoffer Associates Inc., Washington Crossing, Pennsylvania William E. (Bill) Forsthoffer spent six years at the Delaval Turbine Company, as Manager of Compressor Project Engi- neering, where he designed and tested centrifugal pumps and compressors, gears, steam turbines, and rotary (screw) pumps. Mr. Forsthoffer then joined the Mobil Research and Development Corporation. For five years, he directed the application, selection, design, testing, site precommis- sioning, and startup of the Yanbu Petrochemical complex in Yanbu, Saudi Arabia. Following that, he returned to MRDC and established a technical service program for Mobil affiliates to provide application, troubleshooting, and Figure 1. Diagram of Centrifugal Pump. training services for rotating equipment. He left Mobil in 1990 to found his own company, Forsthoffer Associates, Inc., to provide training, critical equipment selection, and troubleshooting services to the refining, petrochemical, utility, and gas transmission industries. Mr. Forsthoffer is a graduate of Bellarmine College with a B.A. degree (Mathematics) and from the University of Detroit with a B.S. degree (Mechanical Engineering). ABSTRACT This tutorial examines the primary cause of lower than expected reliability in turbomachines, the effect of the process on machinery component life. Over 95 percent of the rotating equipment installed in any refinery, petrochemical, or gas plant is the dynamic or “turbo” type. Their characteristics are limited energy output and variable flow rate determined by process energy requirements. INTRODUCTION Figure 2. Centrifugal Pump Component Damage and Causes. The objective of this tutorial is to emphasize the importance of understanding the effect of the process on turbomachinery reliability. -

DESCRIPTION Fokker 50
Fokker 50 - Power Plant DESCRIPTION The aircraft is equipped with two Pratt and Whitney PW 125B turboprop engines, which are enclosed, in wing-mounted nacelles. Each engine drives a Dowty Rotol six-bladed reversible- pitch constant-speed propeller. The engine is essentially a twin-spool turbojet combined with a free power-turbine assembly, which drives the reduction gearbox and propeller via a third concentric shaft. Engine layout Air intake The air intake is located below the propeller spinner. The intake has an anti-icing system. Combustion section The combustion section comprises an annular combustion chamber, fourteen fuel nozzles, and two igniters. Fuel control is through combined mechanical and electronic control systems. High pressure spool This spool comprises a centrifugal compressor and a single stage axial turbine. HP-spool rpm (NH) is governed by fuel metering. The spool drives the HP fuel pump and the lubrication oil pumps. Low pressure spool This spool comprises a centrifugal compressor and a single stage axial turbine. The LP spool is ungoverned; it is free to adapt itself to the operating conditions. LP-spool rpm is designated NL. To ease the gas flow paths and to minimize the gyroscopic moment, the LP spool rotates in a direction opposite to the HP spool and power-turbine shaft. Power turbine The two-stage axial power turbine drives the propeller via the reduction gearbox. The propeller shaft line is set above the engine shaft centerline. Propeller rpm is designated NP. The reduction gearbox also drives an integrated drive generator, a hydraulic pump, a propeller-pitch-control oil pump, a propeller overspeed governor, and the NP indicator. -

