Technologies for the Processing of Polymetallic Nodules from Clarion Clipperton Zone in the Pacific Ocean
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
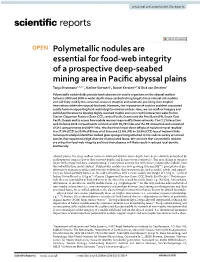
Polymetallic Nodules Are Essential for Food-Web Integrity of a Prospective Deep-Seabed Mining Area in Pacific Abyssal Plains
www.nature.com/scientificreports OPEN Polymetallic nodules are essential for food‑web integrity of a prospective deep‑seabed mining area in Pacifc abyssal plains Tanja Stratmann1,2,3*, Karline Soetaert1, Daniel Kersken4,5 & Dick van Oevelen1 Polymetallic nodule felds provide hard substrate for sessile organisms on the abyssal seafoor between 3000 and 6000 m water depth. Deep‑seabed mining targets these mineral‑rich nodules and will likely modify the consumer‑resource (trophic) and substrate‑providing (non‑trophic) interactions within the abyssal food web. However, the importance of nodules and their associated sessile fauna in supporting food‑web integrity remains unclear. Here, we use seafoor imagery and published literature to develop highly‑resolved trophic and non‑trophic interaction webs for the Clarion‑Clipperton Fracture Zone (CCZ, central Pacifc Ocean) and the Peru Basin (PB, South‑East Pacifc Ocean) and to assess how nodule removal may modify these networks. The CCZ interaction web included 1028 compartments connected with 59,793 links and the PB interaction web consisted of 342 compartments and 8044 links. We show that knock‑down efects of nodule removal resulted in a 17.9% (CCZ) to 20.8% (PB) loss of all taxa and 22.8% (PB) to 30.6% (CCZ) loss of network links. Subsequent analysis identifed stalked glass sponges living attached to the nodules as key structural species that supported a high diversity of associated fauna. We conclude that polymetallic nodules are critical for food‑web integrity and that their absence will likely result in reduced local benthic biodiversity. Abyssal plains, the deep seafoor between 3000 and 6000 m water depth, have been relatively untouched by anthropogenic impacts due to their extreme depths and distance from continents 1. -

4. a Growth Model for Polymetallic Nodules
A GEOLOGICAL MODEL OF POLYMETALLIC NODULE DEPOSITS IN THE CLARION‐CLIPPERTON FRACTURE ZONE ISA TECHNICAL STUDY SERIES Technical Study No. 1 Global Non‐Living Resources on the Extended Continental Shelf: Prospects at the year 2000 Technical Study No. 2 Polymetallic Massive Sulphides and Cobalt‐Rich Ferromanganese Crusts: Status and Prospects Technical Study No. 3 Biodiversity, Species Ranges and Gene Flow in the Abyssal Pacific Nodule Province: Predicting and Managing the Impacts of Deep Seabed Mining Technical Study No. 4 Issues associated with the Implementation of Article 82 of the United Nations Convention on the Law of the Sea Technical Study No. 5 Non‐Living resources of the Continental Shelf beyond 200 nautical miles: Speculations on the Implementation of Article 82 of the United Nations Convention on the Law of the Sea PAGE | II A GEOLOGICAL MODEL OF POLYMETALLIC NODULE DEPOSITS IN THE CLARION‐ CLIPPERTON FRACTURE ZONE This report contains a summary of two documents – A Geological Model of Polymetallic Nodule Deposits in the Clarion‐Clipperton Fracture Zone and a Prospector’s Guide prepared under the project ‘Development of a Geological Model of Polymetallic Nodule Deposits in the Clarion‐Clipperton Fracture Zone, Pacific Ocean’. ISA TECHNICAL STUDY: NO. 6 International Seabed Authority Kingston, Jamaica PAGE | III The designation employed and the presentation of materials in this publication do not imply the expression of any opinion whatsoever on the part of the Secretariat of the International Seabed Authority concerning the legal status of any country or territory or of its authorities, or concerning the delimitation of its frontiers or maritime boundaries. All rights reserved. -

Where Are They Seeking to Mine First? Much of the Deep Ocean Floor Is Composed of Vast, Flat, Sediment- Covered Areas Called Abyssal Plains
