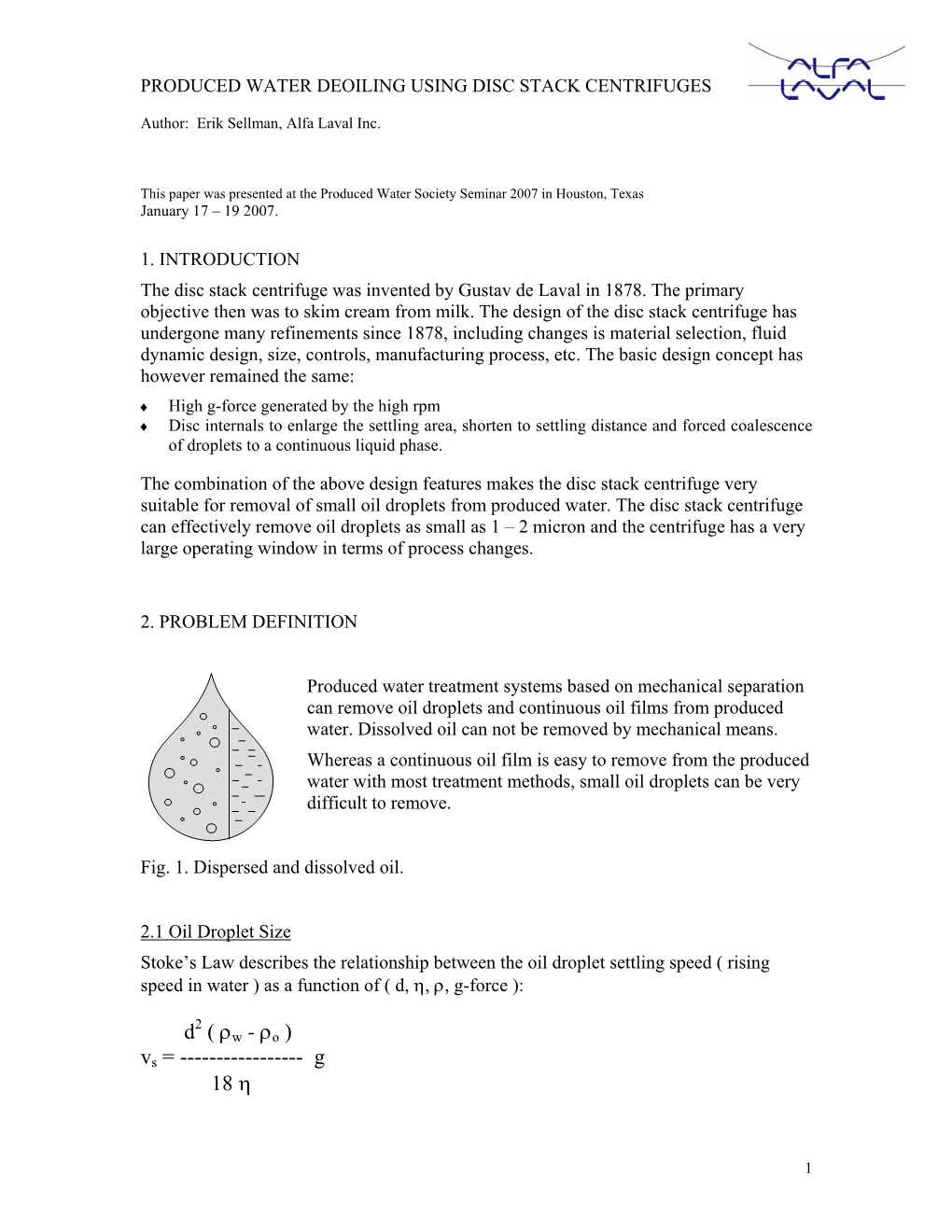
Produced Water Deoiling Using Disc Stack Centrifuges
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Ultracentrifugation Techniques for the Ordering of Nanoparticles
nanomaterials Review Ultracentrifugation Techniques for the Ordering of Nanoparticles Xufeng Xu 1,† and Helmut Cölfen 2,* 1 Laboratory of Physical Chemistry, Department of Chemical Engineering and Chemistry, Eindhoven University of Technology, 5612AE Eindhoven, The Netherlands; [email protected] 2 Physical Chemistry, University of Konstanz, Universitätsstraße 10, Box 714, 78457 Konstanz, Germany * Correspondence: [email protected] † Present address: Institute of Materials, École Polytechnique Fédérale de Lausanne, 1015 Lausanne, Switzerland. Abstract: A centrifugal field can provide an external force for the ordering of nanoparticles. Especially with the knowledge from in-situ characterization by analytical (ultra)centrifugation, nanoparticle ordering can be rationally realized in preparative (ultra)centrifugation. This review summarizes the work back to the 1990s, where intuitive use of centrifugation was achieved for the fabrication of colloidal crystals to the very recent work where analytical (ultra)centrifugation is employed to tailor-make concentration gradients for advanced materials. This review is divided into three main parts. In the introduction part, the history of ordering microbeads in gravity is discussed and with the size of particles reduced to nanometers, a centrifugal field is necessary. In the next part, the research on the ordering of nanoparticles in analytical and preparative centrifugation in recent decades is described. In the last part, the applications of the functional materials, fabricated from centrifugation-induced nanoparticle superstructures are briefly discussed. Keywords: centrifugation; sedimentation; nanoparticle; concentration gradient; non-equilibrium process; superstructure; functional material Citation: Xu, X.; Cölfen, H. Ultracentrifugation Techniques for 1. Introduction the Ordering of Nanoparticles. 1.1. The Era of Microbeads in Gravity Nanomaterials 2021, 11, 333. -

Continuous-Flow Centrifugation to Collect Suspended Sediment for Chemical Analysis
1 Table 6. Compounds detected in both equipment blank samples and not in corresponding source blank samples or at concentrations greater than two times the corresponding source blank sample concentration. Prepared in cooperation with the National Water Quality Monitoring Council and [Source data: Appendix A, table A1; Conn and Black (2014, table A4); and Conn and others (2015, table A11). CAS Registry Number: Chemical Abstracts Service Washington State Department of(CAS) Ecology Registry Number® (RN) is a registered trademark of the American Chemical Society. CAS recommends the verifi cation of CASRNs through CAS Client ServicesSM. Method: EPA, U.S. Environmental Protection Agency’s SW 846; SIM, select ion monitoring. Unit: µg/kg, microgram per kilogram; ng/kg, nanogram per kilogram. Sample type: River samples were from the Puyallup River, Washington. Q, qualifi er (blank cells indicate an unqualifi ed detection). J, estimated, result between the Continuous-Flow Centrifugationdetection level and reporting level; toNJ, result Collect did not meet all quantitation Suspended criteria (an estimated maxiumum possible concentration is reported in Result column) U, not detected above the reporting level (reported in the Result column); UJ, not detected above the detection level (reported in the Result column). Abbreviations: na, not Sediment for Chemicalapplicable; Analysis PCBs, polychlorinated biphenyls] Sample type Chapter 6 of CAS River River Commercial Commercial Section D, Water Quality Parameter name Registry Method Unit source equipment -

