CNC -- Computer Numeric Control
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Numerical Control (NC) Fundamentals
Lab Sheet for CNC Laboratory Department of Production Engineering and Metallurgy Prepared by: Dr. Laith Abdullah Mohammed Production Engineering – CNC Lab Lab Sheet Numerical Control (NC) Fundamentals What is Numerical Control (NC)? Form of programmable automation in which the processing equipment (e.g., machine tool) is controlled by coded instructions using numbers, letter and symbols - Numbers form a set of instructions (or NC program) designed for a particular part. - Allows new programs on same machined for different parts. - Most important function of an NC system is positioning (tool and/or work piece). When is it appropriate to use NC? 1. Parts from similar raw material, in variety of sizes, and/or complex geometries. 2. Low-to-medium part quantity production. 3. Similar processing operations & sequences among work pieces. 4. Frequent changeover of machine for different part numbers. 5. Meet tight tolerance requirements (compared to similar conventional machine tools). Advantages of NC over conventional systems: Flexibility with accuracy, repeatability, reduced scrap, high production rates, good quality. Reduced tooling costs. Easy machine adjustments. More operations per setup, less lead time, accommodate design change, reduced inventory. Rapid programming and program recall, less paperwork. Faster prototype production. Less-skilled operator, multi-work possible. Limitations of NC: · Relatively high initial cost of equipment. · Need for part programming. · Special maintenance requirements. · More costly breakdowns. Advantages -

High Pressure Waterjet
Application Note High Pressure Waterjet A water jet is a cutting tool capable of slicing metal or other materials by using a narrow stream of water at high velocity and pressure, or a mixture of water and an abrasive substance. The process erodes the materials in the same way as water erosion found in nature but accelerated and concentrated through high pressure. It is often used in the fabrication or manufacture of parts for machinery and other industries. It is used in applications in the mining to aerospace industries where it performs operations such as cutting, shaping, carving, and reaming. The water jet is usually connected to a high-pressure water pump (Viatran supplies units at 60K PSI) where the water is then ejected from the nozzle, cutting through the material by spraying it with the jet of high-speed water. Adding suspended grit or other abrasives, such as garnet and aluminum oxide, can accelerate this process. Because the characteristics of the cutting stream can be easily modified, water jets can be used to cut materials from processed food to exotic metals. There are few materials that cannot be effectively cut with a water jet cutter. Two of these are tempered glass and certain ceramics are resistant to water jet cutting. Water jet cuts are not typically limited by the thickness of the material, and are capable of cutting materials over a foot (30 cm) thick. An important benefit of the water jet cutter is the ability to cut material without compromising the material's inherent structure. The effects of heat are minimized by the water jet. -

Proceedings of the Second U.S. Water Jet Conference Held in 1983 at the University of Missouri-Rolla
Proceedings of the Second U.S. WATER JET CONFERENCE May 24-26, 1983 Rolla, Missouri Edited by: David A. Summers and Frank F. Haston Sponsored by School of Mines & Metallurgy, University of Missouri-Rolla Published by: University of Missouri-Rolla, Rolla, Missouri 65401 The University of Missouri-Rolla has granted the WaterJet Technology Association the right to reprint, on the Association's web site, the Proceedings of the Second U.S. Water Jet Conference held in 1983 at the University of Missouri-Rolla. Please Note. This text is a scanned in version of the original. Because of some limitations in our programming the original pagination has been changed. Other than that we have tried to make the text a little more readable by increasing the spacing between paragraphs, but the text itself has been (subject to possible OCR misinterpretations) left as written. 