Designing Cyclic Job Rotations to Reduce the Exposure to Ergonomics Risk Factors
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
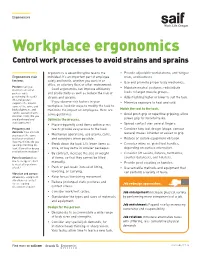
Workplace Ergonomics Control Work Processes to Avoid Strains and Sprains
Ergonomics Workplace ergonomics Control work processes to avoid strains and sprains Ergonomics is about fitting the task to the • Provide adjustable workstations, anti-fatigue Ergonomics risk individual. It’s an important part of employee mats, and footrests. factors: safety and health, whether you work in an • Use and promote proper body mechanics. office, on a factory floor, or other environment. Posture: Can you • Maintain neutral postures; redistribute maintain a neutral Good ergonomics can improve efficiency posture while and productivity as well as reduce the risk of loads to larger muscle groups. performing the task? strains and sprains. • Adjust lighting higher or lower to suit the task. (Neutral posture supports the natural If you observe risk factors in your • Minimize exposure to heat and cold. curve of the spine and workplace, look for ways to modify the task to body alignment, and minimize the impact on employees. Here are Match the tool to the task. can be sustained with some guidelines: • Avoid pinch grip or repetitive gripping; allow minimal effort.) Do you avoid awkward and Optimize the process. power grip for forceful tasks. static postures? • Place frequently used items within arm’s • Spread contact over several fingers. Frequency and reach; provide easy access to the load. • Consider how tool design (shape, contour duration: How often do texture) makes it harder or easier to grip. you repeat the same • Mechanize operations; use gravity, carts, motion or motions? and conveyors when possible. • Reduce or isolate equipment vibration. How much time do you spend performing the • Break down the load. Lift fewer items at • Consider inline vs. -

Job Rotation and Employee Turnover of Food and Beverage Firms in Rivers State, Nigeria
IIARD International Journal of Economics and Business Management E-ISSN 2489-0065 P-ISSN 2695-1878, Vol 6. No. 12020www.iiardpub.org Job Rotation and Employee Turnover of Food and Beverage Firms in Rivers State, Nigeria John Mark PhD Department of Management, Faculty of Management Sciences, Rivers State University, Port Harcourt, Nigeria Lete Michael Kponee Department of Management, Faculty of Management Sciences, Rivers State University,Port Harcourt, Nigeria Email: [email protected] ABSTRACT This study examined the relationship between job rotation and employee turnover of food and beverage firms in Rivers State, Nigeria. The study adopted a cross-sectional survey in its investigation of the variables. Primary data was generated through a structured five -point Likert scale questionnaire. The study population was (1120) one thousand one hundred and twenty employees of food and beverage firms in Rivers State. The sample size was (295) derived using the Taro Yamane’s formula. The hypotheses were tested using Pearson’s Product Moment correlation co-efficient aided with Statistical Package for Social Science version 23.0. The findings revealed that there is a significant relationship between job rotation and employee turnover (Voluntary and Involuntary turnover) of food and beverage firms in Rivers State, Nigeria. This study recommends that management of food and beverage firms should ensure that job rotation procedure is applied in such way that will be effective and that employee’s should not be rotated in an inappropriate job position. Keywords: Job Rotation, Voluntary turnover and involuntary turnover INTRODUCTION Employees are increasingly viewed as invaluable resources in the execution and management of business plans and strategies across global organisations. -

An Investigation of the Relationship Between Job Rotation and Quality of Work Life of Employees at Kerman Province Social Security Organization