Nanosep® Centrifugal Devices - Protocols for Use Nanosep® Centrifugal Devices - Protocols for Use
Contact Us: www.pall.com/contact Nanosep® Centrifugal Devices - Protocols for Use Nanosep® Centrifugal Devices - Protocols for Use Ultrafiltration Fundamentals Purification and Handling of DNA Fragments PCR: Before and After Protein Purification and Handling Miscellaneous Protocols Appendices References Ordering Information Ultrafiltration Fundamentals Background Ultrafiltration (UF) is a membrane separation technique used to separate extremely small particles and dissolved molecules in fluids. The primary basis for separation is molecular size, although other factors such as molecule shape and charge can also play a role. Molecules larger than the membrane pores will be retained at the surface of the membrane (not in the polymer matrix as they are retained in microporous membranes) and concentrated during the ultrafiltration process. Compared to non-membrane processes (chromatography, dialysis, solvent extraction, or centrifugation), ultrafiltration: Is far gentler to the molecules being processed. Does not require an organic extraction which may denature labile proteins. Maintains the ionic and pH milieu. Is fast and relatively inexpensive. Can be performed at low temperatures (for example, in the cold room). Is very efficient and can simultaneously concentrate and purify molecules. The retention properties of ultrafiltration membranes are expressed as Molecular Weight Cutoff (MWCO). This value refers to the approximate molecular weight (MW) of a dilute globular solute (i.e., a typical protein) which is 90% retained by the membrane. However, a molecule’s shape can have a direct effect on its retention by a membrane. For example, linear molecules like DNA may find their way through pores that will retain a globular species of the same molecular weight. There are three generic applications for ultrafiltration: 1. -

Centrifugal Hyperfiltration
TO: Technology Innovation Program Mail Stop 4750 National Institute of Standards and Technology 100 Bureau Drive Gaithersburg, MD 20899-4750 FM: Dirk Forman 125 S. St. Louis Lafayette Louisiana 70506 [email protected] Centrifugal Hyperfiltration A means to economically recover resources from saltwater and wastewater streams with lower the energy cost of producing freshwater and potable water from marginalized water resources. Introduction Reverse Osmosis (RO) is a filtration process for the removal of ionic and organic pollutants from wastewater. Today’s technology of utilization of this filtration process is by large array of high-pressure piping and pressure pumps. This process yields low volumes of filtrated output (permeate), utilizes large areas for pipe array and components and the concentration polarization and membrane fouling hinders the wide application of RO filtration process. Utilizing centrifugal forces and cross flow membranes has potential to change the standard (RO) process to one of portable and high volume water purification. AN AREA OF CRITICAL NATIONAL NEED Ensuring Future Water Supply: As the Nation’s population and economy grow, greater demands are being placed on freshwater resources. At the same time, temporary or permanent drought conditions and water access rights affect regional freshwater availability. Water needs threaten to outstrip available freshwater, now and in the future. Emerging contaminants that must either be removed from distributed water or converted to harmless forms of waste is also pressuring water quality, both in terms of decontamination and disinfection of water supplies. Food contaminations are often traced back to water contaminations, either in the field or in processing. Municipal waste streams and irrigation runoff waste resources that are not recovered.1 Over 97 percent of the Earth's water -- seawater and brackish groundwater -- is too salty to use for drinking water or agriculture. -

