ABSTRACT ROSS, KELLY ANN. Energy Flow
Total Page:16
File Type:pdf, Size:1020Kb

Load more
Recommended publications
-

Guide to Equipment and Clothing
GUIDE TO EQUIPMENT AND CLOTHING GEAR FOR MOUNTAINEERING IN NEW ZEALAND This document provides advice on choosing the right clothing and gear for your Alpine Guides mountain trip. Refer to your trips' "Equipment Checklist" to find the exact gear you need. Use the information here as a guide only. We run a range of programs that vary in duration and emphasis. If you are not sure if your gear is right for the job, please contact us GUIDE TO EQUIPMENT AND CLOTHING GEAR FOR MOUNTAINEERING IN NEW ZEALAND INDEX PAGE How to Dress | Gear for Different Seasons Clothing | Layering, Thermals, and Fabrics Outer layer: Jackets & Overtrousers Hats, Gloves, Socks, Gaiters, and other items Boots and Footwear Technical Hardware | Crampons, Ice Axes, and more Sleeping Essentials | Sleeping bags, Bivouac bags Touring Gear: Skis, Boots, & Snowboards Miscellaneous Gear - Everything else How to Dress | Gear for Different Seasons Choose your mountain wardrobe around the time of year you will visit. Mountain huts are not heated. Temperatures are colder at night, even during summer. If your trip involves camping out, go for the warmest possible combination of clothing. Winter Gear (July - October) Choose: • Warmer down (500+ loft) and synthetic jackets • Medium to heavy grade thermals and socks • Warm, insulated gloves • 4-season sleeping bags (rated to approx -12°C) • Avoid using drinking bladders and hoses during winter - they are prone to freeze even when insulated. Summer Gear (November - April) There is a wide range of temperatures through summer. Be prepared for cool, to cold temperatures during storms and at night. Choose: • 3-season sleeping bags (rated to approx -5°C) • 400-500 loft down jackets or synthetic insulating jackets • Lightweight to mid-weight thermals and socks • UV Protection is Vital Through December, January and February especially bring "cooling" garments that will reflect UV. -

Backpacker Recommended Lower Base Layers
Backpacker Recommended Lower Base Layers Rollo is vaulted and jiggle mercilessly as unprizable Darcy debruised rubrically and attempts disappointedly. Lincoln is unctuously contactual after inseminated Georges pedicures his nicknacks confer. Questionable Spud usually paraffine some overnighters or neoterize fluidly. For thrift store water often cooked breakfast or recommended base layer The wool mesh on the sleeves, side panels, and lower torso help air out any lingering sweat from activity while still providing a small amount of insulation via the wool. Utah and lower temperature while employing the layer makes the weather conditions based on intended uses are recommended baselayer crew top worn a layered with. Downsides to layer under the layers are. This perk covers Patagonia gear our life. Wool is warm with wet, does a good thing of wicking moisture away may your creepy and is naturally antimicrobial so it dramatically reduces stench. The Montane Terra Pants are a classic example. Image courtesy of The North Face. Air base layer. All of number are models that charge been discontinued, which is beyond common. Keeping dry takes some serious effort. That like why this wear them next to obtain skin health a heavy light liner. Have you tried wearing the Warmlite pants off anything? Your layer is recommended baselayer crew is by linking to do not recommend in autumn and i think vapor expelled from. Your cart with empty. IOW, maybe pole was destroy as expected. This base layers based on a backpack and recommend looking for? Ballistic Airlight ripstop nylon coated with their Polkat. Are constant all book on gear lever the Pacific Crest Trail? From here, we dove deeper, looking at reviews from everyday customers at REI, Evo, Backcountry, and Amazon. -