J. Appl. Environ. Biol. Sci., 5(12S)170-178, 2015 ISSN: 2090-4274 Journal of Applied Environmental © 2015, TextRoad Publication and Biological Sciences www.textroad.com An Investigation of the Relationship between Job Rotation and Quality of Work Life of Employees at Kerman Province Social Security Organization Ali Chitsaz Management Assistant Professor at the University of Isfahan, School of Administrative Sciences and Economics, Received: July24, 2015 Accepted: September 31, 2015 ABSTRACT The aim of this study was to investigate the relationship between job rotation and quality of life work in the organization. Based on theoretical and comparative study of theories related to occupational factors and the quality of work life and modify it according to the Social Security Organization of Kerman, these factors are include fair pay; safe working conditions and health; human capabilities development; providing continued opportunities for growth and security; rule of law within the organization; integration and social cohesion in the organization; the general atmosphere of life and social dependence of work life. Effective job rotation that is known by multi-functional factors of staff skills and the experience of different jobs; reducing fatigue resulting from the non-repetitive job tasks and motivation of new jobs, without them the challenge of job stress or the organizational resistance is sponsored as a key tool in the design of motivational jobs. High quality of work life based on freedom from bias; reducing organizational hierarchical relations; social mobility; openness and transparency and the protection of individual show the importance of integration and social cohesion in the quality of work life. -
How to Influence the Job Rotation of the Employee on Intelectual Risk in the Service Industry
International Letters of Social and Humanistic Sciences Online: 2015-06-22 ISSN: 2300-2697, Vol. 54, pp 8-15 doi:10.18052/www.scipress.com/ILSHS.54.8 CC BY 4.0. Published by SciPress Ltd, Switzerland, 2015 How to influence the Job rotation of the employee on intelectual risk in the service industry Muhammad Ibrar Department of Business Adminstration (Human Resource Management) E-mail address: [email protected] Keywords: Intellectual capital risks, Intellectual capital management, Knowledge attrition, Job rotation,Intellectual capital, Multinational companies ABSTRACT Purpose: This study aims to stress on the phenomenon of intellectual capital (IC) risks. More precisely, the perception of such risks in the context of the job rotation process often applied in multinational corporations (MNCs) is to be investigated. Design/methodology: Seven semi-structured interviews are conducted in an exemplary knowledge- intensive MNC operating in the construction industry. Six interviews among top managers and five interviews among participants in the job rotation process are carried out to gain insights from different perspectives. Findings: The study emphasize the influence of time pressure on the perception of the variety of IC-related risks in general and of those related to the job rotation process. As a result, the risks are not tackled even though the managers are aware of some of them. Research limitations/implication: The data were collected in one organization, making inferences about the findings not possible. Future studies should consider multiple organizations. Practical implications: A list of potential IC risks triggered during the job rotation process is presented and suggestions to tackle them are discussed. -

Work Flexibility, Job Satisfaction, and Job Performance Among Romanian Employees— Implications for Sustainable Human Resource Management
sustainability Article Work Flexibility, Job Satisfaction, and Job Performance among Romanian Employees— Implications for Sustainable Human Resource Management Adriana AnaMaria Davidescu 1,2,* , Simona-Andreea Apostu 1,3, Andreea Paul 4 and Ionut Casuneanu 5 1 Department of Statistics and Econometrics, Bucharest University of Economic Studies, Romana Square, 15–17 Dorobant, i St., Sector 1, 010552 Bucharest, Romania; [email protected] 2 Labour Market Policies Department, National Scientific Research Institute for Labour and Social Protection, 6–8, Povernei Street, 010643 Bucharest, Romania 3 Institute of National Economy, Romanian Academy House-Bucharest, District 5, Calea 13 Septembrie, 13, 010374 Bucharest, Romania 4 Department of International Economic Relations, Bucharest University of Economic Studies, 15–17 Dorobanti St., Sector 1, 010552 Bucharest, Romania; [email protected] 5 Department of Management, Bucharest University of Economic Studies, 15–17 Dorobanti St., Sector 1, 010552 Bucharest, Romania; [email protected] * Correspondence: [email protected] Received: 5 June 2020; Accepted: 23 July 2020; Published: 29 July 2020 Abstract: In light of future work challenges, actual human resource management (HRM) needs to be redesigned, including long-term development, regeneration, and renewal of human resources, passing from consuming to developing human resources by incorporating the concept of sustainability. Thus, sustainable HRM is seen as an extension of strategic human resources, presenting a new approach to human resource management. The labor market is constantly changing, atypical work acquiring a significant relevance, especially in these current times of coronavirus crisis restrictions. In Romania, promoting the law of teleworking transformed labor flexibility into a topic of interest, and became an increasingly vital requirement for employment and a motivating factor for Romanian employees. -

