Design and Fabrication of Square Hole Drilling Machine
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Machining Accuracy of Machine Tools
Technical Information Machining Accuracy of Machine Tools Productivity and accuracy of machine tools are important competition aspects. Rapidly changing operating conditions for machine tools, however, make it diffi cult to increase productivity and accuracy. In the manufacture of parts, increasingly small batch sizes have to be produced economically, and yet accurately. In the aerospace industry, maximum cutting capacity is needed for the roughing processes, whereas the subsequent fi nishing processes must be executed with maximum precision. For milling high-quality molds, high material removal rates are required during roughing and excellent surface quality must be obtained after fi nishing. At the same time, maximum contouring feed rates are necessary to realize the required minimum distances between the paths within acceptable machining times. Thermal accuracy of machine tools is becoming increasingly important considering the strongly varying operating conditions in manufacturing. Especially with small production batches that require constantly changing machining tasks, a thermally stable condition cannot be reached. At the same time, the accuracy of the fi rst workpiece is becoming very important for the profi tability of production orders. Constant changes between drilling, roughing and fi nishing operations contribute to the fl uctuations in the thermal condition of a machine tool. During the roughing operations, the milling rates increase to values above 80 %, whereas values below 10 % are reached during fi nishing operations. The increasingly high accelerations and feed rates cause heating of the recirculating ball screw in linear feed drives. Position measurement in the feed drives therefore plays a central role in stabilizing the thermal behavior of machine tools. -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -
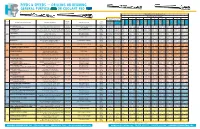
Feeds & Speeds — Drilling Or Reaming General Purpose
CL RLD ASS WO FEEDS & SPEEDS — DRILLING OR REAMING GENERAL PURPOSE OR COOLANT FED FEED RATE (INCHES PER REVOLUTION) M AD E IN USA HOLE DIAMETER IN INCHES CUTTING SPEED (SFM) 1/8 1/4 3/8 1/2 5/8 3/4 1 11/4 11/2 STARTING RANGE* GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- CHIP BRINELL TOOL. MATERIAL BEING MACHINED MATERIAL EXAMPLES CHIP DESCRIPTION GENERAL COOLANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT CLASS HARDNESS APPLIC. PURPOSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED ALUMINUM ALLOY 308.0, 356.0, 360.0, 380.0, 383.0, 390.0, 30-150 DISCONTINUOUS FLAKY OR DRILL 250-350 375-550 .003 – .005 .004 .007 .005 .008 .006 .010 .006 .011 .007 .014 .009 .017 – .019 – CAST AND WROUGHT 2024, 3003, 4032, 5052, 6061, 7075 (500 kg) LONG STRINGY REAM 150-250 200-300 .004 – .006 .008 .008 .010 .011 .013 .012 .015 .013 .017 .016 .021 .019 .022 .020 .024 COPPER ALLOY 101, 110, 115, 120, 130, 142, 155, 170, 172, 175, 40-200 LONG CONTINUOUS DRILL 125-190 225-300 .002 – .005 .004 .007 .005 .008 .006 .009 .007 .010 .008 .012 .010 .014 – .016 – TOUGH 195, 425, 610, 630, 655, 725, 805, 826, 910 (500 kg) REAM 50-90 70-105 .005 – .006 .008 .008 .010 .010 .013 .011 .014 .012 .016 .014 .018 .016 .019 .017 .020 LEAD ALLOY Alloys 7, 8, 13, 15 10-20 DISCONTINUOUS DRILL 350-450 400-500 .003 – .005 .004 .006 .006 .007 .007 .008 .008 .009 .009 .013 .013 .015 – .017 – 20 1Sb, 4Sb, 6Sb, 8Sb, 9Sb (500 kg) TIGHTLY CURLED REAM 150-250 200-300 -

Drill Press Safety Quiz
Drill Press Safety Quiz Name: ___________________ _ Date: ___________________________ 1. Drill press training is only required if I have no previous experience using a drill press. True False 2. What personal protective equipment should be used when operating a drill presses? A. Respirator B. Gloves C. Safety glasses D. Face shield 3. Before operating a drill press always remember to: A. Secure your hair B. Secure loose clothing C. Remove all jewelry D. All of the above 4. Which of the following three drill bits shanks should only be used in a drill press chuck? A. Triangular, the chuck key, or hex B. Square, round, or hex C. Round, hex, or triangular D. Roller, twist, or triangular 5. You should always position and secure your work piece to prevent it from spinning, and so you do not drill into the table. True False 6. __________ the drill press before changing the belts for speeds. A. Slow down B. Power off C. Speed up D. Keep running 7. When operating a drill press you should: A. Never start the drill with the drill bit pressed against your work B. Operate the drill at appropriate speeds C. Reduce the drilling pressure when the bit begins to break through your work D. All of the above C 10. F, 9. A, 8. D, 7. B, 6. T, 5. C, 4. D, 3. C, 2. F, 1. Answers: 8. ______________ involves plunging the drill bit part way through the work piece, and then retracting it to the surface. This is repeated until the hole is finished. -