Deep-sea mining: fact sheet 4 Deep-sea mining: where are they seeking to mine first? Much of the deep ocean floor is composed of vast, flat, sediment- covered areas called abyssal plains. Extensive deposits of manganese or polymetallic nodules have been found on the abyssal plains of the Eastern Pacific Ocean between Mexico and Hawaii. The nodules are of commercial interest The ISA has already granted 16 contracts to because they contain cobalt, copper, nickel and explore for metals across more than a million manganese, which have precipitated around square kilometers of the CCZ. Some of the fish bones, teeth and other small objects over contractors want to start mining the nodules. millions of years. These metals are in demand (See map 'Clarion Clipperton Fracture Zone' on to build batteries, electronic equipment and page 2.) renewable energy technologies. The largest deposits of nodules found to Clarion Clipperton Fracture Zone date lie at depths of four to six kilometers in Research expeditions have continuously an area called the Clarion Clipperton Fracture identified new species in this area, leading marine Zone (CCZ), in the eastern Pacific Ocean scientists to speculate that the vast majority of Below:octopod hanging between Mexico and Hawaii. This is the area life there has yet to be discovered. They believe underneath her brood of of the seabed where the International Seabed that the CCZ may be one of the most biologically 30 eggs, 2–2.7cm-long, Authority (ISA), which regulates deep-sea diverse areas of deep sea on the planet. each individually attached mining in all marine areas outside national Major research projects, such as the JPI to the sponge stalk. -

Polymetallic Nodules Are Essential for Food-Web Integrity of a Prospective
bioRxiv preprint doi: https://doi.org/10.1101/2021.02.11.430718; this version posted February 12, 2021. The copyright holder for this preprint (which was not certified by peer review) is the author/funder, who has granted bioRxiv a license to display the preprint in perpetuity. It is made available under aCC-BY-NC-ND 4.0 International license. 1 Polymetallic nodules are essential for food-web integrity of a prospective 2 deep-seabed mining area in Pacific abyssal plains 3 4 Tanja Stratmann1,2,3, Karline Soetaert1, Daniel Kersken4,5, Dick van Oevelen1 5 1 Department of Estuarine and Delta Systems, NIOZ Royal Netherlands Institute for Sea 6 Research, P.O. Box 140, 4400 AC Yerseke, The Netherlands. 7 2 Department of Earth Sciences, Utrecht University, Vening Meineszgebouw A, Princetonlaan 8 8a, 3584 CB Utrecht, The Netherlands. 9 3 HGF MPG Joint Research Group for Deep-Sea Ecology and Technology, Max Planck Institute 10 for Marine Microbiology, Celsiusstraße 1, 28359 Bremen, Germany. 11 4 German Centre for Marine Biodiversity Research (DZMB), Senckenberg am Meer, Südstrand 12 44, 26382 Wilhelmshaven, Germany. 13 5 Marine Zoology, Senckenberg Research Institute and Nature Museum, Senckenberganlage 25, 14 60325 Frankfurt am Main, Germany. 15 16 *corresponding author: Tanja Stratmann, [email protected] 17 18 Keywords: binary food web, DISCOL, anthropogenic impact, interaction matrix 19 20 Abstract 21 Polymetallic nodule fields provide hard substrate for sessile organisms on the abyssal seafloor 22 between 3,000 and 6,000 m water depth. Deep-seabed mining targets these mineral-rich nodules 23 and will likely modify the consumer-resource (trophic) and substrate-providing (non-trophic) 24 interactions within the abyssal food web. -

International Seabed Authority the Eighth Session of the International
International Seabed Authority The eighth session of the International Seabed Authority was held at Kingston, Jamaica, from 5 to 16 August 2002. Among the most important substantive matters discussed by the Authority during the session were the first set of annual reports of the seven contractors for exploration for polymetallic nodules and future regulations for prospecting and exploration for polymetallic sulphides and cobalt-rich ferromanganese crusts. The eighth session also included a one-day seminar, open to all members and observers, on the prospects for hydrothermal polymetallic sulphides and cobalt-rich ferromanganese crusts in the Area. The seminar consisted of presentations by marine geologists and biologists of the latest findings about these resources and their environment and was intended to provide participants with background information on the status and characteristics of deep sea polymetallic sulphides and cobalt-rich ferromanganese crusts as well as information on the marine environment where these minerals are located. The essential problem for the Authority is that many of the same hydrothermal vent sites that are being targeted by scientific researchers and bioprospectors are also of considerable interest to prospective seabed miners. There is therefore considerable overlap, as well as potential for conflict, between the Authority’s responsibilities in respect of the marine environment and activities directed at bioprospecting. The papers presented at the seminar have been published by the Authority as a technical study. Most of the substantive work during the eighth session was carried out by the Legal and Technical Commission. In pursuance of the supervisory functions of the Authority with respect to contracts for exploration, the Commission made an evaluation of the first set of annual reports submitted by the contractors in accordance with the Authority’s regulations for prospecting and exploration for polymetallic nodules in the Area. -