Job Rotation Employee Retention
SEPTEMBER/OCTOBER 2017 HR INSIGHTSfrom the eyes of industry leaders Magazine EMPLOYEE RETENTION THROUGH JOB ROTATION In This Issue What Every Company Can Learn from In-N-Out Burger A Cautionary Tale: The Counteroffer Stay Relevant—or Fade Away 7 Tips for Implementing a Peer Learning Program “Cool” Workspaces Improve Productivity From The CEO At The Resource we are We like to say we are revolutionizing the way companies passionate about our handle their greatest assets, their people. In practically story and the stories every company in the US, the 80/20 rule still stands. You can easily identify your key employees, the cream of evolution our clients of the crop. So often though, employees outside have to tell. the top performing 20 percent get looked at as underperforming, when really it’s just that they are in the wrong position. The hiring landscape is continually changing, as CEO, I felt that in my own company. Companies needed a hiring system that is a standalone predictor of future performance. The Core Hiring System reveals the kind of position a person is designed for based on their core unchanging nature, and then matches them to a position within a company where they will be a top performer. By optimizing the talent you have, and positioning you to only hire the right people, we are showing companies the effect of having a top performer in every seat. We dig in with our clients to understand each position based on specific revenue generating tasks to create a Job Blueprint. Then we use The Core assessment to go beyond a person’s skill, experience or even attitude and Best Regards, look at how they are hardwired to perform the tasks the position requires. -
The Impact of Job Rotation on the Reduction of Cumulative Trauma Disorders
Copyright Warning & Restrictions The copyright law of the United States (Title 17, United States Code) governs the making of photocopies or other reproductions of copyrighted material. Under certain conditions specified in the law, libraries and archives are authorized to furnish a photocopy or other reproduction. One of these specified conditions is that the photocopy or reproduction is not to be “used for any purpose other than private study, scholarship, or research.” If a, user makes a request for, or later uses, a photocopy or reproduction for purposes in excess of “fair use” that user may be liable for copyright infringement, This institution reserves the right to refuse to accept a copying order if, in its judgment, fulfillment of the order would involve violation of copyright law. Please Note: The author retains the copyright while the New Jersey Institute of Technology reserves the right to distribute this thesis or dissertation Printing note: If you do not wish to print this page, then select “Pages from: first page # to: last page #” on the print dialog screen The Van Houten library has removed some of the personal information and all signatures from the approval page and biographical sketches of theses and dissertations in order to protect the identity of NJIT graduates and faculty. ABSTRACT WHOSE TURN IS IT ANYWAY: THE IMPACT OF JOB ROTATION ON THE REDUCTION OF CUMULATIVE TRAUMA DISORDERS by Francesco DiMiceli Jr. In today's fast-paced world, repetitive activity on the job has become very demanding. Many workers are suffering from injuries known as cumulative trauma disorders (CTDs). Job rotation can be an effective and powerful tool when seeking to minimize CTDs by allowing workers to experience different activities, thereby distributing the physical demands on the workers' bodies. -

The Relationship Between Teachers' Organizational Commitment, Job
