Historical Development of Newsprint Production Technologies in Japan
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Notice of the 61St Annual General Meeting of Shareholders
Note: This document has been translated from a part of the Japanese original for reference purposes only. In the event of any discrepancy between this translated document and the Japanese original, the original shall prevail. (Securities Code: 8585) June 7, 2021 To our shareholders: Orient Corporation 2-1, Kojimachi 5-chome, Chiyoda-ku, Tokyo Tetsuo Iimori, President and Representative Director Notice of the 61st Annual General Meeting of Shareholders We are pleased to announce the 61st Annual General Meeting of Shareholders of Orient Corporation (the “Company”), which will be held as indicated below. In order to preventing the spread of infections of the novel coronavirus disease (COVID-19), please be careful about your health, and if you are not feeling well, are elderly, have any underlying disease, etc., please consider refraining from attending the General Meeting of Shareholders in person. Please note that you can exercise your voting rights in writing or by electromagnetic means (via the internet, etc.). Please review the attached Reference Documents for the General Meeting of Shareholders and exercise your voting rights using any of the following methods by the end of the business hour at 5:30 p.m. on Thursday, June 24, 2021 (JST), the date immediately before the Meeting. ● Exercise of Voting Rights in Writing Indicate your approval or disapproval on the enclosed voting form and send it to us to arrive by the above deadline. ● Exercise of Voting Rights by Electromagnetic Means (via the Internet, etc.) Please exercise your voting rights by electromagnetic means by the above deadline. 1. Date and Time: Friday, June 25, 2021, at 10:00 a.m. -

Leveraging Corporate Assets: New Global Directions for Business Archives
Leveraging Corporate Assets: New Global Directions for Business Archives Compiled by Resource Center for the History of Entrepreneurship, Shibusawa Eiichi Memorial Foundation Leveraging Corporate Assets: New Global Directions for Business Archives Compiled and published by: Resource Center for the History of Entrepreneurship Shibusawa Eiichi Memorial Foundation 2-16-1 Nishigahara, Kita-ku Tokyo 114-0024 Japan Available on the website of the Shibusawa Eiichi Memorial Foundation at: www.shibusawa.or.jp/english/center/network/01_icasbl/Tokyo/leveraging.html A low-resolution version of this file is also available from the above link. Published: June 2012 Copyright and photographic credit added: August 2012 Index and back cover added: March 2013 Originally published in Japanese as: Shibusawa Eiichi Memorial Foundation, comps. Sekai no Bijinesu Akaibuzu: Kigyo Kachi no Gensen. Tokyo: Nichigai Associates, Inc.; 2012. The articles included in this volume are based on presentations delivered at symposiums in Tokyo (May 2011, co-organized by the Shibusawa Eiichi Memorial Foundation, the Business Archives Association of Japan, and ICA’s Section for Business and Labour Archives) and Blois (May 2010, co-organized by the Saint-Gobain Archives, the Patrimoine et mémoire d'entreprises, and ICA’s Section for Business and Labour Archives. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of the publisher. Table of Contents Introduction – Didier Bondue (Saint-Gobain Archives) & Yuko Matsuzaki (Shibusawa Eiichi Memorial Foundation) ............................. iii Part I – The Power of History Marketing ....................................................... -

Enhancing the Efficacy of Antimicrobial Peptide BM2, Against Mono-Species Biofilms, with Detergents
Enhancing the efficacy of Antimicrobial peptide BM2, against mono-species biofilms, by combining with detergents A thesis submitted for the degree of Doctor of Clinical Dentistry (Endodontics) Arpana Arthi Devi Department of Oral Rehabilitation, School of Dentistry, University of Otago, Dunedin, New Zealand 2016 Abstract Title Enhancing the efficacy of antimicrobial peptide BM2, against mono-species biofilms, by combining with detergents. Aim To investigate if a detergent regime could enhance the antimicrobial ability of BM2. Method Strains of Enterococcus faecalis, Streptococcus gordonii, Streptococcus mutans, and Candida albicans were grown from glycerol stocks after confirmation of the strains. After subculturing single colonies were cultured in TSB and CSM liquid media for 24hr to obtain a microbial suspension which was adjusted to OD600nm = 0.5. Dilution series of the peptidomimetic BM2 and detergents were prepared in aqueous solution and minimum inhibitory concentration (MIC) and minimum bactericidal concentration (MBC) were determined using a broth micro-dilution method. Further on planktonic cells and monospecies biofilms were exposed to the detergent and BM2 combinations. The efficacy of BM2 and detergents at causing biofilm detachment was measured using a crystal violet based assay. Results Planktonic cells were easier to kill with some of the detergents in isolation or in combination with BM2. SDS and CTAB in combination with BM2 increased the efficacy of BM2 against the test organisms. Tween 20 did not kill any of the test organisms alone or in combination. Biofilms were harder to eradicate and detergent, BM2 combinations gave varied results for the different species tested. Detergents in combination with BM2 did not increase the efficacy of the antimicrobial peptide in disrupting S. -