2nd U. S. WATER JET CONFERENCE TABLE OF CONTENTS SESSION 1 - THEORETICAL Chairman: Dr. William Cooley, Terraspace, Rockville, Maryland Dimensionless Pipe Length Analysis for Jet Modulation Systems J.L. Evers, D.L. Eddingfield and J.Y. Yuh College of Engineering and Technology Southern Illinois University at Carbondale Carbondale, Illinois 62901 An Analysis of One Possibility for Pulsating a High Pressure Water Jet M. Mazurkiewicz Rock Mechanics/Explosives Research Center University of Missouri - Rolla Rolla, Missouri 65401 Standoff Distance Improvement Using Percussive Jets E.B. Nebeker Scientific Associates, Inc. Santa Monica, California The Focused Shock Technique for Producing Transient Water Jets G. Gustafsson Department of Mechanical Engineering University of Colorado Boulder, Colorado 80309 SESSION 2 - EXPERIMENTAL & EQUIPMENT Chairman: Dr. -

MCIS Direct Numerical Control for NX CAM
MCIS Direct Numerical Control for NX CAM Connect NX CAM output directly to CNC machines Benefits Summary • Reduce NC data NX™ CAM software uses direct numerical control (DNC) connections from management costs for the Siemens’ Motion Control Information System (MCIS) to provide CNC file shop floor control to the shop floor. By directly linking CNC machines to NX CAM files, • Leverage user-friendly DNC enables NC programmers, shop floor managers, and machine tool interface to manage NC operators to easily organize, manage and transfer the correct NC programs to programs specified machines. • Reduce setup times • Automate NC program transfer to the machine tool • Keep NC data safe and backed up • Use Siemens’ SINUMERIK controllers without any additional hardware • Scalable to production requirements Connecting NX CAM data to the shop floor DNC system for transfer to CNC machines. NX machining and manufacturing solutions combine to ensure that parts are manufactured on-time and to specification by helping planning and production departments to work together more efficiently with the right data. The MCIS-DNC system can be configured to automatically transfer NC program files posted directly from NX CAM to the proper machine tools on the network. This gaurantees that the right NC program is always loaded on the right machine. Automatically route NX CAM data to the shop floor Using MCIS-DNC Explorer to manage You can generate enhanced NC programs from NX CAM that include special NC programs and related files on the instructions the DNC system can use to automatically route programs to shop floor. specified machines and operators on the shop floor. -

ME 440: Numerically Controlled Machine Tools Outline
Outline – Introduction ME 440: Numerically Controlled Machine Tools • Basic Definitions – Machine Tools – Precision Engineering Introduction • Historical Developments • Numerical Control Assistant Prof. Melik Dölen • Direct Numerical Control Department of Mechanical Engineering • CtNilCtlComputer Numerical Control • Distributed Numerical Control Middle East Technical University – Flexible Manufacturing Systems Chapter 1 ME 440 2 Definition of Machine Tool Conventional Machine Tools • Milling Mac hine • A machine used for sculpturing metal and • Lathe other substances to the desired form. • Drilling/Boring Machine • A machine system utilized for producing • Shaper/Planer machine par ts an d e lemen ts. • Grinding Machine •A machine tool is a powered mechanical • Filing Machines device, typically used to fabricate metal • Sawing Machines comppyonents of machines by the selective removal of metal. Chapter 1 ME 440 3 Chapter 1 ME 440 4 Non-traditional Machine Tools Machining Accuracy • Electro-Discharge Machine • Wire EDM • Plasma Cutter • Electron Beam Machine • Laser Beam Machine Chapter 1 ME 440 5 Chapter 1 ME 440 6 Ultraprecision Machining History of Machine Tools Processes • 1770: Simple production machines • Single-point diamond and mechanization – at the turning and CBN beggginning of the industrial cutting revolution. • 1920: Fixed automatic mechanisms • Abrasive/erosion and transfer lines for mass processes (fixed and production. free) • 1945: Machine tools with simple automatic control, such as plug • Chemical/corrosion board controllers. processes (etch- • 1952: Invention of numerical control machining) (NC). Chapter 1 ME 440 7 Chapter 1 ME 440 8 History of Machine Tools (Cont’ d) History of Machine Tools (Cont’d) • 1961: First commercial Industrial robot. • 1972: First CNCs introduced. • 1978: Flexible manufacturing system (FMS); contains CNCs, robots, material transfer system. -