404 Sedimentation Handout
Sedimentation for Analysis and Separation of Macromolecules A ‘centrifugal force’ as experienced by particles in a centrifuge actually reflects the natural tendency of the particle to move in a straight line in the absence of external forces. If we view the experiment in the (fixed) reference frame of the laboratory, we observe that the particle is deflected from a linear trajectory by a centripetal force (directed toward the central axis of the rotor). However, when we consider the motion of the particle with respect to the (rotating) reference frame of the rotor, it appears that at any instant the particle experiences an outward or centrifugal force: Instantaneous Velocity (vtang) Centrifugal Acceleration Centripetal Acceleration As seen in laboratory As seen in (rotating) reference frame reference frame of rotor Ignoring buoyancy effects for the moment, the magnitude of the centrifugal force (which, in the rotating reference frame of the rotor, is as real as any other force) is m ⋅ v2 F = objecttan g =⋅mrω 2 centrif r object [1] where r is the distance from the axis of rotation, vtang is the linear velocity at any instant (in the direction perpendicular to the radial axis) and ω is the angular velocity (in radians sec-1 – note that 1 rpm = 2π///60 rad sec-1). The magnitude of this force can be compared to that of the gravitational force at the earth’s surface: Gm⋅()⋅() m = earth object Fgrav 2 re [2] -8 -1 3 -2 where G is the universal gravitational constant (= 6.67 x 10 g cm sec ) and re and me are the earth’s radius (= 6.37 x 108 cm) and mass (5.976 x 1027 g), respectively. -
Guide to Gel Filtration Or Size Exclusion Chromatography
Guide to Gel Filtration or Size Exclusion Chromatography www.harvardapparatus.com Table of Contents Introduction ........................................................................ 2-4 Size Fractionation .................................................................... 5 Buffer Sample Selection ........................................................ 6-7 Selection of Media and Size .................................................... 8 Gel Filtration SpinColumns .................................................... 9 Spehadex P-25 Applications .................................................. 10 Desalting Columns Applications ............................................ 11 P-2, P-6 and P-30 SpinColumns .......................................... 12 Ordering Information ............................................................ 13 Contact Information .............................................................. 14 Guide to Gel Filtration or Size Exclusion Chromatography 1 Introduction Gel Filtration Gel Filtration also called size-exclusion chromatography can be used for protein DNA purification, buffer exchange, desalting, or for group separation in which the sample is separated in two major groups. Gel Filtration is an easy to use method for separation of molecules with different molecular sizes, using mild conditions. Gel Filtration uses the size of molecules in solution to determine separation. SpinColumns have short media packing so the samples are separated by size, the large molecules travel out of the column with the void -

Recent Developments in Centrifuge Technology Harald Anlauf ∗ Universit¨Atkarlsruhe (TH), Institut F¨Urmvm, D-76128 Karlsruhe, Germany
