Wood Dust in Sawmills Compilation of Industry Best Practices
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Sheet Products Sheet
SHEET PRODUCTS SHEET HAWAII: 2312 Kamehameha Hwy #E3 Tel: 808 833 1600 PAGE 1 2.13 Honolulu, HI 96819 Fax: 808 834 0577 ARCHITECTURAL WOODS LP HARDWOOD PLYWOOD HARDWOOD PLYWOOD CORE TYPES The hardwood plywood family of products VENEER CORE includes panel products constructed with All inner plies of wood core material made from: veneer (softwood veneer. SHEET or hardwood, which may be of a different Thickness: species than the panel face), lumber, medium 5/16” or less .......... 3-PLY density fiberboard (MDF), particleboard, other 3/8” ........................ 5-PLY composite panels, or any combination of these 1/2” TO 5/8” ........... 7-PLY 3/4” & Over ............ 7-PLY Min core materials. Panels made with the various core types may differ from one another with Benefit: respect to certain properties such as flatness, Best screwhold power dimensional stability, screwholding ability, bending strength, and visual edge quality. The relative importance of specific properties COMPOSITE CORE in a particular application of the product Consists of wood veneer help determine the appropriate core type inner plies with that should be used. Be sure to discuss your MDF or MPX. product needs with your AWI representative so that they can suggest an appropriate panel for Thickness: 1/2” to 3/4” your particular use. Benefit: SOFTWOOD VENEER cores are light and strong Lightweight. Strong. No core but do not typically yield a panel as flat and telegraphing. Ideal for smooth as composite cores like particleboard overlaying of veneers, high pressure laminates and or MDF. Using a two step, or “blank” process miscellaneus gluable papers can significantly improve veneer core panels’ and foils. -

Use of Wood Residue in Making Reconstituted Board Products
University of Montana ScholarWorks at University of Montana Graduate Student Theses, Dissertations, & Professional Papers Graduate School 1959 Use of wood residue in making reconstituted board products Suthi Harnsongkram The University of Montana Follow this and additional works at: https://scholarworks.umt.edu/etd Let us know how access to this document benefits ou.y Recommended Citation Harnsongkram, Suthi, "Use of wood residue in making reconstituted board products" (1959). Graduate Student Theses, Dissertations, & Professional Papers. 3981. https://scholarworks.umt.edu/etd/3981 This Thesis is brought to you for free and open access by the Graduate School at ScholarWorks at University of Montana. It has been accepted for inclusion in Graduate Student Theses, Dissertations, & Professional Papers by an authorized administrator of ScholarWorks at University of Montana. For more information, please contact [email protected]. THE USE OF WOOD RESIDUE IN MAKING RECONSTITUTED BOMD HiODUCTS SUTHI HARNSOMJKRAM B.S.F., Unlveinsity of the Philippines, 1952 Presented in partial fulfillment of the requirements for the degree of Master of Forestry MONTANA STATE UNIVERSITY 1959 Approved Dean, Graduate School I 3 I960 Date UMI Number: EP34193 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent on the quality of the copy submitted. In the unlikely event that the author did not send a complete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. UMT " DlM«litionP«ibWfca ^ UMI EP34193 Copyright 2012 by ProQuest LLC. All rights reserved. This edition of the work is protected against unauthorized copying under Title 17, United States Code. -