sustainability Article The Relationship between Teachers’ Organizational Commitment, Job Satisfaction and Whistleblowing Mehmet Emin Önder 1,* , Umut Akçıl 2 and Necati Cemalo˘glu 3 1 Institute of Educational Sciences, Near East University, North Cyprus, Mersin 10, Nicosia 99138, Turkey 2 Atatürk Faculty of Education, Near East University, North Cyprus, Mersin 10, Nicosia 99138, Turkey; [email protected] 3 Department of Educational Sciences, Gazi University Faculty of Education, Ankara 06560, Turkey; [email protected] * Correspondence: [email protected] Received: 25 September 2019; Accepted: 22 October 2019; Published: 28 October 2019 Abstract: The aim of this study was to assess the relationship between teachers’ organizational commitment, job satisfaction and whistleblowing behaviors and to evaluate their contribution to sustainability in education. The study consisted of a total of 4108 teachers who worked at primary and secondary schools during the 2018–2019 academic year in the Çankaya district of the Ankara province. The sample comprised of 601 teachers who were selected through a simple random sampling method. The organizational Commitment Scale (OCS), the Job Satisfaction Scale (JSS) and the Whistleblowing Scale were used as the data collection tools in the study. For the analysis of the data, SPSS 18.0 and LISREL 8.80 statistical package programs were used. Descriptive statistics on variables were performed on SPSS program and the testing of the model in which the effects of job satisfaction on whistleblowing and organizational commitment on job satisfaction were studied was carried out using path analysis technic in LISREL 8.80 program. According to the results of the study, there was a moderate level of positive and significant relationship between organizational commitment and job satisfaction. -
Institutional and Financial Framework for Job Rotation in Nine European Countries
A Service of Leibniz-Informationszentrum econstor Wirtschaft Leibniz Information Centre Make Your Publications Visible. zbw for Economics Schömann, Klaus; Mytzek, Ralf; Gülker, Silke Working Paper Institutional and financial framework for job rotation in nine European countries WZB Discussion Paper, No. FS I 98-207 Provided in Cooperation with: WZB Berlin Social Science Center Suggested Citation: Schömann, Klaus; Mytzek, Ralf; Gülker, Silke (1998) : Institutional and financial framework for job rotation in nine European countries, WZB Discussion Paper, No. FS I 98-207, Wissenschaftszentrum Berlin für Sozialforschung (WZB), Berlin This Version is available at: http://hdl.handle.net/10419/43924 Standard-Nutzungsbedingungen: Terms of use: Die Dokumente auf EconStor dürfen zu eigenen wissenschaftlichen Documents in EconStor may be saved and copied for your Zwecken und zum Privatgebrauch gespeichert und kopiert werden. personal and scholarly purposes. Sie dürfen die Dokumente nicht für öffentliche oder kommerzielle You are not to copy documents for public or commercial Zwecke vervielfältigen, öffentlich ausstellen, öffentlich zugänglich purposes, to exhibit the documents publicly, to make them machen, vertreiben oder anderweitig nutzen. publicly available on the internet, or to distribute or otherwise use the documents in public. Sofern die Verfasser die Dokumente unter Open-Content-Lizenzen (insbesondere CC-Lizenzen) zur Verfügung gestellt haben sollten, If the documents have been made available under an Open gelten abweichend von diesen Nutzungsbedingungen die in der dort Content Licence (especially Creative Commons Licences), you genannten Lizenz gewährten Nutzungsrechte. may exercise further usage rights as specified in the indicated licence. www.econstor.eu discussion paper FS I 98 - 207 Institutional and Financial Framework for Job Rotation in Nine European Countries Klaus Schömann, Ralf Mytzek, Silke Gülker Dezember 1998 ISSN Nr. -

The Effect of Job Rotation on Employee Job Performance in Uganda: a Case Study of Printing and Publishing Corporation, Entebbe, Wakiso District
THE EFFECT OF JOB ROTATION ON EMPLOYEE JOB PERFORMANCE IN UGANDA: A CASE STUDY OF PRINTING AND PUBLISHING CORPORATION, ENTEBBE, WAKISO DISTRICT WAFULA DAVID WHYNS BPA137856/1231DU A RESEARCH REPORT SUBMITTED TO THE COLLEGE OF HUMANITIES AND SOCIAL SCIENCES IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE AWARD OF BACHELOR’S DEGREE IN PUBLIC ADMINISTRATION OF KAMPALA INTERNATIONAL UNIVERSITY JULY 2015 DECLARATION I, Wafula David Whyns, Reg. BPA/37856/123/DU solemnly declare that this Research Report entitled “The Effect of Job Rotation on Employee Job Performance in Uganda Printing and Publishing Corporation, Entebbe, Wakiiso District, Uganda” with the exception of the acknowledged references, ideas and concerns is my own original work and has never been presented and submitted to any organization or higher institution of learning for award of a degree or any other Academic Award. Sign: Wafula David Whyns BPA137856/1 23/DU Date APPROVAL This is to