Structural Economic Assessment of Polymetallic Nodules Mining Project with Updates to Present Market Conditions
minerals Article Structural Economic Assessment of Polymetallic Nodules Mining Project with Updates to Present Market Conditions Tomasz Abramowski 1,2,* , Marcin Urbanek 3 and Peter Baláž 2 1 Faculty of Navigation, Maritime University of Szczecin, 70-500 Szczecin, Poland 2 Interoceanmetal Joint Organization IOM, 71-541 Szczecin, Poland; [email protected] 3 Qvistorp, 71-487 Szczecin, Poland; [email protected] * Correspondence: [email protected] Abstract: This paper presents the economic structure, assumptions, and relations of deep-sea mining project assessment and the results of its evaluation, based on exploration activities and research in the field of geology, mining technology, processing technology, and environmental and legislative studies. The Interoceanmetal Joint Organization (IOM) and cooperating organizations conducted a study incorporating those elements of the project that are recognized as most important for commercial viability. On the basis of formulated financial flow of operating and capital expenses of one processing technology the possible market unit price of polymetallic nodules was estimated and the result is presented in this paper. The rapidly changing economic situation, affected inter alia by the COVID- 19 pandemic, is reflected in the study and updated results are based on recent changes in metal prices. Although assumptions related to mining costs need to be confirmed during pilot mining tests, promising results have been shown in the case of the use of high-pressure acid leaching processing technology (HPAL) as well as in the case of raw ore sales. A pre-feasibility study of the project will Citation: Abramowski, T.; Urbanek, focus on the two most promising variants of the model. -
Manuscript Are Stored at the Royal Belgian Institute of Natural 656 Sciences, and the Data Discussed in the Manuscript Are Submitted to PANGEA
1 Biogeography and community structure of 2 abyssal scavenging Amphipoda (Crustacea) in 3 the Pacific Ocean. 4 5 Patel, Tasnim.1, 2, Robert, Henri.1, D'Udekem D'Acoz, Cedric.3, Martens, 6 Koen.1,2, De Mesel, Ilse.1, Degraer, Steven.1,2 & Schön, Isa.1, 4 7 8 1 Royal Belgian Institute of Natural Sciences, Operational Directorate Natural Environment, 9 Aquatic and Terrestrial Ecology, Vautierstraat 29, B-1000 Brussels, Gulledelle 100, 1000 10 Brussels and 3e en 23e linieregimentsplein, 8400 Oostende, Belgium. 11 2 University of Ghent, Dept Biology, K.L. Ledeganckstraat 35, B-9000 Ghent, Belgium 12 3 Royal Belgian Institute of Natural Sciences, Operational Directorate Taxonomy & 13 Phylogeny, Vautierstraat 29, B-1000 Brussels, Belgium. 14 4 University of Hasselt, Research Group Zoology, Agoralaan Building D, B-3590 15 Diepenbeek, Belgium. 16 17 Corresponding author: Ms. Tasnim Patel - [email protected] 18 19 20 21 22 23 24 25 26 27 1 | Page 28 Abstract 29 30 In 2015, we have collected more than 60,000 scavenging amphipod specimens during two 31 expeditions to the Clarion-Clipperton fracture Zone (CCZ), in the Northeast (NE) Pacific and 32 to the DISturbance and re-COLonisation (DisCOL) Experimental Area (DEA), a simulated 33 mining impact disturbance proxy in the Peru basin, Southeast (SE) Pacific. Here, we compare 34 biodiversity patterns of the larger specimens (> 15 mm) within and between these two 35 oceanic basins. Eight scavenging amphipod species are shared between these two areas, thus 36 indicating connectivity. We further provide evidence that disturbance proxies seem to 37 negatively affect scavenging amphipod biodiversity, as illustrated by a reduced alpha 38 biodiversity in the DEA (Simpson Index (D) = 0.62), when compared to the CCZ (D = 0.73) 39 and particularly of the disturbance site in the DEA and the site geographically closest to it. -

Predicting the Impacts of Nodule Mining in the Pacific Ocean