LP Solidstart LVL Technical Guide
U.S. Technical Guide L P S o l i d S t a r t LV L Technical Guide 2900Fb-2.0E Please verify availability with the LP SolidStart Engineered Wood Products distributor in your area prior to specifying these products. Introduction Designed to Outperform Traditional Lumber LP® SolidStart® Laminated Veneer Lumber (LVL) is a vast SOFTWARE FOR EASY, RELIABLE DESIGN improvement over traditional lumber. Problems that naturally occur as Our design/specification software enhances your in-house sawn lumber dries — twisting, splitting, checking, crowning and warping — design capabilities. It ofers accurate designs for a wide variety of are greatly reduced. applications with interfaces for printed output or plotted drawings. Through our distributors, we ofer component design review services THE STRENGTH IS IN THE ENGINEERING for designs using LP SolidStart Engineered Wood Products. LP SolidStart LVL is made from ultrasonically and visually graded veneers arranged in a specific pattern to maximize the strength and CODE EVALUATION stifness of the veneers and to disperse the naturally occurring LP SolidStart Laminated Veneer Lumber has been evaluated for characteristics of wood, such as knots, that can weaken a sawn lumber compliance with major US building codes. For the most current code beam. The veneers are then bonded with waterproof adhesives under reports, contact your LP SolidStart Engineered Wood Products pressure and heat. LP SolidStart LVL beams are exceptionally strong, distributor, visit LPCorp.com or for: solid and straight, making them excellent for most primary load- • ICC-ES evaluation report ESR-2403 visit www.icc-es.org carrying beam applications. • APA product report PR-L280 visit www.apawood.org LP SolidStart LVL 2900F -2.0E: AVAILABLE SIZES b FRIEND TO THE ENVIRONMENT LP SolidStart LVL 2900F -2.0E is available in a range of depths and b LP SolidStart LVL is a building material with built-in lengths, and is available in standard thicknesses of 1-3/4" and 3-1/2". -

Installation, Care, and Maintenance of Wood Shake and Shingle Siding
United States Department of Agriculture Installation, Care, and Forest Service Maintenance of Wood Forest Products Laboratory Shake and Shingle Siding General Jack Dwyer Technical Report Tony Bonura FPL–GTR–202 Arnie Nebelsick Sam Williams Christopher G. Hunt Abstract Contents This article gives general guidelines for selection, instal- Introduction ......................................................................... 1 lation, finishing, and maintenance of wood shakes and Selection .............................................................................. 1 shingles. The authors gathered information from a variety of Shakes ............................................................................. 1 sources: research publications on wood finishing, technical data sheets from paint manufacturers, installation instruc- Shingles ........................................................................... 2 tions for shake and shingle siding, and interviews with Specialty Sidewall Products ............................................ 3 experts having experience constructing and inspecting shake Installation ........................................................................... 5 and shingle siding. If research reports could not be found, the recommendations are based on opinions of experts and Rain-Screen Method ....................................................... 5 practices that have been shown to give good service life for Direct Application ........................................................... 6 shakes and shingles. -

Environmental Considerations of Treated Wood National Park Service – Pacific West Region
Environmental Considerations of Treated Wood National Park Service – Pacific West Region Overview In support of the mission of the National Park Service, making wise decisions about using wood treatments will help protect the natural areas and biodiversity of our parks, and the health of our employees. Preservative-treated wood’s most important benefit is its resistance to water, fungal, and insect damage. Extending the life of wood products reduces the demands on forests for replacement lumber and reduces maintenance and replacement costs. Historic wooden structures that must be repaired with compatible materials or replaced with in-kind materials make durability even more important. Treated woods are nearly impervious to rot and insects, making them good for outdoor use. Wood treated with chromated copper arsenate (CCA) poses certain environmental and health risks, including the leaching of chemicals such as arsenic and chromium into the environment and workers’ risk of exposure to hazardous chemicals. Disposal of treated wood also proves to be an issue, particularly disposal by incineration. Due to these concerns, manufacturers of treated wood and the EPA reached an agreement to end the sale of CCA-treated wood for most lumber products, effective January 1, 2004. The following offers less-toxic alternatives to CCA, handling and use precautions, and other recommendations when considering using treated wood. Due to the toxicity and potential effects on health and the environment, the Presidio Trust implemented a policy on the use of pressure treated lumber. Standard operating procedure now prohibits the use of CCA, ACZA, CZC, ACC, and Pentachlorophenol. All dimensional lumber is now treated with ACQ as an alternative. -