IT WOULD BE Unthinkable to Leave Outthe Name of Eiichi Shibu
Japanese Yearbook on Business History•\2002/19 How Eiichi Shibusawa Offered Models of Investment and Management to Introduce Modern Business Practices into Japan Masakazu SHIMADA Bunkyo Gakuin University sawa in any discussion of business managers who had a hand in ITstartingWOULD upBE modernunthinkable businessto leave in Japan.Thisoutthe name is ofbecauseEiichi he Shibu was there in the thick of the action,whether it was connected with the establishment of a modern banking industry,the transplantation into Japan of modern industries making use of the joint-stock com pany system,the laying in place of a solid foundation for business ethics,or the formation of a financial world.And yet,despite such a position at the heart of the business world,he has been acclaimed less for his activities in the private sector and more for his activities as a public person,as a quasi member of the government.As can be seen from the descriptive labels that have been attached to him (such as•gthe mastermind of Japanese capitalism,•h•gthe organizer of the financial world,•hand•gthe bourgeois ideologue•h),it is his role as the guiding light of the financial world as a whole in the absence of anybody else who could do the job,rather than for his actual contri butions to business as a manager,that has been acclaimed.1 For the standard Japanese treatments of Shibusawa's achievements,see1 Kiyoshi 10JAPANESE YEARBOOKON BUSINESSHISTORY-2002/19 Nevertheless,the overwhelmingly major part of Shibusawa's ordinary daily schedule was occupied by the monitoring of the -

Shibusawa Eiichi, Dai Ichi Bank, and the Spirit of Japanese Capitalism, 1860-1930
3 Vol. 3, No. 1 (2014) ■ ISSN 2169-0820 (Online) ■ DOI 10.5195/shashi.2014.24 ■ http://shashi.pitt.edu Shibusawa Eiichi, Dai Ichi Bank, and the Spirit of Japanese Capitalism, 1860-1930 John Sagers Linfield College Abstract Shibusawa Eiichi (1840-1931) has been called the “father of Japanese capitalism” and was associated with nearly five hundred business enterprises in his lifetime. From his main position as head of Dai Ichi Bank, Shibusawa was a strong advocate for business interests when the Japanese government was generally preoccupied with military concerns. He also consistently argued that business leaders should look to Confucian principle for moral guidance if they were to maintain the public's trust. Through an analysis of Shibusawa's public statements and his legacy in subsequent historical scholarship, particularly Dai Ichi Bank's 1957 official company history, we see that appeals for strong civilian initiative guided by both moral principle and economic rationality have long been an important theme in modern Japanese economic and business history. Introduction Shibusawa Eiichi (1840-1931) is today remembered as one of the principle architects of the modern Japanese economy. Associated with nearly 500 business enterprises, he has even been called the "father of Japanese capitalism." As a young man helping with his father's farming and sideline indigo business, Shibusawa became disillusioned with the Tokugawa era status system which elevated samurai officials over farmers and merchants by birthright rather than ability. Rising quickly in the political turbulence preceding the Meiji Restoration and traveling to Europe in 1867, Shibusawa became further convinced of the need to mobilize people of all social classes to build Japan's national prosperity and strength. -
Safe Hydroformylation of Aliphatic Alkene in a Flow Reactor
International Journal of Organic Chemistry, 2018, 8, 135-141 http://www.scirp.org/journal/ijoc ISSN Online: 2161-4695 ISSN Print: 2161-4687 Safe Hydroformylation of Aliphatic Alkene in a Flow Reactor Hisashi Masui, Eiki Honda, Sakura Niitsu, Mitsuru Shoji, Takashi Takahashi* Department of Pharmaceutical Sciences, Yokohama University of Pharmacy, Yokohama, Japan How to cite this paper: Masui, H., Honda, Abstract E., Niitsu, S., Shoji, M. and Takahashi, T. (2018) Safe Hydroformylation of Aliphatic Despite hydroformylation being a very efficient method for the transforma- Alkene in a Flow Reactor. International tion of alkenes, it is not commonly employed in laboratories owing to the Journal of Organic Chemistry, 8, 135-141. flammable/toxic nature of hydrogen and carbon monoxide gases and the ne- https://doi.org/10.4236/ijoc.2018.81009 cessity of high-pressure equipment in a batch system. Flow chemistry often Received: November 30, 2017 raises the safety profiles against high-pressure and toxic gases because the Accepted: March 6, 2018 diameter of the flow reactor is small. Herein, we show that aliphatic alkenes Published: March 9, 2018 can be safely hydroformylated in a flow reactor. In our flow method, although Copyright © 2018 by authors and the target hydroformylated product was obtained in a low yield (19%), toxic Scientific Research Publishing Inc. gases were safely treated using a flow reactor. Better yields could possibly be This work is licensed under the Creative achieved by recycling of the unreacted alkene. Commons Attribution International License (CC BY 4.0). http://creativecommons.org/licenses/by/4.0/ Keywords Open Access Hydroformylation, Flow Synthesis, Alkene, Carbon Monoxide, Aldehyde 1. -