First published in: Available online at www.sciencedirect.com Separation and Purification Technology 58 (2007) 242–246 Recent developments in centrifuge technology Harald Anlauf ∗ Universit¨atKarlsruhe (TH), Institut f¨urMVM, D-76128 Karlsruhe, Germany Abstract Centrifugation represents one of the main groups of mechanical particle-liquid separation processes. There are available various centrifuges for sedimentation and filtration, which are operating continuously or discontinuously. The tasks for centrifugal separation are very wide spread from liquid clarification and purification, particle thickening, solids demoistening, particle fractionating and sorting, solids washing, liquid–liquid separation to extraction of solids or liquids. Applications of centrifuges can be found in all kinds of industry, in environmental protection, water treatment, etc. In the centrifugal field mass forces are present during the separation process. This leads to specific advantages and disadvantages in comparison to competing separation processes. Research and development for centrifugal processes today has not coming to an end but several new ideas to use centrifugal forces for separation and new technical developments in this field can be observed. After description of some fundamentals and presentation of an overview of the technical variations some aspects of advantages and disadvantages of centrifuges in comparison to other separation techniques are discussed and examples for recent research and technical development as well as actual trends in the field of centrifugation are given. © 2007 Published by Elsevier B.V. Keywords: Solid–liquid separation; Centrifugation; Filtration; Sedimentation 1. Introduction like demonstrated in Fig. 3. Centrifuges are especially well suited to separate molecularly inmiscible liquids, whereby Centrifuges are representing one of the main techniques to frequently in addition solid particles are present. -

Continuos Treatment of Oily Sludge at Colombian Refineries
CONTINUOS TREATMENT OF OILY SLUDGE AT COLOMBIAN REFINERIES Víctor Echeverría*1, Gladys Monsalve2 and Humberto Vidales1 1Ecopetrol - Instituto Colombiano del Petróleo, A.A. 4185, Bucaramanga, Santander, Colombia (SA) e-mail: [email protected] e-mail: [email protected] 2Ecopetrol – Gerencia Complejo Industrial Barrancabermeja, A.A. 77605, Bucaramanga, Santander, Colombia (SA) e-mail: [email protected] (Received 22 April 2002; Accepted 15 October 2002) he Colombian Petroleum Institute –ICP–, the research and development branch of Ecopetrol has developed a unique technological package used to treat oily sludge in a continuous way. The sludge Tcomes from a refinery with a 220 000 barrels of crude per day load, located in the Middle Madgalena River Valley in Colombia. The Technological Package allows for :a) the recovery of the hydrocarbon contained in oily wastes (up to 50%); b) the elimination of the oil contained in solid using a biodegradation process; and, c) the availability of an economically and technically feasible solution to handle oily sludge generated in the refinery. The oily wastes treated in this process come from maintenance of refinery´s equipment and also from the physical- chemical separation process at the industrial waste water treatment plant. Oily sludge is a complex system where light and heavy oils, contaminated water and contaminated solids coexist in the form of direct, inverse and multiple emulsions. The comprehensive technological package al- lows the treatment of oily sludge in a cost-effective way. ICP´s Technological package developed includes technologies combining mechanical, thermal, chemical and electrostatic dehydration techniques, and stimulated and intensive bioremediation to decontamination of solids saturated with residual oil. -

Precipitation and Crystallization Processes
