Measuring Current Discharge Stored Energy in Capacitors Welding
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Janitza Rogowski Coils & Measurement Transducer
Smart Energy & Power Quality Solutions Rogowski current transformer and measurement transducer ROGOWSKI CURRENT TRANSFORMER AND MEASUREMENT TRANSDUCER Smart Energy & Power Quality Solutions Rogowski current transformer and measurement transducer The Rogowski coil principle The Rogowski measuring principle is a special form of The alternating current in the line that is to be measured transformational current measurement of sinusoidal and induces a voltage in the Rogowski coil, which is non-sinusoidal alternating currents. proportional to the phase current. The Rogowski coil operates in a pronounced linear manner, even with high The Rogowski coil is a patented, iron-free induction or rapidly changing currents. As such, this type of sensor coil (air coil). In order to attain ideal accuracy, this air is particularly well suited for energy measuring systems coil should be almost completely closed. This has been that are exposed to high or rapidly changing currents. achieved through the patented connection technology. Furthermore, the Rogowski coil offers the advantages of compact size and simple installation. Record harmonics and transients with phase Speed because load changes are immediately precision detected and so drop-outs and process interruptions can be prevented Flexible Rogowski current transformer suitable for retrofitting Simple operation also with large cable diameters – space-saving, compact and handy Alternating currents from 1-4000 A can be recorded with just one variant High system availability through simple installation without removing system parts Rogowski current transformers with measurement transducer can be used together with all Janitza Sits securely on power rails and round conductors UMGs* thanks to professional fastening Install and operate safely * Not in combination with the UMG 20CM The Rogowski coil is a helical wire coil. -

Application Notes
APPLICATION NOTES Contents 1. The Basics …….…2 1.1 What is a Rogowski current transducer? …….…2 1.2 How does a Rogowski current transducer work? …….…2 1.3 What are the advantages of Rogowski current transducers? …….…3 1.4 How does a Rogowski transducer compare to a Current Transformer? …….…3 2. Frequency Response – measuring sinusoids, quasi sinusoids and pulses …….…4 2.1 What is the typical frequency response of a Rogowski current transducer? …….…4 2.2 What determines high frequency (-3dB) bandwidth of Rogowski current …….…4 transducers? 2.2.1 Phase shift and attenuation of sinusoidal currents from kHz to MHz …….…4 2.2.2 Measuring fast switching transients (sub ms) …….…6 2.3 What determines the low frequency (-3dB) bandwidth of Rogowski current …….…7 transducers? 2.3.1 Phase shift, small currents and low frequency noise …….…7 2.3.2 Measuring long (ms to 100’s ms) pulses of current and the droop effect …….…8 3. Accuracy .…..…10 3.1 How do PEM calibrate their transducers (and to what standards)? ……...10 3.2 Linearity ……...11 3.3 Positional accuracy ……...11 3.4 The effect of external currents and voltages external to the Rogowski loop ……...12 3.5 Temperature ……...12 4. Peak currents, overloads and saturation .…..…13 4.1 Peak current ………13 4.2 RMS current ………14 4.3 Peak di/dt ………14 4.4 Absolute maximum di/dt (peak) ………14 4.5 Absolute maximum di/dt (rms) ………14 5. Output cabling and loading ………15 6. How do PEM rate the voltage insulation of their Rogowski coils? ………16 6.1 What advice do PEM have for customers using Rogowski coils continuously at ………16 high voltage 7. -

Modeling and Analyzing the Mutual Inductance of Rogowski Coils of Arbitrary Skeleton