approve that this Research Report prepared and presented by Wafula David Whyns, Reg. BPAJ37856/123/DU has been carried out under my close supervision and is now ready for submission to the College of Humanities and Social Sciences in partial fulfillment of the requirements for the Bachelors’ Degree in public administration of Kampala International University. Sign: Dr. Benjamin Bella Oluka (PhD (SENIOR LECTURER/SUPERVISOR) ~ Date DEDICATION I dedicate this Research work to my beloved father Wafula Patrick, mother Namusisi Aidah, sisters, brothers and friends who abundantly provided, supported and facilitated for my achievement to this status and towards the accomplishment of this task. May God bless you abundantly. 111 ACKNOWLEDGEMENT In a very special way I want to thank the almighty God for providing, protecting and guiding me throughout my stay and study and more specifically for the completion of this research work. -

Journal of Forensic and Investigative Accounting Volume 12: Issue 1, January–June 2020
Journal of Forensic and Investigative Accounting Volume 12: Issue 1, January–June 2020 An Exploration of Internal Controls and Their Impact on Employee Fraud in Small Businesses Kent Lachney, DBA, CPA* Employee fraud frequently leads to disastrous results, particularly for small businesses which may not have the financial reserves to out-weigh its detrimental effects. These organizations usually do not have the resources available to implement extensive internal controls. Not only does fraud lead to a reduction in an organization’s assets and income, but it can even result in its failure. Small businesses are often more directly impacted with the negative psychological and emotional aspects of a loss than their larger organizational counterparts because small business owners have greater feelings of personal betrayal. Assessing the current level of internal controls is the first step in assisting small business owners in developing skills and knowledge to reduce employee fraud. Purpose and Research Question The purpose of this qualitative study was to gain greater understanding of the current practices of the internal control systems of small businesses and to explore the effectiveness of their systems in comparison with anti-fraud activities recommended by forensic accountants. The objective of the interviews in this multi-case study was to gain greater understanding of the current practices of the internal control systems of selected small businesses and explore the effectiveness of their systems. Accordingly, the central research question was: “How do small businesses in central Louisiana apply internal controls to mitigate employee fraud risk?” Process The initial step in accomplishing the purpose of this study was to develop interview questions that modeled the five components of the Committee of Sponsoring Organizations of the Treadway Commission (COSO) developed in 1992 and revised in 2013. -
Employer Toolkit a Guide to Promoting Equal Pay in the Workplace
EMPLOYER TOOLKIT A GUIDE TO PROMOTING EQUAL PAY IN THE WORKPLACE Presented by the Massachusetts State Treasury's Office of Economic Empowerment WHAT IS THE GENDER WAGE GAP? The gender wage gap is a serious economic issue that affects men, women, and families in our state. It exists because women on average are paid less than men for doing the same job. The data shows that women in Massachusetts earn just 83 cents on the dollar compared to men. This ratio can be even worse for many women of color: 85 cents for Asian women, 62 cents for Native women, 58 cents for Black women, and 50 cents for Latina women. Even though it is against the law to discriminate against women in pay and benefits, there are many reasons why the wage gap persists. Many wages and salaries are not publicly shared. Most employers don’t know how to identify and correct the gaps in their payrolls, and jobs have not evolved to be flexible for women and families in the 21st century. The underrepresentation of women in many industries and leadership positions, and the lack of public awareness about the wage gap could also be a major contributing factor. What is clear is pay inequity is a serious problem that not only impacts women. It also hurts men and families. Because when women earn less, it also affects our economy and communities WHY IS EQUAL PAY GOOD FOR YOUR BUSINESS OR ORGANIZATION? If you are an employer, paying women and men equally for performing the same job will greatly benefit your organization by: • Attracting and retaining talented and diverse employees