Precipitation and Crystallization Processes Gordon Jarvenin Los Alamos National Laboratory Introduction Precipitation and crystallization refer to unit operations that generate a solid from a supersaturated solution. The non-equilibrium supersaturated condition can be induced in a variety of ways such as removal of solvent by evaporation, addition of another solvent, changes of temperature or pressure, addition of other solutes, oxidation-reduction reactions, or even combinations of these. The distinction between precipitation and crystallization is quite often based on the speed of the process and the size of the solid particles produced. The term precipitation commonly refers to a process which results in rapid solid formation that can give small crystals that may not appear crystalline to the eye, but still may give very distinct x-ray diffraction peaks. Amorphous solids (at least as indicated by x-ray diffraction) may also be produced. The term precipitation also tends to be applied to a relatively irreversible reaction between an added reagent and other species in solution whereas crystallization products can usually be redissolved using simple means such as heating or dilution. Precipitation processes usually begin at high supersaturation where rapid nucleation and growth of solid phases occur. In both precipitation and crystallization processes the same basic steps occur: supersaturation, nucleation and growth. Nucleation does not necessarily begin immediately on reaching a supersaturated condition, except at very high supersaturation, and there may be an induction period before detection of the first crystals or solid particles. Nucleation can occur by both homogeneous and heterogeneous processes. In general, homogeneous nucleation is difficult to achieve because of the presence of heteronuclei from colloids, dust, or other foreign material in the solution. -

Seperation of Subcellular Organelles by Differential and Density Gradient
SEPARATION OF SUBCELLULAR ORGANELLES BY DIFFIERENTIAL AND DENSITY GWIENT CENTRIFUGATION* DARREL E. GOLL, RONALD B . YOUNG, AND MARVIN H . STROMER Iowa State University INTRODUCTION The centrifuge is now firmly established as an indispensable tool in virtually all phases of modern biology. Centrifugation may be used either: (1)to separate a mixture of different substances in suspension or solution and to isolate these substances into suspensions or solutions containing only one kind of particle; or (2) to characterize the size, shape and density of the particles after they have been separated into purified solutions or suspensions . Consequently, centrifugation can be used in both purification and characterization of a wide range of biological substances. This universality of application mabs the centrifuge invaluable and very widely used in cellular and molecular biology. Because of its practically universal application, an exorbitantly lengthy discussion would be required to review all biological uses of the centrifuge. Consequently, this account will be limited to a discussion of only the first of the two general applications of the centrifuge; namely, use of the centrifuge to separate mixtures of different particles into suspensions or solutions of purified particles. The second general application of the centrifuge, use of centrifugation to characterize size and shape of particles, will not be discussed explicitly in this review. Whenever possible, separations involving muscle tissue or subcellular organelles from muscle tissue will be used to illustrate the usef'ulness of the centrifuge in muscle biology and meat science. The mixtures of different substances that are commonly fractionated by centrifugation may contain either whole intact cells or subcellular components of cells released by rupture of the outer cell membrane. -

Centrifugal Separation Methods and Rotor Selection(PDF:784KB)