sensors Article Modeling and Analyzing the Mutual Inductance of Rogowski Coils of Arbitrary Skeleton Xiaoyu Liu , Hui Huang * and Chaoqun Jiao School of Electrical Engineering, Beijing Jiaotong University, Beijing 100044, China * Correspondence: [email protected]; Tel.: +86-186-0196-8811 Received: 1 July 2019; Accepted: 31 July 2019; Published: 2 August 2019 Abstract: There are Rogowski coils of various shapes in the on-site measurement, and it is difficult to calculate the electrical quantities of Rogowski coils of curved skeleton and circular cross-section by simulation software. This paper proposes a theoretical derivation to calculate the mutual inductance between the conductors of any shape and Rogowski coils with skeletons of any shape. Based on the derivation, the influence of four skeleton shapes of Rogowski coils and four shapes of the primary conductors on the mutual inductance of Rogowski coils are studied by the comparison between the ideal cases and some non-ideal ones. The gap and gap compensation of the openable Rogowski coils are also considered. Experiments verify the numerical results according to the derivation. It is shown that to reduce the errors of the measurement the circular skeleton deformation should be avoided, the coil’s skeleton should be with curved angle, the primary conductor should be as straight as possible and should go through the center of the skeletons vertically. Furthermore, for the Rogowski coils of the rectangular skeleton, we propose a new skeleton structure to reduce the deviation influence of the primary conductors. Keywords: Rogowski coil; shape of the skeleton; current measurement; shape of the primary conductors 1. -
Two-Phase Rogowski Coil Based Electricity Meter Analog Front-End Circuit
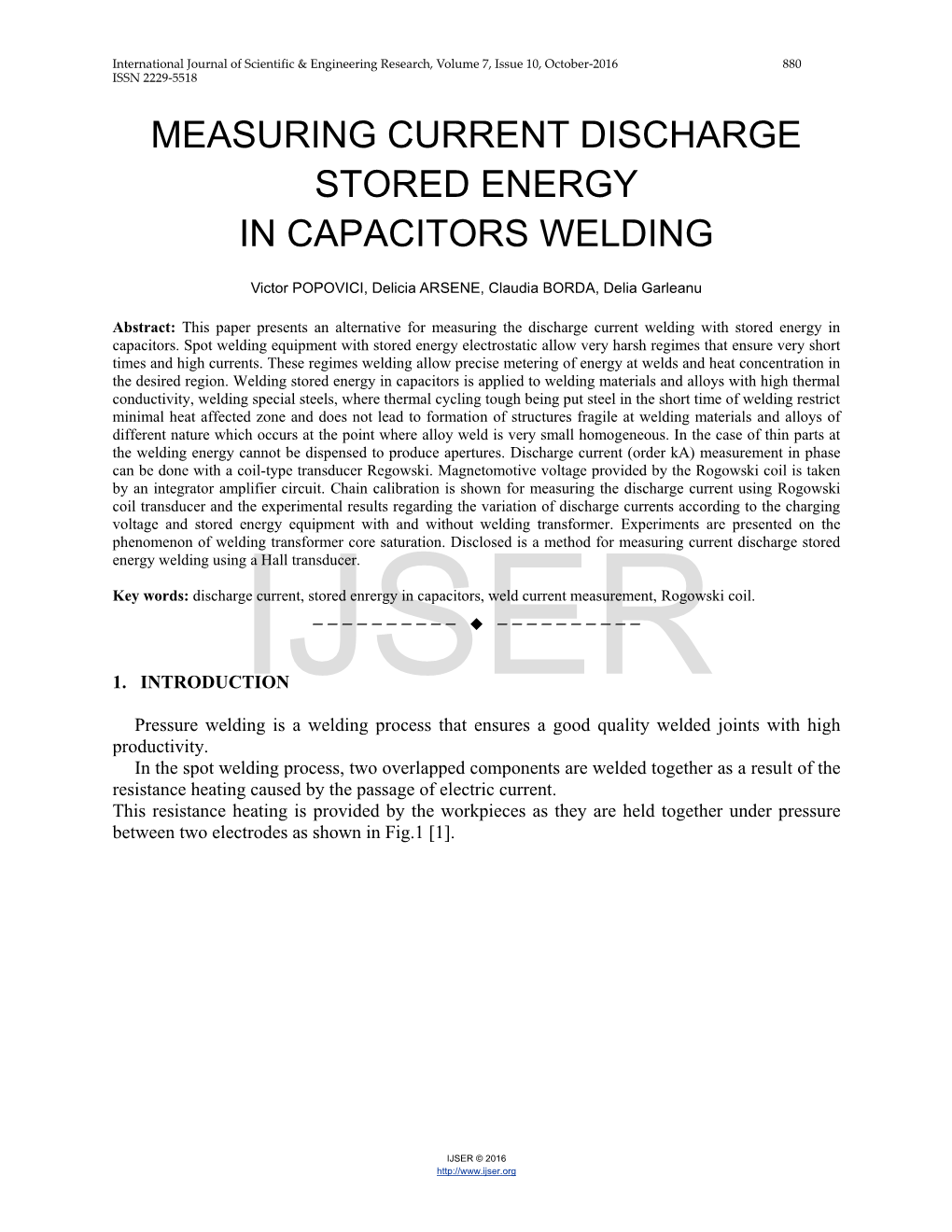
www.ti.com Analog Engineer's Circuit Two-Phase Rogowski Coil Based Electricity Meter Analog Front-End Circuit Victor Salomon Features Description Number of Phases 1 phase (split-phase with two voltages measured) E-Meter Accuracy Class 0.1 Current Sensor Rogowski Coil Current Range 0.05A – 100A System Nominal Frequency 50Hz Measured Parameters - AC Voltage Input - AC Current Input (using voltage output, di/dt sensor) Design Description This circuit document describes a class 0.1 split-phase energy measurement front-end using the ADS131M04. The ADC samples the outputs of a Rogowski coil and voltage dividers to measure the current and voltage (respectively) of each leg of the AC mains. The design can achieve high accuracy across a wide input current range (0.05A–100A) and supports high sampling frequencies necessary for advanced power quality features such as individual harmonic analysis. Since output of the Rogowski coil is proportional to the derivative of the instantaneous primary current, an integrator is required to retrieve the original current signal, this circuit assumes the Rogowski integrator is implemented in the digital domain. 3.3 V 1.8 V 3.3 V TPS7A78 0.1 F 10 F 1 F AC/DC LDO 1.8 V TPS7A78 AVDD DVDD AC/DC LDO ADS131M04 1.2-V REF AIN1 Anti-Aliasing 24-Bit Phase Shift & Gain & Offset Filter û ADC Digital Filters Calibration AIN0 SYNC / RESET AIN1 Anti-Aliasing 24-Bit Phase Shift & Gain & Offset CS Filter û ADC Digital Filters Calibration AIN0 Control SCLK & DIN MSP432P4111 AIN1 Serial DOUT Interface Anti-Aliasing 24-Bit Phase Shift & Gain & Offset DRDY Filter û ADC Digital Filters Calibration AIN0 AIN1 Anti-Aliasing 24-Bit Phase Shift & Gain & Offset Clock CLKIN Filter û ADC Digital Filters Calibration Generation AIN0 AGND DGND Phase Neutral Phase SBAA385A – JULY 2020 – REVISED SEPTEMBER 2021 Two-Phase Rogowski Coil Based Electricity Meter Analog Front-End Circuit 1 Submit Document Feedback Copyright © 2021 Texas Instruments Incorporated www.ti.com Design Notes 1. -
Advantages / Disadvantages Rogowski Coil VS Standard CT IME
ROGOWSKI COIL Introduction What’s it ? Advantages / disadvantages Rogowski coil VS standard CT IME & ROGOWSKI COIL ROGOWSKI COIL The ROGOWSKI COIL previously was only a ‘laboratory curiosity, now it’s a versatile measuring system with many applications throughout industry and in research The ROGOWSKI COILS are special current transformers used to measure alternating currents and impulsive currents. The denomination ROGOWSKI is named by Walter Rogowski (7 May 1881 – 10 March 1947), a German physicist of Polish origin who bridged the gap between theoretical physics and applied technology in numerous areas of electronics. What’s it? The Rogowski coil is a set composed by a coil and an accessory. These instruments have been used from a lot of years for the detection and measurement of electric current. They are based on a simple principle the FARADAY LAW A toroid coil without a magnetic core is placed around a current conductor; the variable magnetic field produced by the current