Centrifugal Compressor Applications—Upstream and Midstream
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

CHAPTER 9 Design and Optimization of Turbo Compressors
CHAPTER 9 Design and optimization of Turbo compressors C. Xu & R.S. Amano Department of Mechanical Engineering, University of Wisconsin-Milwaukee, USA. Abstract A compressor has been refereed to raise static enthalpy and pressure. A successful compressor design greatly benefi ts the performance of the whole power system. Lean design methodologies have been used for industrial power system design. The compressor designs require benefi t to both OEM and customers, i.e. lowest cost for both OEM and end users and high effi ciency in all operating range of the compressor. The compressor design and optimization are critical for the new com- pressor development and compressor upgrade. The design experience and design considerations are also critical for a successful compressor design. The design experience can accelerate compressor lean design process. An optimization pro- cess is discussed to design compressor blades in turbo machinery. The compressor design process is not only an aerodynamic optimization, but structure analyses also need to be combined in the optimization. This chapter discusses an aerodynamic and structure integration optimization process. The design method consists of an airfoil shape optimization and a three-dimensional gradient-based optimization coupled with Navier–Stokes solvers. A model airfoil of a transonic compressor is designed by using this approach, with an effi ciency improvement. Airfoil sections were stacked up to a three-dimensional rotor blade of a compressor. The effi ciency is improved over a wide range of mass fl ow. The results indicate that the optimiza- tion process can provide improved design and can be integrated into a compressor design procedure. -

CHAPTER 10 Advances in Understanding the Flow in A
CHAPTER 10 Advances in understanding the fl ow in a centrifugal compressor impeller and improved design A. Engeda Turbomachinery Lab, Michigan State University, USA. Abstract The last 60 years have seen a very high number of experimental and theoretical studies of the centrifugal impeller fl ow physics at government, industry and uni- versity levels, which have been extensively documented. As Robert Dean, one of the well-known impeller aerodynamists stated, “The centrifugal impeller is prob- ably the most complex fl uid machine built by man”. Despite this, it is still the widest used turbomachinery and continues to be a major research and develop- ment topic. Computational fl uid dynamics has now matured to the point where it is widely accepted as a key tool for aerodynamic analysis. Today, with the power of modern computers, steady-state solutions are carried out on a routine basis, and can be considered as part of the design process. The complete design of the impeller requires a detailed understanding of the fl ow in the impeller and aerody- namic analysis of the fl ow path and structural analysis of the impeller including the blades and the hub. This chapter discusses the developments in the understand- ing of the fl ow in a centrifugal impeller and the contributions of this knowledge towards better and advanced impeller designs. 1 Introduction Centrifugal compressors have the widest compressor application area. They are reliable, compact, and robust; they have better resistance to foreign object dam- age; and are less affected by performance degradation due to fouling. They are found in small gas turbine engines, turbochargers, and refrigeration chillers and are used extensively in the petrochemical and process industry. -