SUPPORTED BY Research Team Peer Reviewers Editorial Team Dr. Andrew Chin, Prof. Alex David Rogers, Dr. Helen Rosenbaum, College of Science and Science Director, REV Ocean, Deep Sea Mining Campaign, Engineering, James Cook Oksenøyveien 10, NO-1366 Australia University, Townsville, Australia Lysaker, Norway. Mr. Andy Whitmore, Ms. Katelyn Hari, Dr. Kirsten Thompson, Deep Sea Mining Campaign, College of Science and Lecturer in Ecology, University of United Kingdom Engineering, James Cook Exeter, United Kingdom Dr. Catherine Coumans, University, Townsville, Australia Dr. John Hampton, Mining Watch Canada Dr. Hugh Govan, Chief Scientist, Fisheries Ms. Sian Owen, Adjunct Senior Fellow, School of Aquaculture and Marine Deep Sea Conservation Coalition, Government, Development and Ecosystems Division (FAME), Netherlands International Affairs, University of Pacific Community, Noumea, the South Pacific, Suva, Fiji New Caledonia Mr. Duncan Currie, Deep Sea Conservation Coalition, Dr. Tim Adams, To cite this report New Zealand Fisheries Management Consultant, Chin, A and Hari, K (2020), Port Ouenghi, New Caledonia Design: Ms. Natalie Lowrey, Predicting the impacts of Dr. John Luick, Deep Sea Mining Campaign, mining of deep sea polymetallic Oceanographer, Australia nodules in the Pacific Ocean: Flinders University of South A review of Scientific literature, Australia, Adelaide, Australia For Correspondence: Deep Sea Mining Campaign and Dr. Helen Rosenbaum, MiningWatch Canada, 52 pages Prof. Matthew Allen, DSM Campaign Director of Development [email protected] Studies, School of Government, Development and International Affairs, University of the South Pacific, Suva, Fiji FRONT COVER: A SPERM WHALE AND FREEDIVER. IF NODULE MINING DEVELOPS DEEP-DIVING WHALES LIKE THE VULNERABLE SPERM WHALE COULD BE ADVERSELY IMPACTED. -

Linkages Between the Genesis and Resource Potential of Ferromanganese Deposits in the Atlantic, Pacific, and Arctic Oceans
minerals Article Linkages between the Genesis and Resource Potential of Ferromanganese Deposits in the Atlantic, Pacific, and Arctic Oceans Amaya Menendez 1,*, Rachael James 1, Natalia Shulga 2, Doug Connelly 3 and Steve Roberts 1 ID 1 Ocean and Earth Science, National Oceanography Centre Southampton, University of Southampton Waterfront Campus, European Way, Southampton SO14 3ZH, UK; [email protected] (R.J.); [email protected] (S.R.) 2 Shirshov Institute of Oceanology, Russian Academy of Sciences, 36, Nakhimovsky prt., 117997 Moscow, Russia; [email protected] 3 National Oceanography Centre, University of Southampton Waterfront Campus, European Way, Southampton SO14 3ZH, UK; [email protected] * Correspondence: [email protected] Received: 6 March 2018; Accepted: 3 May 2018; Published: 5 May 2018 Abstract: In addition to iron and manganese, deep sea ferromanganese deposits, including nodules and crusts, contain significant amounts of economically interesting metals, such as cobalt (Co), nickel (Ni), copper (Cu), and rare Earth elements and yttrium (REY). Some of these metals are essential in the development of emerging and new-generation green technologies. However, the resource potential of these deposits is variable, and likely related to environmental conditions that prevail as they form. To better assess the environmental controls on the resource potential of ferromanganese deposits, we have undertaken a detailed study of the chemical composition of ferromanganese nodules and one crust sample from different oceanic regions. Textural and chemical characteristics of nodules from the North Atlantic and a crust from the South Pacific suggest that they acquire metals from a hydrogenous source. -
Exploring the Clarion-Clipperton Zone the Clarion-Clipperton Zone Is in High Demand
Exploring the Clarion-Clipperton Zone The Clarion-Clipperton Zone is in high demand. This map shows areas under current exploration contracts, areas reserved for future exploration, and areas set aside for protection of the marine environment. Reserved for future exploration Under current exploration contracts Area of particular environmental interest (APEI) 950 mi 1500 km The ISA Environmental Many CCZ seamounts Management Plan for have peaks that rise to the CCZ recognizes nine 2,000 meters (1.2 miles) subregions that differ in below the surface.* productivity, depth, and They are known for their biology. It established biodiversity, hosting deep- no-mining areas in each to water corals, sponges, protect a range of habitats and fish. and biodiversity. Many creatures that In 2016, scientists inhabit the CCZ live more discovered a new species than 5,000 meters (3.1 of octopus 4,000 meters miles) beneath the ocean’s (2.5 miles) below the surface. These creatures sea. Dubbed the ghost have adapted in ways octopus and nicknamed that allow them to survive “Casper,” it lays its eggs on crushing pressure in a sponge stalks anchored to near-lightless environment. manganese nodules.