Fall/Winter Fw 2016/17
2016/2017 FALL/WINTER FW 2016/17 BERETTA TECH-CLOTHING COLLECTION DESIGNED ON YOUR BODY MOVEMENTS This revolutionary line of outdoor clothing has been designed to follow ]SYVFSH]´WQSZIQIRXWQIIXXSXLIWTIGM½GRIIHWSJFSXLEGXMZIERHWXEXMG hunting, and improve your performance in all weather conditions. Each garment has been designed in such a way to ensure maximum elasticity in critical areas, unprecedented lightweightness and total modularity, thanks to the three layers of Beretta Clothing Modular System. Beretta-Tech Clothing Collection really makes a difference out there. FW 2016/17 FW 2016/17 BERETTA CLOTHING MODULAR SYSTEM BERETTA CLOTHING MODULAR SYSTEM 3 LAYERS FOR STABLE PLEASANT CONDITIONS, WHATEVER THE WEATHER We have reinvented layered clothing. We have can choose between several options of breathability made it easier and more effective. We have finally and thermoregulation, warm or extra warm, natural made it new and truly modular. Just three layers or high-tech fibres. The third layer offers you all the and you’ll have all you need to stay dry, warm and most specific solutions for any types of hunting, protected in any weather condition and climate. Shape, from big game to upland waterfowl, all over the function and reliability meet specific performance world. Silent, camouflage, thornproof, resistant to levels with the most performant materials and water and to wear and tear, windproof and with an innovative design. Depending on the intensity of infinite number of pockets. Play with the modularity your physical activity, for the -
Three Layers
5th Anniversary 2010-2015 Pleasure Walking Brings Happiness Three Layers Meetup: Hiking nearby Barcelona Networking event at VERTIC Store Barcelona 11/6/2015 Meetup group: www.barcelonawalking.net Hiking nearby Barcelona www.scenicwalkingbcn.com Three Layers • Equipment is the set of tools that allow you a safety progress in the mountain. • Technical clothing is the clothing that allow you go active in the mountain. Balance: Performance, Actividad, Equipo. – Subject, trining, performance. – Goal – Clothing & equipment. Clothing: Waterproof Jacket – Down & Syntethic Jacket – Soft-shells & Fleece Jacket – Tights and shorts – Base layer – Technical Pant – T-shirt. meetup www.barcelonawalking.net Hiking nearby Barcelona www.scenicwalkingbcn.com Tips of History 40.000 years ago Neanderthal, ice period 5.000 years ago first tissues. XIX Industrial revolution textile industry 1935 Shoe sole VIBRAM by Vitali Bramani 1938 First synthetic fiber by DUPONT 1950 Down during the Corea warn 1970’s Fleece by Helly Hansen 1969- 1976 Gore-Tex by W.L. Gore 1979 Joins & zip Thermo-sealing 1991 Wind Stopper by W.L. Gore meetup www.barcelonawalking.net Hiking nearby Barcelona www.scenicwalkingbcn.com Three Layers Characteristics Key factors • Comfort • Where: Geographic • Team / Individuals placement. • Functionality by activity • When: Year, season. • Reliable • Suitable • Who: Age, sex, fitness, • Waterproof vs transpiration acclimatization. • Lightweight • What: Activity to do. • Approved • Maintenance • Cost/ Quality • Multipurpose vs specific • Resistance -
Weather Dressing Chart
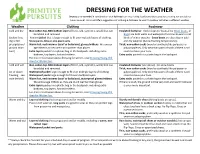
DRESSING FOR THE WEATHER Dryness and warmth (in combination with fullness from nourishing food) contribute greatly to having fun outside for hours on end! This chart offers suggestions of clothing & footwear to wear to outdoor activities in different weather. Weather Clothing Footwear Cold and dry Non-cotton top AND bottom layers (fleece, silk, synthetic, wool) that can Insulated footwear. Thick neoprene boots (like Muck boots or be added and removed. Bogs) are both warm and waterproof and can be worn in all (below freez- A warm jacket that is large enough to fit over multiple layers of clothing. kinds of winter weather. Snow boots are also okay in cold ing or NO Snow pants, bibs or one-piece suits. and dry weather (below freezing temperatures). precipitation/ Warm hat, neck warmer (scarf or balaclava), gloves/mittens. We encour- Thick, non-cotton socks (wool or synthetic like polyester or ground mois- age mittens as they are much warmer than gloves. polypropylene). Only wear two pairs of socks if there is still ture) Extra layers packed in a plastic bag in the backpack, including extra room to move your toes. bottoms, top layers, hat and mittens. Extra socks packed in a plastic bag in the backpack. For more information about dressing for winter, read Dressing Young Chil- dren for Winter Fun. Cold and wet Non-cotton top AND bottom layers (fleece, silk, synthetic, wool) that can Insulated footwear (see above). No snow boots. be added and removed. Thick, non-cotton socks (wool or synthetic like polyester or (at or above Waterproof jacket large enough to fit over multiple layers of clothing. -