Manufacturing Glossary
MANUFACTURING GLOSSARY Aging – A change in the properties of certain metals and alloys that occurs at ambient or moderately elevated temperatures after a hot-working operation or a heat-treatment (quench aging in ferrous alloys, natural or artificial aging in ferrous and nonferrous alloys) or after a cold-working operation (strain aging). The change in properties is often, but not always, due to a phase change (precipitation), but never involves a change in chemical composition of the metal or alloy. Abrasive – Garnet, emery, carborundum, aluminum oxide, silicon carbide, diamond, cubic boron nitride, or other material in various grit sizes used for grinding, lapping, polishing, honing, pressure blasting, and other operations. Each abrasive particle acts like a tiny, single-point tool that cuts a small chip; with hundreds of thousands of points doing so, high metal-removal rates are possible while providing a good finish. Abrasive Band – Diamond- or other abrasive-coated endless band fitted to a special band machine for machining hard-to-cut materials. Abrasive Belt – Abrasive-coated belt used for production finishing, deburring, and similar functions.See coated abrasive. Abrasive Cutoff Disc – Blade-like disc with abrasive particles that parts stock in a slicing motion. Abrasive Cutoff Machine, Saw – Machine that uses blade-like discs impregnated with abrasive particles to cut/part stock. See saw, sawing machine. Abrasive Flow Machining – Finishing operation for holes, inaccessible areas, or restricted passages. Done by clamping the part in a fixture, then extruding semisolid abrasive media through the passage. Often, multiple parts are loaded into a single fixture and finished simultaneously. Abrasive Machining – Various grinding, honing, lapping, and polishing operations that utilize abrasive particles to impart new shapes, improve finishes, and part stock by removing metal or other material.See grinding. -
COMPUTER INTEGRATED MANUFACTURING TECHNOLOGIES Course Objectives
COURSE MATERIAL III Year B. Tech I- Semester MECHANICAL ENGINEERING COMPUTER INTEGRATED MANUFUCTING TECHNOLOGIES R18A0312 MALLA REDDY COLLEGE OF ENGINEERING & TECHNOLOGY DEPARTMENT OF MECHANICAL ENGINEERING (Autonomous Institution-UGC, Govt. of India) Secunderabad-500100, Telangana State, India. www.mrcet.ac.in MALLA REDDY COLLEGE OF ENGINEERING & TECHNOLOGY (Autonomous Institution – UGC, Govt. of India) DEPARTMENT OF MECHANICAL ENGINEERING CONTENTS 1. Vision, Mission & Quality Policy 2. Pos, PSOs & PEOs 3. Blooms Taxonomy 4. Course Syllabus 5. Lecture Notes (Unit wise) a. Objectives and outcomes b. Notes c. Presentation Material (PPT Slides/ Videos) d. Industry applications relevant to the concepts covered e. Question Bank for Assignments f. Tutorial Questions 6. Previous Question Papers www.mrcet.ac.in MALLA REDDY COLLEGE OF ENGINEERING & TECHNOLOGY (Autonomous Institution – UGC, Govt. of India) VISION To establish a pedestal for the integral innovation, team spirit, originality and competence in the students, expose them to face the global challenges and become technology leaders of Indian vision of modern society. MISSION To become a model institution in the fields of Engineering, Technology and Management. To impart holistic education to the students to render them as industry ready engineers. To ensure synchronization of MRCET ideologies with challenging demands of International Pioneering Organizations. QUALITY POLICY To implement best practices in Teaching and Learning process for both UG and PG courses meticulously. To provide state of art infrastructure and expertise to impart quality education. To groom the students to become intellectually creative and professionally competitive. To channelize the activities and tune them in heights of commitment and sincerity, the requisites to claim the never - ending ladder of SUCCESS year after year. -

Distributed Numerical Control System: an Advancement in CNC/DNC System