Comparison of Helicopter Turboshaft Engines
Comparison of Helicopter Turboshaft Engines John Schenderlein1, and Tyler Clayton2 University of Colorado, Boulder, CO, 80304 Although they garnish less attention than their flashy jet cousins, turboshaft engines hold a specialized niche in the aviation industry. Built to be compact, efficient, and powerful, turboshafts have made modern helicopters and the feats they accomplish possible. First implemented in the 1950s, turboshaft geometry has gone largely unchanged, but advances in materials and axial flow technology have continued to drive higher power and efficiency from today's turboshafts. Similarly to the turbojet and fan industry, there are only a handful of big players in the market. The usual suspects - Pratt & Whitney, General Electric, and Rolls-Royce - have taken over most of the industry, but lesser known companies like Lycoming and Turbomeca still hold a footing in the Turboshaft world. Nomenclature shp = Shaft Horsepower SFC = Specific Fuel Consumption FPT = Free Power Turbine HPT = High Power Turbine Introduction & Background Turboshaft engines are very similar to a turboprop engine; in fact many turboshaft engines were created by modifying existing turboprop engines to fit the needs of the rotorcraft they propel. The most common use of turboshaft engines is in scenarios where high power and reliability are required within a small envelope of requirements for size and weight. Most helicopter, marine, and auxiliary power units applications take advantage of turboshaft configurations. In fact, the turboshaft plays a workhorse role in the aviation industry as much as it is does for industrial power generation. While conventional turbine jet propulsion is achieved through thrust generated by a hot and fast exhaust stream, turboshaft engines creates shaft power that drives one or more rotors on the vehicle. -
![Yntfletic Fne]R OIL SHALE 0 COAL 0 OIL SANDS 0 NATURAL GAS](https://docslib.b-cdn.net/cover/9387/yntfletic-fne-r-oil-shale-0-coal-0-oil-sands-0-natural-gas-599387.webp)
Yntfletic Fne]R OIL SHALE 0 COAL 0 OIL SANDS 0 NATURAL GAS
2SO yntfletic fne]R OIL SHALE 0 COAL 0 OIL SANDS 0 NATURAL GAS VOLUME 28 - NUMBER 4- DECEMBER 1991 QUARTERLY Tsit Ertl Repository Artur Lakes Library C3orzdo School of M.ss © THE PACE CONSULTANTS INC. ® Reg . U.S. P.I. OFF. Pace Synthetic Fuels Report is published by The Pace Consultants Inc., as a multi-client service and is intended for the sole use of the clients or organizations affiliated with clients by virtue of a relationship equivalent to 51 percent or greater ownership. Pace Synthetic Fuels Report Is protected by the copyright laws of the United States; reproduction of any part of the publication requires the express permission of The Pace Con- sultants Inc. The Pace Consultants Inc., has provided energy consulting and engineering services since 1955. The company experience includes resource evalua- tion, process development and design, systems planning, marketing studies, licensor comparisons, environmental planning, and economic analysis. The Synthetic Fuels Analysis group prepares a variety of periodic and other reports analyzing developments In the energy field. THE PACE CONSULTANTS INC. SYNTHETIC FUELS ANALYSIS MANAGING EDITOR Jerry E. Sinor Pt Office Box 649 Niwot, Colorado 80544 (303) 652-2632 BUSINESS MANAGER Ronald L. Gist Post Office Box 53473 Houston, Texas 77052 (713) 669-8800 Telex: 77-4350 CONTENTS HIGHLIGHTS A-i I. GENERAL CORPORATIONS CSIRO Continues Strong Liquid Fuels Program 1-1 GOVERNMENT DOE Fossil Energy Budget Holds Its Ground 1-3 New SBIR Solicitation Covers Alternative Fuels 1-3 USA/USSR Workshop on Fossil Energy Held 1-8 ENERGY POLICY AND FORECASTS Politics More Important than Economics in Projecting Oil Market 1-10 Study by Environmental Groups Suggests Energy Use Could be Cut in Half 1-10 OTA Reports on U.S. -
Reducing Emissions When Taking Compressors Off-Line (PDF)
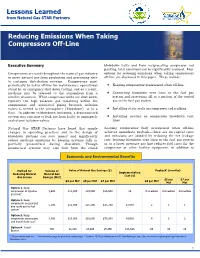
Lessons Learned from Natural Gas STAR Partners Reducing Emissions When Taking Compressors Off-Line Executive Summary blowdown valve and from reciprocating compressor rod packing, total emissions can be significantly reduced. Four Compressors are used throughout the natural gas industry options for reducing emissions when taking compressors to move natural gas from production and processing sites off-line are discussed in this paper. These include: to customer distribution systems. Compressors must periodically be taken off-line for maintenance, operational Keeping compressors pressurized when off-line. stand-by, or emergency shut down testing, and as a result, methane may be released to the atmosphere from a Connecting blowdown vent lines to the fuel gas number of sources. When compressor units are shut down, system and recovering all, or a portion, of the vented typically the high pressure gas remaining within the gas to the fuel gas system. compressors and associated piping between isolation valves is vented to the atmosphere (‘blowdown’) or to a Installing static seals on compressor rod packing. flare. In addition to blowdown emissions, a depressurized system may continue to leak gas from faulty or improperly Installing ejectors on compressor blowdown vent sealed unit isolation valves. lines. Natural Gas STAR Partners have found that simple Keeping compressors fully pressurized when off-line changes in operating practices and in the design of achieves immediate payback—there are no capital costs blowdown systems can save money and significantly and emissions are avoided by reducing the net leakage reduce methane emissions by keeping systems fully or rate. Routing blowdown vent lines to the fuel gas system partially pressurized during shutdown. -