induces a voltage at the terminals coil. This voltage output is proportional to the variation of the current. By an accessory (an integrator circuit) you can have the current value, as it’s proportional to the variation. As the ROGOWSKI COIL functioning is based on Faraday's law of induction, the Rogowski coil works only in AC application. What’s it? It consists of a helical coil of wire (wound on a support) with one end (see point 1) returning (see the point 2) to the origin end (see point 3) through the center of the coil, so that both terminals are at the same part of the coil: in this way one end of the coil is available to be wrapped around the conductor whose current is to be measured. -

Practical Aspects of Rogowski Coil Applications to Relaying
September 2010 Special Report Practical Aspects of Rogowski Coil Applications to Relaying Sponsored by the Power System Relaying Committee of the IEEE Power Engineering Society Working Group members: Practical Aspects of Rogowski Coil Applications to Relaying Table of Contents 1.1 Assignment .............................................................................................................5 1.2 Summary .................................................................................................................5 1.3 Abbreviations and Acronyms .................................................................................6 2.1 Theory of Operation ...............................................................................................7 2.2 Gapped-Core Current Transformers .....................................................................12 2.3 Linear Couplers ....................................................................................................12 2.4 Comparison of V-I Characteristics .......................................................................13 2.5 Rogowski Coil Designs ........................................................................................13 2.6 Linearity................................................................................................................22 2.7 Transient Response ...............................................................................................22 2.8 Frequency Response .............................................................................................24 -

SS-28XA Manual
Instruction Manual Rogowski Coil Current Probe SS-281A/282A/283A/284A SS-285A/286A/287A Ⓒ2015_2016 IWATSU TEST INSTRUMENTS CORPORATION.All rights reserved. Contents Introduction ··································································· 1 To ensure Safe Operation ················································ 1 Warnings ······································································ 2 Cautions ······································································· 5 Checking packed materials ··············································· 7 Components ·································································· 7 Management of instrument ··············································· 8 Repair and sending instrument to be repaired ······················· 8 Cleaning of this instrument ··············································· 8 Chapter 1 Overview ······················································· 9 1.1 Instrument Overview ······································ 9 1.2 Features························································· 10 1.3 Usage Example ··············································· 11 Chapter 2 Names and Functions of Parts ·························· 12 2.1 Main Unit ························································ 12 2.2 Names and Functions of Parts of Main Unit············ 13 2.3 Rogowski Coil Sensor Part ································· 14 Chapter 3 Measurement Principle ····································· 15 3.1 Rogowski Coil Sensor Part ································· -
CTRC Series Rogowski Coil Installation Guide
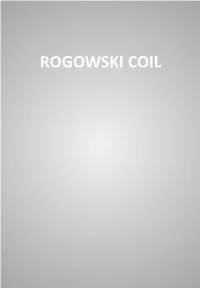