The Power for Flight: NASA's Contributions To
The Power Power The forFlight NASA’s Contributions to Aircraft Propulsion for for Flight Jeremy R. Kinney ThePower for NASA’s Contributions to Aircraft Propulsion Flight Jeremy R. Kinney Library of Congress Cataloging-in-Publication Data Names: Kinney, Jeremy R., author. Title: The power for flight : NASA’s contributions to aircraft propulsion / Jeremy R. Kinney. Description: Washington, DC : National Aeronautics and Space Administration, [2017] | Includes bibliographical references and index. Identifiers: LCCN 2017027182 (print) | LCCN 2017028761 (ebook) | ISBN 9781626830387 (Epub) | ISBN 9781626830370 (hardcover) ) | ISBN 9781626830394 (softcover) Subjects: LCSH: United States. National Aeronautics and Space Administration– Research–History. | Airplanes–Jet propulsion–Research–United States– History. | Airplanes–Motors–Research–United States–History. Classification: LCC TL521.312 (ebook) | LCC TL521.312 .K47 2017 (print) | DDC 629.134/35072073–dc23 LC record available at https://lccn.loc.gov/2017027182 Copyright © 2017 by the National Aeronautics and Space Administration. The opinions expressed in this volume are those of the authors and do not necessarily reflect the official positions of the United States Government or of the National Aeronautics and Space Administration. This publication is available as a free download at http://www.nasa.gov/ebooks National Aeronautics and Space Administration Washington, DC Table of Contents Dedication v Acknowledgments vi Foreword vii Chapter 1: The NACA and Aircraft Propulsion, 1915–1958.................................1 Chapter 2: NASA Gets to Work, 1958–1975 ..................................................... 49 Chapter 3: The Shift Toward Commercial Aviation, 1966–1975 ...................... 73 Chapter 4: The Quest for Propulsive Efficiency, 1976–1989 ......................... 103 Chapter 5: Propulsion Control Enters the Computer Era, 1976–1998 ........... 139 Chapter 6: Transiting to a New Century, 1990–2008 .................................... -

Centrifugal Compressor Flow Instabilities at Low Mass Flow Rate
Centrifugal compressor flow instabilities at low mass flow rate by Elias Sundstr¨om March 2016 Technical Reports from Royal Institute of Technology KTH Mechanics SE-100 44 Stockholm, Sweden Akademisk avhandling som med tillst˚andav Kungliga Tekniska H¨ogskolan i Stockholm framl¨aggestill offentlig granskning f¨oravl¨aggandeav teknologie licenciatexamen torsdag den 28 april 2016 kl 13:15 i sal E2, Lindstedsv¨agen3, Kungliga Tekniska H¨ogskolan, Stockholm. TRITA-MEK Technical report 2016:06 ISSN 0348-467X ISRN KTH/MEK/TR{16/06{SE ISBN 978-91-7595-931-3 c Elias Sundstr¨om2016 Universitetsservice US{AB, Stockholm 2016 Elias Sundstr¨om2016, Centrifugal compressor flow instabilities at low mass flow rate CCGEx and Linn´eFlow Centre, KTH Mechanics, Kungliga Tekniska H¨ogskolan, SE-100 44 Stockholm, Sweden Abstract Turbochargers play an important role in increasing the energetic efficiency and reducing emissions of modern power-train systems based on downsized recipro- cating internal combustion engines (ICE). The centrifugal compressor in tur- bochargers is limited at off-design operating conditions by the inception of flow instabilities causing rotating stall and surge. They occur at reduced engine speeds (low mass flow rates), i.e. typical operating conditions for a better engine fuel economy, harming ICEs efficiency. Moreover, unwanted unsteady pressure loads within the compressor are induced; thereby lowering the com- pressors operating life-time. Amplified noise and vibration are also generated, resulting in a notable discomfort. The thesis aims for a physics-based understanding of flow instabilities and the surge inception phenomena using numerical methods. Such knowledge may permit developing viable surge control technologies that will allow turbocharg- ers to operate safer and more silent over a broader operating range. -

Turbomachinery Technology for High-Speed Civil Flight
4 NASA Technical Memorandum 102092 . Turbomachinery Technology for High-speed Civil Flight , Neal T. Saunders and Arthur J. Gllassman Lewis Research Center Cleveland, Ohio Prepared for the 34th International Gas Turbine Aepengine Congress and Exposition sponsored by the American Society of Mechanical Engineers Toronto, Canada, June 4-8, 1989 ~ .. (NASA-TH-102092) TURBOHACHINERY TECHPCLOGY N89-24320 FOR HIGH-SPEED CIVIL FLIGHT (NBSEL, LEV& Research Center) 26 p CSCL 21E Unclas G3/07 0217641 TURBOMACHINERY TECHNOLOGY FOR HIGH-SPEED CIVIL FLIGHT Neal T. Saunders and Arthur J. Glassman ABSTRACT This presentation highlights some of the recent contributions and future directions of NASA Lewis Research Center's research and technology efforts applicable to turbomachinery for high-speed flight. For a high-speed civil transport application, the potential benefits and cycle requirements for advanced variable cycle engines and the supersonic throughflow fan engine are presented. The supersonic throughf low fan technology program is discussed. Technology efforts in the basic discipline areas addressing the severe operat- ing conditions associated with high-speed flight turbomachinery are reviewed. Included are examples of work in internal fluid mechanics, high-temperature materials, structural analysis, instrumentation and controls. c INTRODUCTION Future Emphasis Shifting to High-speed Flight Two years ago, the aeronautics community commemorated the 50th anniversary of the first successful operation of a turbojet engine. This remarkable feat by Sir Frank Whittle represents the birth of the turbine engine industry, which has greatly refined and improved Whittle's invention into the splendid engines that are flying today. NASA, as did its predecessor NACA, has assisted indus- try in the creation and development of advanced technologies for each new gen- eration of engines. -