DESCRIPTION Fokker 50
Fokker 50 - Power Plant DESCRIPTION The aircraft is equipped with two Pratt and Whitney PW 125B turboprop engines, which are enclosed, in wing-mounted nacelles. Each engine drives a Dowty Rotol six-bladed reversible- pitch constant-speed propeller. The engine is essentially a twin-spool turbojet combined with a free power-turbine assembly, which drives the reduction gearbox and propeller via a third concentric shaft. Engine layout Air intake The air intake is located below the propeller spinner. The intake has an anti-icing system. Combustion section The combustion section comprises an annular combustion chamber, fourteen fuel nozzles, and two igniters. Fuel control is through combined mechanical and electronic control systems. High pressure spool This spool comprises a centrifugal compressor and a single stage axial turbine. HP-spool rpm (NH) is governed by fuel metering. The spool drives the HP fuel pump and the lubrication oil pumps. Low pressure spool This spool comprises a centrifugal compressor and a single stage axial turbine. The LP spool is ungoverned; it is free to adapt itself to the operating conditions. LP-spool rpm is designated NL. To ease the gas flow paths and to minimize the gyroscopic moment, the LP spool rotates in a direction opposite to the HP spool and power-turbine shaft. Power turbine The two-stage axial power turbine drives the propeller via the reduction gearbox. The propeller shaft line is set above the engine shaft centerline. Propeller rpm is designated NP. The reduction gearbox also drives an integrated drive generator, a hydraulic pump, a propeller-pitch-control oil pump, a propeller overspeed governor, and the NP indicator. -

The Power for Flight: NASA's Contributions To
The Power Power The forFlight NASA’s Contributions to Aircraft Propulsion for for Flight Jeremy R. Kinney ThePower for NASA’s Contributions to Aircraft Propulsion Flight Jeremy R. Kinney Library of Congress Cataloging-in-Publication Data Names: Kinney, Jeremy R., author. Title: The power for flight : NASA’s contributions to aircraft propulsion / Jeremy R. Kinney. Description: Washington, DC : National Aeronautics and Space Administration, [2017] | Includes bibliographical references and index. Identifiers: LCCN 2017027182 (print) | LCCN 2017028761 (ebook) | ISBN 9781626830387 (Epub) | ISBN 9781626830370 (hardcover) ) | ISBN 9781626830394 (softcover) Subjects: LCSH: United States. National Aeronautics and Space Administration– Research–History. | Airplanes–Jet propulsion–Research–United States– History. | Airplanes–Motors–Research–United States–History. Classification: LCC TL521.312 (ebook) | LCC TL521.312 .K47 2017 (print) | DDC 629.134/35072073–dc23 LC record available at https://lccn.loc.gov/2017027182 Copyright © 2017 by the National Aeronautics and Space Administration. The opinions expressed in this volume are those of the authors and do not necessarily reflect the official positions of the United States Government or of the National Aeronautics and Space Administration. This publication is available as a free download at http://www.nasa.gov/ebooks National Aeronautics and Space Administration Washington, DC Table of Contents Dedication v Acknowledgments vi Foreword vii Chapter 1: The NACA and Aircraft Propulsion, 1915–1958.................................1 Chapter 2: NASA Gets to Work, 1958–1975 ..................................................... 49 Chapter 3: The Shift Toward Commercial Aviation, 1966–1975 ...................... 73 Chapter 4: The Quest for Propulsive Efficiency, 1976–1989 ......................... 103 Chapter 5: Propulsion Control Enters the Computer Era, 1976–1998 ........... 139 Chapter 6: Transiting to a New Century, 1990–2008 .................................... -