Western BCI ® and VERSA-LAM ® Specifier Guide
WESTERN SPECIFIER GUIDE for products manufactured in White City, Oregon WSG 03/14/2013 2 The SIMPLE FRAMING SYSTEM® Makes Designing Homes Easier Architects, engineers, and designers trust Boise Cascade's engineered wood products to provide a better system for framing floors and roofs. It's the SIMPLE FRAMING SYSTEM®, conventional framing methods when crossventila tion and wiring. featuring beams, joists and rim boards the resulting reduced labor and Ceilings Framed with BCI® Joists materials waste are con sidered. that work together as a system, so you The consistent size of BCI® Joists spend less time cutting and fitting. In There's less sorting and cost associ ated with disposing of waste because helps keep gypsum board flat and fact, the SIMPLE FRAMING SYSTEM® you order only what you need. free of unsightly nail pops and ugly uses fewer pieces and longer lengths Although our longer lengths help your shadows, while keeping finish work than conventional framing, so you'll clients get the job done faster, they to a minimum. complete jobs in less time. cost no more. VERSALAM® Beams for Floor You'll Build Better Homes Environmentally Sound and Roof Framing with the These highlystable beams are ® As an added bonus, floor and roof free of the largescale defects that SIMPLE FRAMING SYSTEM ® systems built with BCI Joists require plague dimension beams. The Now it's easier than ever to design about half the number of trees as and build better floor systems. When result is quieter, flatter floors (no those built with dimension lumber. -

AP42 Chapter 9 Reference
1 AP-42 Section Number: 9.9.1 Reference Number: 3 Title: Review Of Compliance Monitoring Programs With Respect To Grain L.I /p' Elevators, Final Report \ J Midwest Research Institute March 1980 ,. 2. .\ .#. ., .-?. , ,/ , , .. : 'I . I., .. , ,.. / MIDWEST RESEARCH..-*--*--- REVIEW OF CONPLLLYCE MONITORIXTG PXOGRAiiS WITH XESPECT TO GUIX ELEVtZORS .. \ FINAL REPORT Date Prepared: ?larch 24, 1980 ET3 Contract No. 68-01-4139. Task Xcs. 12 and 1& MRI Project Nos. 4310-i(12 and 14) EO r Division of Stationary Scurse Enforcement E.3. Environmental Protection Agency 401 14 Street, S.W. Fiashington, D .Z. ?.Ob60 Attn: Robert i. King MIDWEST RESEARCH INSTITUTE 425 VOLKER.BOULEVARD, KANSAS CITY, MISSOURI 64110 0 816 753-7600 .. I II EPA REVIEW NOTICE 1 t This report has been reviewed and approved by the Environ- mental Protection Agency. Approval does not signify that the contents necessarily reflect the views and policies of the government, nor does mention of trade names or cmr- cia1 products constitute endorsement or recommendation for i use. I I I I I I I i MRI -NORTH STAR LABORATORIES 10701 Red Circle Drive, Minnetonka. Minnesota 55343 - 612 933-7880 I MRI WASHINGTON,D.C. 20006-Suite 250,1750K Street, N.W.* 202 293-3800 REVIEW OF COMPLIANCE MONITORING PROGRAMS WITH RESPECT TO GRAIN ELEVATORS FINAL REPORT Date Prepared: March 24, 1980 EPA Contract No. 68-01-4139, Task Nos. 12 and 14 MXI Project Nos. 4310-L(12 and 14) For Division of Stationary Source Enforcement U.S. Environmental Protection Agency 401 M Street, S.W. Washington, D.C. 20460 Attn: Robert L. -