Catalytic Systems Based on Cp2zrx2 (X = Cl, H), Organoaluminum
catalysts Article Catalytic Systems Based on Cp2ZrX2 (X = Cl, H), Organoaluminum Compounds and Perfluorophenylboranes: Role of Zr,Zr- and Zr,Al-Hydride Intermediates in Alkene Dimerization and Oligomerization Lyudmila V. Parfenova 1,* , Pavel V. Kovyazin 1, Almira Kh. Bikmeeva 1 and Eldar R. Palatov 2 1 Institute of Petrochemistry and Catalysis of Russian Academy of Sciences, Prospekt Oktyabrya, 141, 450075 Ufa, Russia; [email protected] (P.V.K.); [email protected] (A.K.B.) 2 Bashkir State University, st. Zaki Validi, 32, 450076 Ufa, Russia; [email protected] * Correspondence: [email protected]; Tel.: +7-347-284-3527 i i Abstract: The activity and chemoselectivity of the Cp2ZrCl2-XAlBu 2 (X = H, Bu ) and [Cp2ZrH2]2- ClAlEt2 catalytic systems activated by (Ph3C)[B(C6F5)4] or B(C6F5)3 were studied in reactions with 1-hexene. The activation of the systems by B(C6F5)3 resulted in the selective formation of head- to-tail alkene dimers in up to 93% yields. NMR studies of the reactions of Zr complexes with organoaluminum compounds (OACs) and boron activators showed the formation of Zr,Zr- and Zr,Al-hydride intermediates, for which diffusion coefficients, hydrodynamic radii, and volumes were estimated using the diffusion ordered spectroscopy DOSY. Bis-zirconium hydride clusters of type x[Cp ZrH ·Cp ZrHCl·ClAlR ]·yRnAl(C F ) − were found to be the key intermediates of alkene 2 2 2 2 6 5 3 n dimerization, whereas cationic Zr,Al-hydrides led to the formation of oligomers. Citation: Parfenova, L.V.; Kovyazin, P.V.; Bikmeeva, A.K.; Palatov, E.R. -