No.No. 153 1 ** .***Apr. 2012. 2009 Centrifugal separation methods and rotor selection Various rotor types (angle, swing, vertical rotor, etc.) The centrifugal separation methods employ centrifugal acceleration (up to one million times higher than the gravitational acceleration on earth) resulting from rotation in order to separate particles in a solution, as based on differences in sedimentation. The sedimentation of particles is influenced by both particle size and density, as well as by solution density and viscosity. The three available centrifugal separation methods are: (1) Differential pelleting (2) Rate zonal centrifugation (3) Isopycnic centrifugation (1) Differential pelleting • A sample solution is subjected to centrifugal separation to allow particles to sediment. • Phased centrifugal separation from low to high rotating speeds enables gradual fractionation from large particles down to mid-size particles and then to small particles. Separated sample name himac APPLICATION Centrifuge Rotor Rice dwarf virus 137 Ultracentrifuge Angle rotor Ink 134 Ultracentrifuge Angle rotor Paint 135 Ultracentrifuge Angle rotor India ink 136 Ultracentrifuge Angle rotor Metallic nanocolloid 145 Ultracentrifuge Angle rotor (2) Rate zonal centrifugation • This method employs a density gradient solution that is layered with a sample solution having about 5% of the centrifuge tube capacity on the density gradient solution, in order to separate particles based on differences in their sedimentation coefficient, mainly in terms of particle diameter. Particles that vary 20 to 30% in sedimentation coefficient can be separated. Particle dia.: 29 nm Particle dia.: 100 nm Separated sample name himac APPLICATION Centrifuge Rotor Ribosome 19 Ultracentrifuge Swing rotor Influenza virus 140 Ultracentrifuge Angle rotor Single-wall carbon nanotube 129 Ultracentrifuge Swing rotor (3) Isopycnic centrifugtion • This method employs a density gradient solution to separate particles based on density differences. -

A Simple and Efficient Centrifugation Filtration Method for Bacterial
University of Windsor Scholarship at UWindsor Physics Publications Department of Physics 8-2019 A Simple and Efficient Centrifugation Filtration Method for Bacterial Concentration and Isolation Prior to Testing Liquid Specimens with Laser- Induced Breakdown Spectroscopy Dylan J. Malenfanta University of Windsor Alexandra E. Paulick University of Windsor Steven J. Rehse University of Windsor Follow this and additional works at: https://scholar.uwindsor.ca/physicspub Part of the Physics Commons Recommended Citation Malenfanta, Dylan J.; Paulick, Alexandra E.; and Rehse, Steven J.. (2019). A Simple and Efficient Centrifugation Filtration Method for Bacterial Concentration and Isolation Prior to Testing Liquid Specimens with Laser-Induced Breakdown Spectroscopy. Spectrochimica Acta Part B: Atomic Spectroscopy, 158. https://scholar.uwindsor.ca/physicspub/195 This Article is brought to you for free and open access by the Department of Physics at Scholarship at UWindsor. It has been accepted for inclusion in Physics Publications by an authorized administrator of Scholarship at UWindsor. For more information, please contact [email protected]. A Simple and Efficient Centrifugation Filtration Method for Bacterial Concentration and Isolation Prior to Testing Liquid Specimens with Laser-Induced Breakdown Spectroscopy Dylan J. Malenfanta, Alexandra E. Paulicka, Steven J. Rehsea,* aDepartment of Physics, University of Windsor, 401 Sunset Avenue, Windsor, Ontario, Canada N9B 3P4 *Corresponding author at: Department of Physics, University of Windsor, 401 Sunset Avenue, Windsor, Ontario, Canada N9B 3P4. Tel.: +1 519 253 3000 E-mail address: [email protected] (S.J. Rehse). HIGHLIGHTS • Bacteria are readily trapped on sub-micron pore size filter media • A prototype device to hold multiple filters was designed and constructed.