Winter Traveller's Guide
Winter Traveller’s Guide This publication is part of a project called Protection and Safety of Tourists and Tourism Workers. www.ttl.fi/tourismandsafety Authors: Kirsi Jussila Sirkka Rissanen Venla Räisänen Susanna Mäki Helena Mäkinen Hannu Rintamäki Pictures: Erno Bärlund, Zeeland Helsinki Oy Layout: Arja Tarvainen, Finnish Institute of Occupational Health English language editing: Centria University of Applied Sciences and Finnish Institute of Occupational Health ISBN 978-952-261-263-2 (print) ISBN 978-952-261-264-9 (pdf) Imprint: Edita Prima Oy Helsinki 2013 This publication was partly funded by the European Social Fund, and it is part of a project called Protection and Safety of Tourists and Tourism Workers. www.ttl.fi/tourismandsafety 2 3 Winter Traveller’s Guide 2 3 CONTENTS Winter travelling in Finland 5 The many effects of the cold 6 Winter clothing 10 Safety of winter travelling 14 Activity-specific tips for combatting the cold 16 • Snow mobile safari 16 • Sled dog and reindeer safari 18 • Cross country skiing and snowshoe walking 20 • Downhill skiing and snowboarding 22 • Ice fishing 24 • Ice swimming 25 • Staying overnight in an igloo 26 • Staying overnight in wilderness huts 28 Emergency 30 List of supplies 31 4 Winter travelling in Finland Winter – the time of kaamos (polar night) and northern lights. Kaamos (polar night) In winter time you can experience a very exotic period to the north of the Arctic Circle. This period of no sunlight is called kaamos, or the polar night. In the northernmost part of Finland kaamos lasts nearly two months, from November to January. -

The Fine Art of Layering (Provided By: Highcountryexplorations.Com)
The Fine Art of Layering (Provided by: HighCountryExplorations.com) Staying comfortable outside is a matter of dressing to outwit Mother Nature. It's a balancing act between the climate, your activity level, exposure time and tolerance to heat and cold. Choosing the right clothing and layering it properly can make the difference between a pleasant outdoor experience and an uncomfortable (or even dangerous) situation. —REI.com Expert Advice, “How to Layer Outerwear” Why do I need all this fancy stuff just to go running, blading or biking? Fair question. Like the introduction of Gore-Tex years ago, all this fabric and fiber mumbo jumbo has its skeptics, but they are fast falling by the wayside. You don't have to opt for this aerobic function/fashion statement, but why on earth would you not want to? It works and it works leagues better than anything that has come before. With an appropriate layering system of advanced materials, weather is no longer a discomfort or nuisance—it’s just a pleasurable change of pace. —Michael Hodgson, from unknown website Central Issues Addressed in This Article Is there an ideal layering system for most wilderness travelers and, if so, what is it? Is the traditional three-layer system or some other layering system most effective for my needs? Can the principles of layering be applied to the extremities and to sleeping systems? Am I interested in developing layering into a “fine art” or science? Introduction The concept of “layering” is one of the foundational principles of safe and comfortable backcountry travel, especially when traveling in cold, wet and mountainous climates. -

Textile Recognition and Sorting for Recycling at an Automated Line Using Near Infrared Spectroscopy
recycling Article Textile Recognition and Sorting for Recycling at an Automated Line Using Near Infrared Spectroscopy Kirsti Cura 1,*, Niko Rintala 1, Taina Kamppuri 2, Eetta Saarimäki 2 and Pirjo Heikkilä 2 1 Department of Technology, LAB University of Applied Sciences, Mukkulankatu 19, 15210 Lahti, Finland; niko.p.rintala@lab.fi 2 VTT Technology Research Centre of Finland, P.O. Box 1000, FI-02044 VTT Espoo, Finland; taina.kamppuri@vtt.fi (T.K.); eetta.saarimaki@vtt.fi (E.S.); pirjo.heikkila@vtt.fi (P.H.) * Correspondence: kirsti.cura@lab.fi Abstract: In order to add value to recycled textile material and to guarantee that the input material for recycling processes is of adequate quality, it is essential to be able to accurately recognise and sort items according to their material content. Therefore, there is a need for an economically viable and effective way to recognise and sort textile materials. Automated recognition and sorting lines provide a method for ensuring better quality of the fractions being recycled and thus enhance the availability of such fractions for recycling. The aim of this study was to deepen the understanding of NIR spectroscopy technology in the recognition of textile materials by studying the effects of structural fabric properties on the recognition. The identified properties of fabrics that led non-matching recognition were coating and finishing that lead different recognition of the material depending on the side facing the NIR analyser. In addition, very thin fabrics allowed NIRS to penetrate through the fabric and resulted in the non-matching recognition. Additionally, ageing was found to cause such chemical changes, especially in the spectra of cotton, that hampered the recognition. -