UFGS 06 10 00 Rough Carpentry
************************************************************************** USACE / NAVFAC / AFCEC / NASA UFGS-06 10 00 (August 2016) Change 2 - 11/18 ------------------------------------ Preparing Activity: NAVFAC Superseding UFGS-06 10 00 (February 2012) UNIFIED FACILITIES GUIDE SPECIFICATIONS References are in agreement with UMRL dated July 2021 ************************************************************************** SECTION TABLE OF CONTENTS DIVISION 06 - WOOD, PLASTICS, AND COMPOSITES SECTION 06 10 00 ROUGH CARPENTRY 08/16, CHG 2: 11/18 PART 1 GENERAL 1.1 REFERENCES 1.2 SUBMITTALS 1.3 DELIVERY AND STORAGE 1.4 GRADING AND MARKING 1.4.1 Lumber 1.4.2 Structural Glued Laminated Timber 1.4.3 Plywood 1.4.4 Structural-Use and OSB Panels 1.4.5 Preservative-Treated Lumber and Plywood 1.4.6 Fire-Retardant Treated Lumber 1.4.7 Hardboard, Gypsum Board, and Fiberboard 1.4.8 Plastic Lumber 1.5 SIZES AND SURFACING 1.6 MOISTURE CONTENT 1.7 PRESERVATIVE TREATMENT 1.7.1 Existing Structures 1.7.2 New Construction 1.8 FIRE-RETARDANT TREATMENT 1.9 QUALITY ASSURANCE 1.9.1 Drawing Requirements 1.9.2 Data Required 1.9.3 Humidity Requirements 1.9.4 Plastic Lumber Performance 1.10 ENVIRONMENTAL REQUIREMENTS 1.11 CERTIFICATIONS 1.11.1 Certified Wood Grades 1.11.2 Certified Sustainably Harvested Wood 1.11.3 Indoor Air Quality Certifications 1.11.3.1 Adhesives and Sealants 1.11.3.2 Composite Wood, Wood Structural Panel and Agrifiber Products SECTION 06 10 00 Page 1 PART 2 PRODUCTS 2.1 MATERIALS 2.1.1 Virgin Lumber 2.1.2 Salvaged Lumber 2.1.3 Recovered Lumber -

GLOSSARY for WOOD BASED PANEL PRODUCTS (The Text Contains More Common Panel Terms.)
GLOSSARY FOR WOOD BASED PANEL PRODUCTS (The text contains more common panel terms.) AIS - Abbreviation for asphalt impregnated Glulam - Short for glued laminated beam. These sheathing. A fibreboard product used for exterior are made of several layers of “lumber” glued wall sheathing. It contains asphalt mixed into the together in layers to form one structural piece. fibres to assist in improving weatherability. Interior Type - Moisture resistant glue is used to Butt Joint - The joint formed when two panels make this plywood, rather than 100% exterior meet but do not overlap. glue. Interior type also permits lower grade veneers. Chamfer - The flat surface left when cutting off the square edge of a panel or lumber. Lumber Core - The inner part of a wood veneered product that has lumber strips rather Cleaned and Sized - A light surface mechanical than more plywood veneers. process that removes material form the surface to provide an even surface and a panel of Non-certified - Plywood not certified by an uniform thickness. accepted agency as meeting the appropriate standards. Non-certified plywood is not accepted Composite - Made up of several items. by building codes and some other organizations. Panels may bear the mark of the manufacturer, Core - In a 3-ply panel, the innermost part but this is not a substitute for an accepted contained between the surfaces. In 5-ply, the certifying agency grade stamp. innermost ply contained between the cross bands. O & ES - Abbreviation for oiled and edge sealed, a process done to plywood concrete Crossband - The core veneers at right angles to form panels. -
Hardieshingle® Siding Product Description
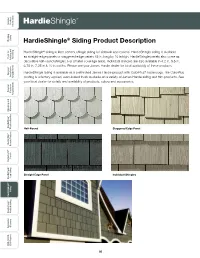
General Product Product Information Safely Working Working Tools for Tools Fastening Cutting and General Installation Requirements HardieShingle your local dealer for details and availability of products, colorsandaccessories. your localdealerfordetailsandavailabilityofproducts, See sidingandtrimproducts. coating isafactoryapplied,oven-bakedfinishavailableonvarietyofJamesHardie HardieShingle HardieShingle siding is available as a prefinished James Hardie product withColorPlus product JamesHardie sidingisavailableasaprefinished HardieShingle dealerforlocalavailabilityoftheseproducts. 6.75 in,7.25in&10widths.PleaseseeyourJamesHardie alsoavailablein4.2in,5.5 individualshinglesare shingles.Forsmallercoverageareas, decorative half-round panels alsocomeas panels48in.longby16inhigh.HardieShingle as straight-edgepanelsorstaggered-edge Straight EdgePanel Half-Round General Fastener Requirements ® siding is fiber-cement shingle siding for sidewall applications. HardieShingle sidingisavailable shinglesidingforsidewall applications.HardieShingle sidingisfiber-cement Maintenance Finishing and ® ® HardieWrap SidingProductDescription Weather Barrier Weather ® HardieTrim Boards/Battens ® 96 Panels HardieSoffit ® Individual Shingles EdgePanel Staggered Lap Siding HardiePlank ® Siding HardieShingle ® ® Technology. TheColorPlus Technology. HardiePanel Vertical Siding Vertical Glossary Appendix/ ESR-1844 & 2290 Report Information Product Product General Installation of HardieShingle® Siding Working Working Safely INDIVIDUAL SHINGLES Water resistive barrier -