Pioneer Double Duck Reed Instructions
v08.13 Turning a Pioneer Double Reed Duck Call Turning the Stopper 1. Mount the 1/2" WoodMaster mandrel into a drill chuck or Supplies Needed collet chuck. • 1 1/2" x 1 1/2" x 6" Blank • Sandpaper/Finish 2. Slide the blank onto the mandrel and tighten the expansion • Duck Call Reed Assembly • Drill or Drill Press screw so the blank will not slip while turning. Do not • 3/4" WoodMaster Mandrel • Eye and Ear Protection overtighten. • 1/2" WoodMaster Mandrel • 1/2" Drill Bit • Glue (Thick CA or Epoxy) • 3/4" Drill Bit 3. Turn a 3/4" dia. tenon that will fit into the barrel. Use a set of calipers to size the tenon. Test the fit of the stopper tenon by Wood Preparation stopping the lathe, and sliding the barrel over the end of the mandrel and onto the stopper tenon. This step may need to be 1. Select a blank 1-1/2" x 1-1/2" x 6". repeated several times. Do not to remove the stopper from 2. Cut the blank to the sizes shown below. the mandrel, as this may alter the alignment. Game Call Instructions3. Mark and drill the blanks as shown below. 3/4" diameter hole Craft 4.Supplies Cut two grooves USA in 1-800-551-887the tenon using the point6 of a skew to for the barrel. 1/2" diameter hole for the stopper. accept the o-rings. The o-rings should be slightly proud of the tenon and no larger or this will cause fitment issues. -

Appendix D – Machining Guidelines
Appendix D – Machining Guidelines A. Holding and Chucking When holding any composite billet or part it is important to remember that, unlike metallic materials, polymers will deform/distort under excessive holding pressures. This is very important when machining parts/billets with a thin cross-section (0.250 in / 6.35 mm or under) and for finish machining. Parts/billets that are held too tightly may spring back after release from the holding mechanism and result in parts that are not concentric and/or undesirable dimensions. 1. Standard Jaw Chucking Four or six jaw chucks are acceptable for thick cross-section parts and billets. Ensure medium chucking jaw pressure to prevent material distortion. 2. Pie Jaw Chucking Pie jaw chucking, contacting as close to 90% of the OD as possible, is a superior holding method over standard jaw chucking. This works well for any operation and is preferred over standard chucking for finish machine operations. 3. Adhesive Bonding / Gluing As an alternate to standard chucking directly to the composite, a billet can be glued to a fixture of alternate material prior to machining operations. If this method is used, it is recommended that guidelines from the adhesive manufacturer be followed to ensure sufficient quantity and coverage. Both Loctite® 4090 and 3MTM Scotch-WeldTM Acrylic Adhesive 8405NS have been successfully used. 4. Holding Fixtures Use holding fixtures to grip composite components during finish machining operations. Holding fixtures shall contact 100%of either the OD or ID and should be a snug fit (in/out by hand). PTFE is the best material of construction for fixtures with PVC being a close (slightly more rigid) second choice. -

Introduction to Turning Tools and Their Application Identification and Application of Cutting Tools for Turning
Introduction to Turning Tools and their Application Identification and application of cutting tools for turning The variety of cutting tools available for modern CNC turning centers makes it imperative for machine operators to be familiar with different tool geometries and how they are applied to common turning processes. This course curriculum contains 16-hours of material for instructors to get their students ready to identify different types of turning tools and their uses. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Anatomy of a turning tool............................................................................................................... 3 Standard Inserts .............................................................................................................................. 3 ANSI Insert Designations ............................................................................................................. 3 Insert Materials -