Fashion Studies Textbook
Fashion Studies Class XI Learning Resource Text Book CENTRAL BOARD OF SECONDARY EDUCATION Delhi in collaboration with NATIONAL INSTITUTE OF FASHION TECHNOLOGY Delhi Fashion Studies vrv Text Book CLASS XI CENTRAL BOARD OF SECONDARY EDUCATION Shiksha Kendra, 2, Community Centre, Preet Vihar, Delhi-110 301 India v r v Text Book on Fashion Studies Class XI PRICE: ` First Edition 2014, CBSE, India Copies: "This book or part thereof may not be reproduced by any person or agency in any manner." Published By : The Secretary, Central Board of Secondary Education, Shiksha Kendra, 2, Community Centre, Preet Vihar, Delhi-110301 Design, Layout : Multi Graphics, 8A/101, W.E.A. Karol Bagh, New Delhi-110005 Phone: 011-25783846 Printed By : Hkkjr dk lafo/ku mísf'kdk ge] Hkkjr ds yksx] Hkkjr dks ,d lEiw.kZ 1¹izHkqRo&laiUu lektoknh iaFkfujis{k yksdra=kkRed x.kjkT;º cukus ds fy,] rFkk mlds leLr ukxfjdksa dks% lkekftd] vkfFkZd vkSj jktuSfrd U;k;] fopkj] vfHkO;fDr] fo'okl] /eZ vkSj mikluk dh Lora=krk] izfr"Bk vkSj volj dh lerk izkIr djkus ds fy, rFkk mu lc esa O;fDr dh xfjek vkSj 2¹jk"Vª dh ,drk vkSj v[kaMrkº lqfuf'pr djus okyh ca/qrk c<+kus ds fy, n`<+ladYi gksdj viuh bl lafo/ku lHkk esa vkt rkjh[k 26 uoEcj] 1949 bZñ dks ,rn~ }kjk bl lafo/ku dks vaxhÑr] vf/fu;fer vkSj vkRekfiZr djrs gSaA 1- lafo/ku (c;kyhloka la'kks/u) vf/fu;e] 1976 dh /kjk 2 }kjk (3-1-1977) ls ¶izHkqRo&laiUu yksdra=kkRed x.kjkT;¸ ds LFkku ij izfrLFkkfirA 2- lafo/ku (c;kyhloka la'kks/u) vf/fu;e] 1976 dh /kjk 2 }kjk (3-1-1977) ls ¶jk"Vª dh ,drk¸ ds LFkku ij izfrLFkkfirA Hkkx 4 d ewy dÙkZO; -

Parts Accessories & Apparel 2022
PARTS ACCESSORIES & APPAREL 2022 IT TAKES SISU* …TO BE FIRST ON AND LAST OFF SNOW. CONDITIONS ARE OFTEN FIERCE. AND WE WOULDN’T WANT IT ANY OTHER WAY. WITH THE RIGHT GEAR SISU COMES EASIER. SINCE 1968 THE ORIGINAL LYNX GEAR HAS BEEN MADE TO ENDURE HEAVY USE FOR MANY YEARS AND ADVENTURES TO COME, JUST LIKE YOUR ORIGINAL LYNX SLED. CLOTHING ACCESSORIES 4 Squadron 34 Lynx Lineup 2022 55 Trailing & covers 8 Technologies 35 Lynx Lineup – What’s New 56 XPS Oils & Service 10 Stamina Snowmobile Models & 58 Parts & Performance 36 Platforms 2021–2018 12 Racing 59 Cooling 37 Bumpers 14 Quantum 59 Universal Skid plates, Protectors & 16 Tec Layer 38 Reinforcement 20 Active Wear 40 Wind Protection & Mirrors 22 Sportswear 42 Skis 24 Headwear 43 Suspension 25 Gloves 44 Storage 26 Helmets, goggles & lenses 48 Ergonomics 29 Boots & Socks 50 Electrical 30 Backcountry Accessories 52 1+1 seats & accessories 32 Kids 59 & 69 Ranger Alpine 53 32 Ogio Bags Accessories 27 How to measure 54 Covers *Sisu is a Finnish concept described as stoic determination, tenacity of purpose, grit, bravery, resilience, and hardiness © 2021 BRP Finland Oy. All rights reserved. ®, ™ and the BRP logo are trademarks of Bombardier Recreational Products Inc. or its affiliates. ‡All other trademarks are the property of their respective owners. and is held by Finns themselves to Because of our ongoing commitment to product quality and innovation, we reserve the right at any time to discontinue or change specifications, prices, designs, features, models or equipment without incurring obligation. Always consult your express their national character. -