Petrochemistry and Chemical Engineering November 18-20, 2013 Hilton San Antonio Airport, TX, USA
Gordadze G. N et al., J Pet Environ Biotechnol 2013, 4:6 http://dx.doi.org/10.4172/2157-7463.S1.002 World Congress on Petrochemistry and Chemical Engineering November 18-20, 2013 Hilton San Antonio Airport, TX, USA Formation of n-alkanes by bacteria Arthrobacter sp. RV and Pseudomonas aeruginosa RM Gordadze G. N and Stroeva A.R Gubkin Russian State University of Oil and Gas, Russia rocesses of petroleum hydrocarbons (HC) formation in literature have been discussing for 200 years. At present time there Pare two main theories of oil formation: organic (sedimentary-migration) and inorganic (abiotic). It is believed that n-alkanes formed from n-saturated fatty acids by decarboxylation. It is known that in the original organic matter (OM) fatty acids with an even number of carbon atoms in the molecule are prevail. In case sapropelic OM, low molecular weight acids (n-C16, n-C18 and n-C20) are mainly produced and if OM is humus higher molecular (n-C26, n-C28 and n-C30) are produced. It is important to note there are high molecular n-alkanes C23, C25, C27, C29, C31 and C33 in soil OM. Bacterial synthesis of n-alkanes could be accounted by decarboxylation with relatively high temperatures. However, this phenomenon doesn’t support by experiment. In this work we studied, if n-alkanes with an odd number of carbon atoms in the molecule formed by bacteria. The objects of study were the hydrocarbon aerobic bacteria Arthrobacter sp. RV and the bacteria Pseudomonas aeruginosa RM, that are able to both aerobic and anaerobic growth in the process of denitrification. -

Shibusawa Eiichi and the Principles of Modern Banking
ECONOMY Shibusawa Eiichi and the Principles of Modern Banking As institutions prepare for the release of new banknotes in 2024, the principles and ideas of Shibusawa Eiichi, the pioneer of modern banking in Japan some 150 years before, ring as true as ever. Sano Kentaro, freelance writer When the Bank of Japan reissues its banknotes in 2024, the 10,000-yen note will feature a portrait of Shibusawa Eiichi (1840–1931), “the father of modern Japanese capitalism.” In locations with deep associations to Shibusawa, such as his birthplace of Fukaya City in Saitama Prefecture, everyone is delighted. The Shibusawa Memorial Museum meanwhile is receiving many visitors. According to Inoue Jun, director of the Museum, many inquiries have also been received from media and other organizations. “It is a very good opportunity for people to find out who Shibusawa is,” Inoue says. “People will learn that he is very much alive in this paradigm shifting era.” (The Shibusawa Memorial Museum will close in September for renewal and Shibnusawa Eiichi (1840–1931) Courtesy of the National Diet Library, Japan open again on March 28, 2020, the 180th anniversary of Shibusawa’s birth.) Unifying the Currency Shibusawa was born into a samurai family. From 1867 to 1868, at the very end of the long rule of the Tokugawa Shogunate (1603–1867), Shibusawa accompanied a mission led by Tokugawa Akitake (1853– 1910) to participate in the Paris International Exposition and visit a number of European countries. Shibusawa’s experience of seeing and hearing about Europe’s advanced industry and society, along with his study in childhood of Confucius’s Analects and principles based on this (a theory that brought together economics and ethics), formed an important foundation for his life’s work as a businessman and philanthropist. -

Petrochemistry April 25-27, 2018 Rome, Italy
J-M. Basset et al., Int J Petrochem Res. 2018 http://dx.doi.org/10.18689/2638-1974.a2.002 2nd International Conference on Petrochemistry April 25-27, 2018 Rome, Italy Predictive Heterogeneous Catalysis by Design: Well-Defined Single-Site Catalysts J-M. Basset1*, M. K. Samantaray1, S. Barman1, S. Kavitake1, N. Morlanes1, L Cavallo1, A. Hamieh1, R. Dey1, Abou Hamad1, J. Pelletier1, S. Ould-Chikh1, A. Bendjeriou-Sedjerari1, Eva B. Pump1, N. Merle2, F. Le Quemener2, K. C. Szeto2, A. De Mallmann2, Laurent Delevoye3, R. Gauvin3 and Mostafa Taoufik3 1KAUST Catalysis Center, King Abdullah University of Science and Technology, Saudi Arabia 2Laboratoire de Chimie, Catalyse, Polymères et Procédés, France 3Univ. Lille, CNRS, Centrale Lille, ENSCL, Univ. Artois, Unité de Catalyse et Chimie du Solide, France redictive catalysis” or “catalysis by design” in heterogeneous catalysis has recently benefited from using “surface “Porganometallic fragments” (SOMF) or Surface Coordination fragments (SCF) to enter any presumed catalytic cycle. These conceptual tools in which one or several fragments of the molecule are linked to metal grafted on the surface (M-H, M-R, M=CR2, M≡CR, M=O, M=NR) became the logical continuation of the abundant work published in the field of Surface Organometallic Chemistry (SOMC). To note, SOMC has produced new catalytic reactions (e.g. Ziegler Natta depolymerisation, alkane metathesis, non-oxidative methane coupling etc…) and had improved the activity or selectivity or life time of known ones. The catalytic mechanisms employs the concepts of molecular chemistry (organic, organometallic, coordination chemistry) to explain how bonds can be broken and reformed. In this context, the reactivity of “surface organometallic fragments” (SOMF) or Surface Coordination fragments (SCF) is pivotal to the outcome of the catalysis. -