† Polymetallic nodules Scientists are continuously are found on the abyssal discovering new species in plains of all major oceans. the CCZ. By one estimate, The CCZ has the largest 90 percent of the species concentration of nodule that researchers collect are fields.‡ new to science.§ Xenophyophores are A 1978 experiment to single-celled creatures the recover nodules removed size of tennis balls, or larger, a layer of sediment 4.5 that live on the seafloor— centimeters thick and 1.5 often attached to nodules— meters wide from the CCZ and sediment to build area. -
Deep Sea Mining
Deep seabed mining A rising environmental challenge Luc Cuyvers, Whitney Berry, Kristina Gjerde, Torsten Thiele and Caroline Wilhem INTERNATIONAL UNION FOR CONSERVATION OF NATURE About IUCN IUCN is a membership Union uniquely composed of both government and civil society organisations. It provides public, private and non-governmental organisations with the knowledge and tools that enable human progress, economic development and nature conservation to take place together. Created in 1948, IUCN is now the world’s largest and most diverse environmental network, harnessing the knowledge, resources and reach of more than 1,300 Member organisations and some 10,000 experts. It is a leading provider of conservation data, assessments and analysis. Its broad membership enables IUCN to fill the role of incubator and trusted repository of best practices, tools and international standards. IUCN provides a neutral space in which diverse stakeholders including governments, NGOs, scientists, businesses, local communities, indigenous peoples organisations and others can work together to forge and implement solutions to environmental challenges and achieve sustainable development. Working with many partners and supporters, IUCN implements a large and diverse portfolio of conservation projects worldwide. Combining the latest science with the traditional knowledge of local communities, these projects work to reverse habitat loss, restore ecosystems and improve people’s well-being. www.iucn.org http://twitter.com/IUCN/ Deep seabed mining A rising environmental challenge Deep seabed mining A rising environmental challenge Luc Cuyvers, Whitney Berry, Kristina Gjerde, Torsten Thiele and Caroline Wilhem The designation of geographical entities in this book, and the presentation of the material, do not imply the expression of any opinion whatsoever on the part of IUCN or other participating organisations concerning the legal status of any country, territory, or area, or of its authorities, or concerning the delimitation of its frontiers or boundaries. -
Characterization of Fines Produced by Degradation of Polymetallic Nodules from the Clarion–Clipperton Zone
minerals Article Characterization of Fines Produced by Degradation of Polymetallic Nodules from the Clarion–Clipperton Zone Mun Gi Kim 1 , Kiseong Hyeong 1, Chan Min Yoo 2, Ji Yeong Lee 3 and Inah Seo 4,* 1 Global Ocean Research Center, Korea Institute of Ocean Science and Technology, Busan 49111, Korea; [email protected] (M.G.K.); [email protected] (K.H.) 2 Deep-Sea Mineral Resources Research Center, Korea Institute of Ocean Science and Technology, Busan 49111, Korea; [email protected] 3 Department of Earth and Environmental Sciences, Pukyong National University, Busan 48513, Korea; [email protected] 4 Department of Earth and Environmental Sciences, Jeonbuk National University, Jeonju 54896, Korea * Correspondence: [email protected] Abstract: The discharge of fluid–particle mixture tailings can cause serious disturbance to the marine environment in deep-sea mining of polymetallic nodules. Unrecovered nodule fines are one of the key components of the tailings, but little information has been gained on their properties. Here, we report major, trace, and rare earth element compositions of <63 µm particles produced by the experimental degradation of two types of polymetallic nodules from the Clarion–Clipperton Zone. Compared to the bulk nodules, the fines produced are enriched in Al, K, and Fe and depleted in Mn, Co, Ni, As, Mo, and Cd. The deviation from the bulk composition of original nodules is particularly pronounced in the finer fraction of particles. With X-ray diffraction patterns showing a general increase in silicate and aluminosilicates in the fines, the observed trends indicate a significant contribution of sediment particles released from the pores and cracks of nodules.