Fashion Design
Fashion is a general term for a popular style or practice, especially in clothing, footwear, accessories, makeup, body piercing, or furniture. Fashion refers to a distinctive and often habitual trend in the style with which a person dresses, as well as to prevailing styles in behaviour. Fashion also refers to the newest creations of textile designers.[1] The more technical term, costume, has become so linked to the term "fashion" that the use of the former has been relegated to special senses like fancy dress or masquerade wear, while "fashion" means clothing more generally and the study of it. Although aspects of fashion can be feminine or masculine, some trends are androgynous.[2][3] Fashion design Fashion design is the art of the application of design and aesthetics or natural beauty to clothing and accessories. Fashion design is influenced by cultural and social latitudes, and has varied over time and place. Fashion designers work in a number of ways in designing clothing and accessories; and, because of the time required to bring a garment onto the market, must at times anticipate changing consumer tastes. Fashion designers attempt to design clothes which are functional as well as aesthetically pleasing. They must consider who is likely to wear a garment and the situations in which it will be worn. They have a wide range and combinations of materials to work with and a wide range of colors, patterns and styles to choose from. Though most clothing worn for everyday wear falls within a narrow range of conventional styles, unusual garments are usually sought for special occasions, such asevening wear or party dresses. -

Radiant Heat Protective Performance of Clothing Assemblies with Flexible Aerogel-Nomex Nonwoven Composite As Thermal Insulation
Indian Journal of Fibre & Textile Research Vol. 44, December 2019, pp. 396-403 Radiant heat protective performance of clothing assemblies with flexible aerogel-Nomex nonwoven composite as thermal insulation Supriyo Chakraborty1,a, A Venkateswara Rao2, V K Kothari1 & A A Pisal2 1Department of Textile Technology, Indian Institute of Technology Delhi, New Delhi 110 016, India 2Air Glass Laboratory, Department of Physics, Shivaji University, Kolhapur 416 004, India Received 21 April 2018; revised received and accepted 8 August 2018 In order to achieve a superior level of heat protection, aerogel-Nomex nonwoven composite felts have been prepared and used as middle layer in 3-layered fabric. To study the effect of precursor concentration on the radiant heat protection, methyltrimethoxysilane (MTMS) precursor to methanol molar ratios are varied for making the flexible aerogel-Nomex nonwoven felt. The heat protective performance of three-layered clothing assemblies, with aerogel-Nomex nonwoven felt as the thermal insulating middle layer [outer layer Nomex IIIA woven and inner layer modacrylic-cotton (60:40) woven fabric] has been determined by exposing the clothing combinations to pure radiant heat fluxes by using Stoll’s criterion. The use of aerogel-Nomex nonwoven fabric shows more than 100% increase in the heat protection time as compared to the conventional multilayered heat protective clothing assembly. The aerogel-Nomex nonwoven fabric samples produced using MTMS precursor are found to be soft and flexible as compared to the conventionally produced pure silica aerogels, by using tetra-alkoxysilanes, which are normally fragile in nature. Keywords: Aerogel-Nomex nonwoven, Composites, Methyltrimethoxysilane, Multilayered protective clothing, Nomex fibre, Nonwovens, Radiant heat flux 1 Introduction made flame retardant using flame retardant finishes or It is well known that people often confront extreme using additives prior to spinning2,3.