and industrial control equipment to measure the current on branch circuits and feeders. The CTRC Series CTs may be used with electric energy me- ters, like the WattNode® meters, or for other current mea- CTRC Series suring purposes. RCCTs are different in a few key ways from standard CTs. Flexible Rogowski Current They do not contain a ferromagnetic core, so they cannot Transformer - Installation Guide saturate, they have excellent linearity, and they have very low phase angle errors. Because they lack a core, it is pos- 1 CTRC Models sible to make them flexible and lightweight. Furthermore, the Models in bold are stock items. coil output signal is low voltage (less than one volt AC) and low current (microamps or less), so they are safer than ratio Coil Rated Coil CTs. CTRC models require an integrating conditioning mod- Model Inside Amps Length ule, since the output of the coil represents the rate of current Diameter change (derivative) of the actual current. RCCTs are depen- CTRC-03100-0250 250 A dent on the uniformity of the windings in the sense coil, mak- CTRC-03100-0400 400 A 3.1 in 9.7 in ing them more sensitive to the position of the conductor(s) CTRC-03100-0600 600 A (8.0 cm) (24.6 cm) being measured in the opening and more sensitive to the magnetic fields from external conductors. CTRC-03100-1000 1000 A CTRC-04500-1000 1000 A 2.1 Precautions CTRC-04500-1500 1500 A 4.5 in 15.75 in • Only qualified personnel orlicensed electricians should install current transformers (CTs). -

Current-Sensing Solutions for Power-Supply Designers
Power Supply Design Seminar Current Sensing Solutions for Power Supply Designers Topic Categories: Basic Switching Technology Design Reviews – Functional Circuit Blocks Reproduced from 1997 Unitrode Power Supply Design Seminar SEM1200, Topic 1 TI Literature Number: SLUP114 © 1997 Unitrode Corporation © 2011 Texas Instruments Incorporated Power Seminar topics and online power- training modules are available at: power.ti.com/seminars Current Sensing Solutions for Power Supply Designers By Bob Mammano ABSTRACT sensing applications, there are many issues facing the designer. Among these include: While often considered a minor overhead func tion, measuring and controlling the currents in a • The need for AC or DC current information power supply can easily become a major contributor • Average, peak, RMS, or total waveform of the to the success or failure of a design. To aid in current achieving optimum solutions for this task, this topic • Isolation requirements will review the many strategies for current sensing, • Acceptable power losses in the measurement describe the options for appropriate sensing devices, process and illustrate their application with practical design • Accuracy, stability, and robustness techniques. The distinction between current control • Bandwidth and transient response and fault protection will be explored and applied to • Mechanical considerations various power supply topologies with emphasis on • Implementation cost performance-defining characteristics. CURRENT SENSING IN POWER Since there has been no published report thus far SUPPLIES of any single current monitoring approach which is clearly superior in all the aspects given above, an im While it would be easy to classify the design of portant task in any new project is to prioritize the re the typical power supply as a voltage regulation quirements as each options will have its strengths and problem, experienced designers recognize that very weaknesses in satisfying this list of issues. -
Miao Zhao Design of Digital Integrator for Rogowski Coil
MIAO ZHAO DESIGN OF DIGITAL INTEGRATOR FOR ROGOWSKI COIL SEN- SOR Master of Science Thesis Examiner: Pro. Timo D. Hämäläinen Examiner and topic approved by the Council of the Faculty of Computing and Electrical Engineering on 4 March 2015 2 ABSTRACT MIAO ZHAO: Design of Digital Integrator for Rogowski Coil Sensor Tampere University of Technology Master of Science Thesis, 94 pages, 5 Appendix pages April 2015 Master’s Degree Programme in Information Technology Major: Digital and Computer Electronics Examiner: Professor Timo D. Hämäläinen Keywords: Rogowski coil sensor, digital integrator design, Newton - Cotes Inte- gration, Genetic Algorithm optimization, finite word length effect. The goal of this thesis is to create a well performed digital Rogowski coil integrator on PC for later implementation on FPGA, and the final filter is applied with fixed point arithmetic. Integrator’s design and optimization based on the specification provided by the company. During