A Brief Review of Compressor Stations Prepared By: Nathan Kloczko, Yale University Graduate Student Assistant November 2015
www.environmentalhealthproject.org A Brief Review of Compressor Stations Prepared by: Nathan Kloczko, Yale University Graduate Student Assistant November 2015 Compressor Stations and Pipelines To transport natural gas across the country, the oil and gas industry relies on an extensive network of inter- and intrastate pipelines. A crucial component of this network is the compressor station. As gas is transported, it needs to remain under pressure (800-1500 psi) to ensure consistent movement against the friction and elevation changes it experiences through the pipeline. Compressor stations, located every 40- 70 miles along the pipeline, are used to increase the gas pressure and to scrub the gas of any liquids or solids that may have accumulated through transport. These stations typically consist of 8-16 compressors of 1,000 horsepower or more running in parallel, operating continuously.i Sources of Emissions There are three types of compressor stations: reciprocal, centrifugal, and electric. Reciprocal and centrifugal stations are powered by unprocessed natural gas taken directly from the pipeline. Depending on the composition of the shale play from which the gas in the pipeline was extracted, this gas can be considered 'dry' or 'wet.' Wet gas, or gas that contains a higher composition of C2+ hydrocarbons such as ethane and butane, (commonly found in the Marcellus shale playii), often does not meet the necessary specifications for compressor engines, causing incomplete combustion of the natural gas and increased emissions of a number of chemicals, explained in detail below. Electric compressors are powered independently, so there are significantly fewer emissions associated with their operation. Two other sources of pollutant emissions from compressor stations are from fugitive emissions (leaks) and blowdowns. -

Centrifugal Compressor Flow Instabilities at Low Mass Flow Rate
Centrifugal compressor flow instabilities at low mass flow rate by Elias Sundstr¨om March 2016 Technical Reports from Royal Institute of Technology KTH Mechanics SE-100 44 Stockholm, Sweden Akademisk avhandling som med tillst˚andav Kungliga Tekniska H¨ogskolan i Stockholm framl¨aggestill offentlig granskning f¨oravl¨aggandeav teknologie licenciatexamen torsdag den 28 april 2016 kl 13:15 i sal E2, Lindstedsv¨agen3, Kungliga Tekniska H¨ogskolan, Stockholm. TRITA-MEK Technical report 2016:06 ISSN 0348-467X ISRN KTH/MEK/TR{16/06{SE ISBN 978-91-7595-931-3 c Elias Sundstr¨om2016 Universitetsservice US{AB, Stockholm 2016 Elias Sundstr¨om2016, Centrifugal compressor flow instabilities at low mass flow rate CCGEx and Linn´eFlow Centre, KTH Mechanics, Kungliga Tekniska H¨ogskolan, SE-100 44 Stockholm, Sweden Abstract Turbochargers play an important role in increasing the energetic efficiency and reducing emissions of modern power-train systems based on downsized recipro- cating internal combustion engines (ICE). The centrifugal compressor in tur- bochargers is limited at off-design operating conditions by the inception of flow instabilities causing rotating stall and surge. They occur at reduced engine speeds (low mass flow rates), i.e. typical operating conditions for a better engine fuel economy, harming ICEs efficiency. Moreover, unwanted unsteady pressure loads within the compressor are induced; thereby lowering the com- pressors operating life-time. Amplified noise and vibration are also generated, resulting in a notable discomfort. The thesis aims for a physics-based understanding of flow instabilities and the surge inception phenomena using numerical methods. Such knowledge may permit developing viable surge control technologies that will allow turbocharg- ers to operate safer and more silent over a broader operating range. -