International Journal of Science and Research (IJSR) ISSN (Online): 2319-7064 Index Copernicus Value (2016): 79.57 | Impact Factor (2015): 6.391 Distributed Numerical Control System: An Advancement in CNC/DNC System Anshul Mathur1, Shraddha Arya2, Tushar Sharma3 Abstract: In the today’s manufacturing environment, every kind of system is integrating with the computerization systems. This computerized system is already involved in the manufacturing environment. This manufacturing system is controlled by numbers, letters & symbols, called Numerical Control System (NC System). This system gets advancement by the role of computers & efficient system created, called Computer Numerical Control System (CNC System) and again improved by central computer system, called Direct Numerical Control System (DNC System). Now, for get a highly efficient numerical control system with precision and accuracy beyond human ability, a new system introduces, called Distributed Numerical Control System, which is the advancement in CNC/ DNC System. Thus, this paper presents the advancements of Distributed Numerical Control System over CNC/DNC System. Keywords: Advancement, Manufacturing Systems, NC, CNC, DNC, CAPP, CAD, CAM, CIM 1. Introduction The systems aspects of manufacturing are more important than ever today. The word manufacturing was originally derived from two Latin words, Manus (hand) and Factus (make), so that the combination means made by hand. In 1567 this type of manufacturing system was used and product verities were very simple to construct. This system is improved and makes efficient with the control of numbers, letters and symbols, called Numerical Control System (NC System). For the manufacturing, a set of programs were used Figure 1: Components of an NC System to control the processes. -

Manuelian Jarce 53 2017.Pdf
The Lost Throne of Queen Hetepheres from Giza: An Archaeological Experiment in Visualization and Fabrication PETER DER MANUELIAN Abstract In 1925, one of the greatest discoveries made at Giza revealed a small, unfinished chamber (labeled “G 7000 X”) more than twenty-seven meters underground, just east of the Great Pyramid. The Harvard University–Boston Museum of Fine Arts Expedition found there the deteriorated burial equipment, sarcophagus, and other objects be- longing to Queen Hetepheres I, presumed consort of Snefru and mother of Khufu. Since the discovery of this rare Old Kingdom royal assemblage, the thousands of small fragments have remained in storage in the Egyptian Museum, Cairo. Meticulous documentation allowed the excavators to reconstruct some of the queen’s furniture. However, the most exquisite piece, her “second” chair or throne, made of cedar with hundreds of faience inlays and completely gilded, was never reconstructed. This paper describes an interdisciplinary collaboration initiated by the Giza Project at Harvard University to create a full-scale reproduction of Hetepheres’s second chair in modern cedar, faience, gold, gesso, and copper. The goals for this visualization experiment were to reconstruct the excavation history, the iconog- raphy, and to document, insofar as possible, the ancient workflow the Egyptians used to construct this Old Kingdom masterpiece. The final results produced a new museum display object and research/teaching tool. Two significant features of Hetepheres’s tomb complex stand out today. One -
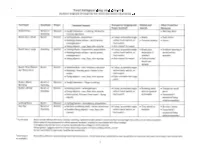
Tool Safeguarding and Controls'
Tool Safeguarding and Controls’ (Guidance originally developed by Yale University/Issued with permission) Tool Type Size/Style Power Potential Hazards Emergency Stopping and Shields and Other Protective Power Controls2 Guards Measures Arbor Press Bench or Manual • Caught between — crushing, limited by • Warning label Standing manual operation Band Saw / Small Bench Electric • Cutting blade —lacerations • E-stop, accessible single • Blade • Push sticks • Rotating blade pulleys — pinch points, action hand switch, or • Covered pulleys • Fence entanglement foot switch • Flying objects — eye, face, skin injuries • Anti-restart for wood Band Saw / Large Standing Electric • Cutting blade — lacerations, amputation • E-stop, accessible single • Blade plus • Smallest opening in • Rotating blade pulleys — pinch points, action hand switch, or extension if work surface entanglement