A Novel Exchange Method to Access Sulfated Molecules Jaber A
www.nature.com/scientificreports OPEN A novel exchange method to access sulfated molecules Jaber A. Alshehri, Anna Mary Benedetti & Alan M. Jones* Organosulfates and sulfamates are important classes of bioactive molecules but due to their polar nature, they are both difcult to prepare and purify. We report an operationally simple, double ion- exchange method to access organosulfates and sulfamates. Inspired by the novel sulfating reagent, TriButylSulfoAmmonium Betaine (TBSAB), we developed a 3-step procedure using tributylamine as the novel solubilising partner coupled to commercially available sulfating agents. Hence, in response to an increasing demand for complementary methods to synthesise organosulfates, we developed an alternative sulfation route based on an inexpensive, molecularly efcient and solubilising cation exchanging method using of-the-shelf reagents. The disclosed method is amenable to a range of diferentially substituted benzyl alcohols, benzylamines and aniline and can also be performed at low temperature for sensitive substrates in good to excellent isolated yield. Organosulfates and sulfamates contain polar functional groups that are important for the study of molecu- lar interactions in the life sciences, such as: neurodegeneration1; plant biology2; neural stem cells3; heparan binding4; and viral infection5. Recent total syntheses including 11-saxitoxinethanoic acid6, various saccharide assemblies7–10, and seminolipid11 have all relied on the incorporation of a highly polar organosulfate motif. Importantly, the frst in class organosulfate containing antibiotic, Avibactam12, has led to the discovery of other novel β-lactamase inhibitors 13,14. Despite the importance of the sulfate group, there remain difculties with the ease of their synthesis to enable further biological study. Our own interest in developing sulfated molecules resulted from a medicinal chemistry challenge to reliably synthesise sulfated glycomimetics 15–18. -
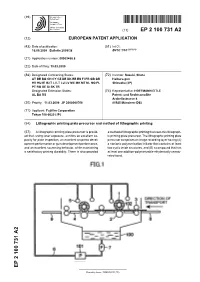
Lithographic Printing Plate Precursor and Method of Lithographic Printing
(19) & (11) EP 2 100 731 A2 (12) EUROPEAN PATENT APPLICATION (43) Date of publication: (51) Int Cl.: 16.09.2009 Bulletin 2009/38 B41C 1/10 (2006.01) (21) Application number: 09003458.8 (22) Date of filing: 10.03.2009 (84) Designated Contracting States: (72) Inventor: Suzuki, Shota AT BE BG CH CY CZ DE DK EE ES FI FR GB GR Haibara-gun HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL Shizuoka (JP) PT RO SE SI SK TR Designated Extension States: (74) Representative: HOFFMANN EITLE AL BA RS Patent- und Rechtsanwälte Arabellastrasse 4 (30) Priority: 11.03.2008 JP 2008060766 81925 München (DE) (71) Applicant: Fujifilm Corporation Tokyo 106-8620 (JP) (54) Lithographic printing plate precursor and method of lithographic printing (57) A lithographic printing plate precursor is provid- a method of lithographic printing that uses this lithograph- ed that, using laser exposure, exhibits an excellent ca- ic printing plate precursor. The lithographic printing plate pacity for plate inspection, an excellent on-press devel- precursor comprises an image recording layer having (A) opment performance or gum development performance, a nonionic polymerization initiator that contains at least and an excellent scumming behavior, while maintaining two cyclic imide structures, and (B) a compound that has a satisfactory printing durability. There is also provided at least one addition-polymerizable ethylenically unsatu- rated bond. EP 2 100 731 A2 Printed by Jouve, 75001 PARIS (FR) EP 2 100 731 A2 Description BACKGROUND OF THE INVENTION 5 Field of the Invention [0001] The present invention relates to a lithographic printing plate precursor and to a method of lithographic printing using this lithographic printing plate precursor.