the implementation, the constraints of the hardware should be taken into account, and the design method needs to be verified by simulations and prac- tical experiments and tests. There are two design phases to implementing the filter. The first phase is software implementation, the integrator is realized by creating the MATLAB and C models. The other phase is hardware realization. By software application, the filter could be simu- lated with targeted test benches. After the software application is verified, hardware implementation could be carried out if it is necessary. In this thesis, RTL model is de- rived from the C model via translating it with VHDL. Afterward, the integrator is im- plemented on FPGA board for practical field tests. -
Using Rogowski Coils for Transient Current Measurements
Using Rogowski coils for transient current measurements by D. A. Ward and J. La T. Exon In recent years the Rogowski-coil method of measuring electric current has developed from a ‘laboratory curiosity to a versatile measuring system with many applications throughout industry and in research. The technique possesses many features which offer an advantage over iron-cored current measuring devices and these are well illustrated by considering how it can be used for measuring transient currents The paper describes the principle of operation of Rogowski coils and the practical aspects of using them and gives several examples of their use in making transient measurements. The Rogowski coil is a conceptually simple device. Its theory of operation illustrates some basic principles of electromagnetism applied in a practical device. The coil itself provides an elegant demonstration of Ampère's Law and, because of its inherent linearity, the response of a coil under extreme measuring situations is much easier to treat theoretically than iron-cored measuring instruments The educational aspects of studying Rogowski coils should not be overlooked. Introduction Board) for testing the stator cores of generators and motors2. ogowski coils have been used for the Rogowski and Steinhaus also described the detection and measurement of electric technique in 19123. They too were interested in currents for decades. They operate on a measuring magnetic potentials. They describe a large R simple principle. An ‘air-cored’ coil is placed number of ingenious experiments to test that their coil around the conductor in a toroidal fashion and the was providing reliable measurements. magnetic field produced by the current induces a Chattock and Rogowski used ballistic galvano- voltage in the coil. -

ROGOWSKI COILS David Ward, Rocoil Limited General Description
ROGOWSKI COILS they can measure. A Rogowski coil, on the other David Ward, Rocoil Limited hand, is 'linear'; it does not saturate and the mutual inductance between the coil and the conductor is independent of the current. General Description Many of the useful features of Rogowski coil Rogowski coils are used for measuring alternating systems result from their linearity. current. They work by sensing the magnetic field (i) They have a wide dynamic range in that the same caused by the current without the need to make an coil can be used to measure currents ranging from a electrical contact with the conductor. These coils few milliamperes to several million amperes. have been used in various forms for detecting and measuring electric currents for decades but it is (ii) Calibration is easier because the coil may be only in recent years that their potential is being calibrated at any convenient current level and the realised on a commercial scale. calibration will be accurate for all currents including very large ones. They operate on a simple principle. An 'air cored' coil is placed round the conductor in a toroidal (iii) They respond accurately to transient currents fashion so that the alternating magnetic field which makes them an excellent choice for use in produced by the current induces a voltage in the protection systems and for measuring current coil. The coil is effectively a mutual inductance pulses. coupled to the conductor being measured and the (iv) They are useful in situations where the voltage output is proportional to the rate of change of approximate value of the current to be measured is current.