Improvement of Grain Retentivity of Electroplated Diamond Tools by Ni-Based Cnt Composite Coatings
16TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS IMPROVEMENT OF GRAIN RETENTIVITY OF ELECTROPLATED DIAMOND TOOLS BY NI-BASED CNT COMPOSITE COATINGS Tsunehisa Suzuki*, Takashi Konno**, Hikaru Ibukuro** *Yamagata Research Institute of Technology, **Just Corporation Keywords: CNT, Electroplated Diamond Tool, Grain Retentivity Abstract composites of metallic and non-metallic constituents. Some recent researches have investigated Ni-based Grain retentivity of Ni-based coatings of CNT composite coating methods by using electroplated diamond tools were improved by electroless codeposition [1] and electrocodeposition codepositing Carbon nanotubes (CNTs) into Ni- [2] and have reported that friction and wear based coatings for developing electroplated properties are improved by codepositing CNTs in diamond tools having a long tool life for machining the matrix. These properties of CNT composite hard, brittle materials such as fused silica into coatings seem to be effective in improving grain microstructures. Ni-based CNT composite coatings retentivity; however, there are no experimental data were electroplated in a nickel sulphamate plating in the literature on the grain retentivity of CNT bath containing CNTs. Surface roughness of the composite coatings. coatings was extremely improved by ultrasonic In the present work, electroplated CNT vibration of the bath during electroplating, and the composite coatings were applied for improving grain minimum value of the roughness was 0.28 μm Ra. retentivity. It is very important that the coatings have When more than 1 g/l of CNTs was added to the bath, good surface roughness for micro electroplated the coatings had a Vickers hardness of more than diamond tools. The effects of agitation methods on 500 and about twice the grain retentivity than surface roughness were investigated. -

Stanley CE Certified Products Catalog
Selection, Innovation, CE CERTIFIED Performance PRODUCT Your One-Stop Shop for Hydraulic Tools CATALOG and Attachments CE TOOLS CATALOG INDEX About Hydraulic Tools . 1-2 Breakers . 2-4 Chipping Hammer . 5 Augers . 5 Tamper Drills . 6 Grinders . 7 Hammer Drills . 8 Impact Drills . 9 Impact Wrenches . 10 Diamond Chainsaws . 11 Chainsaw & Cutoff Saw Water Pump . 11 Utility Chain saw . 12 Cutoff Saw . 12 Sump Pumps . 13 Trash Pumps . 14 GREAT BRAND, GREAT TOOLS Power Units . 15 STANLEY has a proud tradition of being a global leader in the development of a wide range of innovative hydraulic products used in a variety of industries and Suggested Carrier Ranges . 16 applications throughout the world. As a proud member of STANLEY Black & Decker, a 175 year old company committed to the manufacture and distribution of quality tools for the professional, industrial, and consumer, we at Stanley Infrastructure are dedicated to providing our customers with innovative customer-driven product Profile Grinders . 16 designs, world class quality, unmatched product support, and superior value. Track Jacks . 17 GLOBAL REPRESENTATION Weld Shear . 17 STANLEY Infrastructure produces an extensive line of products for use in construction, demolition, scrap processing, recycling, utilities, municipalities, railroads, Rail Saw . 18 industry, landscaping, underwater, construction, and specialty trades. STANLEY Infrastructure Tools has sales offices and distributors throughout North America, Central America, South America, Europe, Asia, Australia, and the Middle East. Rail Drill . 18 Hydraulic System Requirements . 19-20 OUR MISSION STANLEY is committed to providing innovative solutions for infrastructure based applications. We are for those who make the world move. B www.stanleyinfrastructure.com 833.723.1843 833.723.1843 www.stanleyinfrastructure.com C CE TOOLS CE TOOLS SERIES BR BREAKERS Nothing equals the impact force of hydraulic-powered breakers. -

Molding & Machining: Metalwork in Geneva
MOLDING & MACHINING: METALWORK IN GENEVA This is a story of change. In the mid-1800s, Geneva claimed the most foundries in western New York State. The metal industry accounted for almost 70% of the city’s jobs in the 1950s and remained strong until the 1970s. Today, Geneva has only one major metal fabrication company. Geneva was not near iron ore or coal but 19th-century canals and railroads allowed access to raw materials. Demand for new products, from farm equipment to heating systems, allowed foundries to flourish. New factories changed Geneva’s landscape and affected its environment. Ultimately, 20th-century changes in technology and economics – and failure to adapt to change – caused most of the city’s metal industry to disappear. A foundry melts refined iron and pours it into molds to create cast iron. It is brittle but, unlike wrought iron pounded out by a blacksmith, objects can be mass produced in intricate shapes. Molding room at Phillips & Clark Stove Company Machining is the shaping of metal, and other materials, through turning, drilling, and milling. Machining tools were powered by steam engines in the 19th century and later by electricity. Machinists bent sheet metal to make cans, stamped metal for tableware, and milled stock to create machine components. Tool Room at Herendeen Manufacturing Company, 1907 This is a companion exhibit to Geneva’s Changing Landscapes in the next gallery, which has more information and artifacts about local industry. Support for this exhibit is provided by Rosalind Nester Heid in memory of her grandfather Samuel K. Nester, Sr. The First Geneva Foundries Refineries require iron, sand, water, fuel, and people. -