Origins and Growth of the British Gas Plant Operations Department
The Origins and Growth of the British Gas Plant Operations Department The Plant Operations Department had its origins in the organizational changes which took place in the gas industry in the 1960s to pave the way for the arrival of natural gas. It was to be responsible for the operation of all terminals, storage plants and compressor stations which were to form part of the new National Transmission System. Six maps of the developing National Transmission System from 1966 to 1977 are attached as an Appendix. The Importation of Algerian LNG After experimenting with liquefied natural gas (LNG) cargoes from Lake Charles, Louisiana, the Gas Council began in 1964 to ship LNG from Algeria into a newly-built onshore storage terminal at Canvey Island. Gas produced there was fed into an 18inch diameter “Backbone Feeder” which was built specially to take natural gas from Canvey towards Leeds with offshoots to Sheffield and Manchester for use in reformer plants to produce town’s gas. The Arrival of North Sea Gas The discovery of natural gas in commercial quantities off the east coast of England in 1965 led to the signing of a contract with BP in 1966 for the delivery of natural gas from the offshore West Sole field to a new onshore terminal at Easington near Hull. This was also connected into the 18 inch feeder. Later in 1966, further substantial offshore discoveries were made in the southern sector of the North Sea and it became clear that enough natural gas would be available to supply the whole of the UK directly and to justify the construction of the major new transmission network which became known as the National Transmission System (NTS). -

Natural Gas Pipeline Compressor Stations | 2
Business & Technology Strategies Tech Surveillance c&i case studies in beneficial electrification Electrifying Natural Gas Opportunities for Beneficial Electrification and Load Flexibility in Natural Gas Pipeline Compressor Stations BY PETER MAY-OSTENDORP AND KATHERINE DAYEM , XERGY CONSULTING, MAY 2018 subject matter expert for questions on this topic Brian Sloboda, Program and Product Line Manager-Energy Utilization/Delivery/ Energy Efficiency, [email protected] INTRODUCTION The wise use of electricity, Beneficial Electrification, has sparked widespread re-thinking of policies that encourage or mandate less electricity use and promote infrastructure planning. Advancements in electric technologies continue to create new opportunities to use electricity as a substitute for on-site fossil fuels like natural gas, propane, gasoline and fuel oil, with increased efficiency and control. It also offers local economic development and enhances the quality of the product used by the customer. Electrifying industrial and commercial processes is a proven method to help local businesses stay competitive. Beneficial electrification strengthens the cooperative presence in the community and offers benefits to the electric system, such as environmental performance, reduced total energy costs to the consumer, and grid flexibility. Cooperatives can start by working with their C&I members to identify opportunities amongst potentially large loads. To provide examples of various approaches to working with C&I customers on beneficial electrification initiatives, NRECA is developing a series of case studies . s business and technology strategies distributed energy resources work group C&I Case Studies in Beneficial Electrification: Natural Gas Pipeline Compressor Stations | 2 This case study focuses on electric cooperatives in oil-and-gas country that have started promoting the adoption of electric and dual-drive (gas-electric) compressors for natural gas pipeline compressor stations. -

Historic Manufactured Gas and Related Gas Storage Facilities on Long Island
Historic Manufactured Gas and Related Gas Storage Facilities on Long Island Prepared by KeySpan Corporation For The Long Island Power Authority May 2007 TABLE OF CONTENTS EXECUTIVE SUMMARY__________________________________________ PAGE 4 ABBREVIATIONS AND ACRONYMS_________________________________19 GLOSSARY _________________________________________________________21 MAP OF HISTORIC MANUFACTURED GAS AND RELATED GAS STORAGE FACILITIES ON LONG ISLAND ______________________________________26 MAJOR FACILITIES_________________________________________________28 MANUFACTURED GAS PLANTS _____________________________________29 Nassau County Sites __________________________________________________ 32 Glen Cove MGP ____________________________________________________ 33 Hempstead - Clinton Road MGP ______________________________________ 36 Hempstead - Intersection Street MGP __________________________________ 37 Suffolk County Sites ___________________________________________________ 39 Babylon MGP_______________________________________________________ 40 Bay Shore MGP _____________________________________________________ 42 Halesite MGP _______________________________________________________ 47 Patchogue MGP ____________________________________________________ 49 Sag Harbor MGP ____________________________________________________ 51 Queens County Sites __________________________________________________ 53 Far Rockaway MGP _________________________________________________ 54 Rockaway Park MGP ________________________________________________ 56 May