foot switch needed possible . Flying objects — eye, face, skin injuries • Anti-restart for wood • Fully encased band saw wheels Bead / Shot Blaster Bench Electric • Abrasive shot — skin irritation, abrasion • E-stop, accessible single (w/ Glove box) • Rotating / moving parts —blade in fan action hand switch, or motor foot switch . Flying objects — eye, face, skin injuries • Door interlocks for large units Brake, Metal Bench or Manual • Caught between —finger crushing Bending Standing Buffer, Wheel Bench or Electric • Rotating parts — entanglement • E-stop, accessible single • Rotating shaft • Clamps for small Standing • Flying objects — eye, face, skin injuries action hand -
D-Constructed Tool Glossary
UNIVERSITY OF BRITISH COLUMBIA D-CONSTRUCTED TOOL GLOSSARY MATERIALS • TOOLS • PROCESSES A 21 POLAR 23 ADDITIVE MANUFACT. 66 PROFILE SCANNER C R 18 CARTESIAN 59 ROTOMOLDING 43 CNC LATHE 44 CNC MILL S 53 CNC PRESS BRAKE 20 SCARA 54 CNC PUNCH PRESS 38 STEREOLITHOGRAPHY 55 CNC ROLLER APPARATUS (S.L.A.) 45 CNC ROUTER 25 SUBTRACTIVE MANUFACT. 56 CNC TUBE BENDER 37 SELECTIVE LASER MELTING 09 CONCEPTS (S.L.M.) 16 CUTTING TOOLS 58 SINGLE POINT FORMING (S.P.F.) D 67 STRUCTURED-LIGHT 19 DELTA 12 DEGREES OF FREEDOM T 14 TOOL PATH E 49 EDM V 57 VACUUM FORMING F 07 FOREWORDS W 27 FORMATIVE FABRICATION 48 WATER JET CUTTER 35 FUSED DEPOSITION 49 WIRE EDM MODELING (F.D.M.) 13 WORK ENVELOPE H # 31 HYBRIDS 10 2D 11 3D L 68 3D BODY SCAN 36 LAMINATED OBJECT 39 3D INK JET MANUFACTURING (L.O.M.) 12 6-DEGREES OF FREEDOM 63 LIDAR I 60 INJECTION MOLDER 61 INPUT K 15 KINEMATICS M 64 MOTION CAPTURE P 14 PATH 65 PHOTOGRAMMETRY 47 PLASMA CUTTER 03 GLOSSARY 48 WATER JET CUTTER 49 WIRE EDM 05 TABLE OF CONTENT 51 FORMING 07 FOREWORDS 53 CNC PRESS BRAKE 09 TERMS & CONCEPTS 54 CNC PUNCH PRESS 55 CNC ROLLER 10 2D 56 CNC TUBE BENDER 11 3D 57 VACUUM FORMING 12 6-DEGREES OF FREEDOM 58 SINGLE POINT FORMING 13 TOOLSPACE 59 ROTOMOLDING 14 TOOLPATH 60 INJECTION MOLDING 15 KINEMATICS 16 CARTESIAN 61 INPUT 17 G-CODE | CNC 18 CARTESIAN 63 LIDAR 19 DELTA 64 MOTION CAPTURE 20 SCARA 65 PHOTOGRAMMETRY 21 POLAR 66 PROFILE SCANNER 23 ADDITIVE 67 STRUCTURED-LIGHT 25 SUBTRACTIVE 68 3D BODY SCAN 27 FORMING 29 INPUT 71 ACKNOWLEDGMENTS 31 HYBRIDS 33 ADDITIVE MANUFACT. -

Numerical Control Fabrication: Its Nature and Application
MICHAEL L. HAGLER NUMERICAL CONTROL FABRICATION: ITS NATURE AND APPLICATION Numerical control is a tool that frees the craftsman from the mechanical control of equipment in much the same way that the calculator and computer freed the engineer from the burden of manual calcula tions. This article presents background information that describes the nature of numerical control and highlights several applications of numerical control fabrication at APL. INTRODUCTION machine's motions and functions needed to fabricate a In order to understand the application of numerical workpiece contained in the numerical control program. control and computer numerical control fabrication, it It is important to understand that numerical control is valuable to review the nature of these processes that is a concept of machine control, not a manufacturing have become so commonplace in metalworking facilities. method. While it is important to understand what nu Numerical control is the operation of a machine by merical control is, it is equally critical to understand what a series of coded instructions comprised of alphanumeric it is not. Numerical control is not an electronic brain; characters. The instructions are translated into electri not even computer numerical control at the current state cal pulses or other output signals that activate motors of technology can approach the capabilities of the hu and other devices to control a machine. For machine man brain. Numerical control cannot think, evaluate, tools, numerical control commands range from positive judge, discern, or show any true adaptability. It is pos positioning of the spindle in relation to the workpiece, sible, with advanced computer numerical control, to have to auxiliary functions such as selecting a tool station or predetermined logic trees or alternatives that allow in a turret, or controlling the speed and direction of spin correct instructions or unplanned occurrences such as dle rotation.