Application Note Acoustic Excitation of Turbomachinery Blisks
www.mpihome.com Application Note Acoustic Excitation of Turbomachinery Blisks ■ Generating an engine order excitation ■ m+p’s acoustic blisk excitation software ■ Analyzing the dynamic responses of ■ m+p Analyzer for data capture and post-processing turbomachinery blisks ■ m+p VibRunner acquisition hardware ■ Four sine excitation modes During operation wind, gas and steam turbine blades are subject to high dynamic forces introduced by the working fluid. In order to assess the structural health of the blades, dynamic analyses are carried out in laboratory tests. Highly specialized test rigs are designed for analyses of blades in rotating and stationary operating conditions. Especially for stationary tests, it is crucial to artificially replicate the typical excitations acting on the rotor blades during operation, known as engine order excitation. m+p international designed a software package which enables engineers to generate an engine order excitation and analyze the dynamic responses of the turbomachinery blisks in the safety of the laboratory. Application Note Acoustic Excitation of Turbomachinery Blisks 1 Background: During operation the working fluid acts on the rotating turbine blades, creating a pulsating pressure field. Circumferentially expanding this pressure field yields a harmonic series whose coefficients are called engine orders. Basically, an engine order describes the number of sine waves traveling along the circumference of the rotor (figure 1). The corresponding excitation frequency is the product of the rotational speed and the specific engine order, EO. Only a few engine orders will be encountered during operation. Thus, it is often possible to reduce the whole pressure field to a single engine order. m+p international’s acoustic blisk excitation software replicates this engine order excitation by controlling the given actuators accordingly. -

Selection of Turbomachinery-Centrifugal Compressors
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Texas A&M Repository SELECTION OF TURBOMACHINERY-CENTRIFUGAL COMPRESSORS by Gary A. Ehlers Senior Supervising Engineer Ralph M. Parsons Company Pasadena, California INTRODUCTION Gary A. Ehlers, is Senior Supervising Selection of a centrifugal compressor starts with performance Engineer in the Rotating Equipment Engi calculations. After basic machine performance is determined, neering group ofthe Engineering Department the mechanical construction is addressed. The primary areas of at Ralph M. Parsons Company, Pasadena, concern are metallurgy, shaft sealing and rotordynamics. California. He supervises the activities re Rotordynamics analysis (RDA) of turbomachinery designs lated to the rotating equipment engineering should be made during selection. A lateral critical speed study on projects. Thetypes of machineryrespon includes undamped critical speed analysis, plot of the undamped sibilities include centrifugaland reciprocat critical speeds as a functionof stiffness, synchronous unbalance ing compressors, axial flow compressors, response analysis, and stability analysis. The stability analysis is steam and gas turbines, centrifugal and concerned with all calculated subharmonic, self-excited vibra reciprocating pumps, and gas expanders. tions of the rotor. Oil whirl is one such common example of He has been employed at Parsons for the last 20years and previously subharmonic instability of concern in design of the rotor bearing at Worthington Compressor and Engine International as an Appli support of turbomachinery. Other instabilities result from dis cation Engineer in power and process marketing. turbing/destabilizing forces from aerodynamic sources or shaft Hehas worked on primarily refinerytype projects domestically,in seal design. the Middle East, and Asia and on cogeneration and oil production Rotordynamics of a centrifugal compressor with oil film seals type projects.