DRILL PRESSES SAFETY Drill Press Training Is Required Before Operating
DRILL PRESSES SAFETY Drill press training is required before operating this equipment. SAFETY: Know the controls. Know how to turn the drill press on and off. Wear safety glasses when operating the drill press. Wearing gloves is prohibited. Secure your hair and loose clothing. Remove all jewelry. Never try to stop the drill chuck and spindle with your hands. Always keep hands and fingers away from the drill bit. Always remove the chuck key. Tools in poor condition must not be used. SETUP: Clean the drill press tables of all cuttings and tools before use. Use only round, hex, or triangular shank drill bits. Center the shank, tighten and securely lock the drill bit in the chuck. Do not tighten the chuck onto the drill bit’s cutting flutes. Position and secure your work piece to prevent it from spinning, and so you do not drill into the table. Be sure the table lock has been tightened. The drill bit should be a quarter inch (1/4 inches) away from your work before drilling. Power off the drill press before changing the belts for speeds. OPERATION: Peck drill into your work piece. Never start the drill press with the drill bit pressed against the work piece. Always use cutting oils when drilling metals. Remember to back the drill bit out of deep holes. Always operate your drill press at appropriate speeds. Reduce the drilling pressure when the bit begins to break though the work piece. Turn the machine off and clear chips and scrap pieces with a brush. HOUSKEEPING: Use a vacuum or brush to remove cuttings, not your hands. -
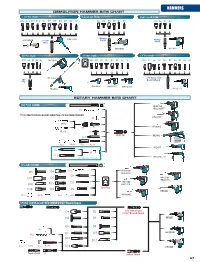
HAMMERS DEMOLITION HAMMER BITS CHART 1-1/8” Hex Shank Makita Large Shank Makita Small Shank D15 D14 D13 D12 D9 D7 D5 D4 D3 D2 D1 D7 D5 D4 D3 D2 D1 D10 D8 D3 D1
HAMMERS DEMOLITION HAMMER BITS CHART 1-1/8” Hex Shank Makita Large Shank Makita Small Shank D15 D14 D13 D12 D9 D7 D5 D4 D3 D2 D1 D7 D5 D4 D3 D2 D1 D10 D8 D3 D1 Makita HM1304B HM1810 Large Makita 1-1/8” Small Hex HM1500 HK1810 SDS Plus Shank SDS Max Shank 3/4” Hex Shank D10 D8 D3 D2 D1 HK1820 D9 D7 D6 D5 D4 D3 D2 D1 D16 D11 D9 D7 D6 D5 D4 D3 D2 D1 SDS max HK1820L 3/4” Hex 21/32” SDS Round Shank Plus HM0860C HM1100C HM1202C HK0500 HM1211B ROTARY HAMMER BITS CHART SDS PLUS SHANK HR3210C R1 HR3210FCT R8 IS ADAPTER WHICH ALLOWS OLDER TOOLS TO USE DEMOLITION BITS R6 HR2811F Metal R3 R2 HR3000C Wood R4 SDS Plus HR2432 D1 R23c R23b R23 R23a HR2455 R9 R8 R10 HR2470F / FT HR160DWA & HR2400 only SDS MAX SHANK D4 R1a HR5210C D5 HR5211C D1 D11 D6 HR4010C SDS HR4011C D2 HR4510C D16 D15 max HR4511C SDS Max D18 D9 D3 HR4002 R24c R24b R24 R24a HR4500C SPLINE SHANK & 3/4” HEX SHANK 21/32” Round Shank D4 D2 3/4” HEX Shank 21/32” Round Shank D5 D3 HR3851 D8 D6 R6 D7 HR4040C R1b D1 D18 D17 R24a R24c R24b R24 D16 HR5000 Taper Shank R5 Spline Shank 67 HAMMERS DEMOLITION HAMMER BITS CHART Demolition Hammer Bits Chart HM1202C, HM1100C, HR3210C/FCT, HM0860C, HR5210C, HR3000C, HR2811F, HR5211C, HR4510C, HM1810C, HM1304B HM1500 HK1810 HR2455, HR2432, Model HR4511C, HR4500C, HR2470F/FT, HK1820, HR4010C, HR4011C, HK0500 HR4002 Ref. No. Description 1-1/8" Hex 3/4" Hex Makita Large Makita Small SDS Plus 3/4" Hex, 21/32" Round SDS Max Hex Shank Size Part No.