Wood Products Brochure
Decoustics® Wood Project: Bank of America Architect: Gensler Location: New York, USA Product: Quadrillo® Decoustics Wood Ceiling and Wall Systems Enhancing any space with the natural beauty of wood has never been easier with Decoustics’ line of premium acoustical wood ceiling and wall products. From the premium Quadrillo® panels to the simple lines of Linear Wood and Grille, Decoustics has a solution for any room situation. Architects and designers rely on Decoustics’ ability to manufacture products which meet the highest of standards, ensuring that their designs match their visions. Environmental Commitment By using natural wood veneers with a Medium Density no-added formaldehyde (MDF) core instead of solid wood, Decoustics provides more sustainable product with better dimensional stability. Decoustics uses low VOC emitting cores and lacquers for improved indoor air quality. Decoustics is Green Circle Certified and is Forest Stewardship Council® (FSC®) certified by the Rainforest Alliance. Decoustics is Forest LUTION SO LE ® B A Stewardship Council N I A ® T S (FSC ) certified by the U S T A N Rainforest Alliance. E T N O C ® D LE RECYC Project: Summit Partners Architect: Gensler Location: Massachusetts, USA Photo by Neil Alexander© Product: Quadrillo® (Painted White) 2 Project: Eaton Corporation Headquarters Architect: Pickard Chilton Architects, Inc. Location: Ohio, USA Product: ForiTM Perforated Wood Panels Quadrillo® A sandwich panel with an absorptive acoustical core within an engineered composite wood frame. Two cross-directional layers of v-grooved veneer make the panels highly absorptive with minimal visual perforation. Solo-M A grooved panel with a composite wood core. ForiTM Acoustical perforated wood panels with perforations 1/16" (1.6mm) and spaced 5/6" (8mm) apart. -
FSA1091 Basics of Heating with Firewood
DIVISION OF AGRICULTURE RESEARCH & EXTENSION Agriculture and Natural Resources University of Arkansas System FSA1091 Basics of Heating with Firewood Sammy Sadaka Introduction Many options of secure, wood combustion Ph.D., P.E. stoves, freplaces, furnaces and boilers Associate Professor Wood heating was the predominant are available in the market. EPA certifed freplaces, furnaces and wood stoves with Extension Engineer means for heating in homes and businesses for several decades until the advent of no visible smoke and 90 percent less iron radiators, forced air furnaces and pollution are among alternatives. Addi- John W. Magugu, Ph.D. improved stoves. More recently, a census tionally, wood fuel users should adhere Professional Assistant by Energy Information Administration, to sustainable wood management and EIA, has placed fuelwood users in the environmental sustainability frameworks. USA at 2.5 million as of 2012. Burning wood has been more common Despite the widespread use of cen- among rural families compared to families tral heating systems, many Arkansans within urban jurisdictions. Burning wood still have freplaces in their homes, with has been further incentivized by more many others actively using wood heating extended utility (power) outages caused systems. A considerable number of by wind, ice and snowstorms. Furthermore, Arkansans tend to depend on wood fuel liquefed petroleum gas, their alternative as a primary source of heating due to fuel, has seen price increases over recent high-energy costs, the existence of high- years. effciency heating apparatuses and Numerous consumers continue to have extended power outages in rural areas. questions related to the use of frewood. An Apart from the usual open freplaces, important question is what type of wood more effcient wood stoves, freplace can be burned for frewood? How to store inserts and furnaces have emerged.