Small Block Chevy
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Achates Power Opposed-Piston Two-Stroke Engine
Gratis copy for Gerhard Regner Copyright 2011 SAE International E-mailing, copying and internet posting are prohibited Downloaded Wednesday, August 31, 2011 08:49:32 PM The Achates Power Opposed-Piston Two-Stroke 2011-01-2221 Published Engine: Performance and Emissions Results in a 09/13/2011 Medium-Duty Application Gerhard Regner, Randy E. Herold, Michael H. Wahl, Eric Dion, Fabien Redon, David Johnson, Brian J. Callahan and Shauna McIntyre Achates Power Inc Copyright © 2011 SAE International doi:10.4271/2011-01-2221 technical challenges related to emissions, fuel efficiency, cost ABSTRACT and durability - to name a few - and these challenges have Historically, the opposed-piston two-stroke diesel engine set been more easily met by four-stroke engines, as demonstrated combined records for fuel efficiency and power density that by their widespread use. However, the limited availability of have yet to be met by any other engine type. In the latter half fossil fuels and the corresponding rise in fuel cost has led to a of the twentieth century, the advent of modern emissions re-examination of the fundamental limits of fuel efficiency in regulations stopped the wide-spread development of two- internal combustion (IC) engines, and opposed-piston stroke engine for on-highway use. At Achates Power, modern engines, with their inherent thermodynamic advantage, have analytical tools, materials, and engineering methods have emerged as a promising alternative. This paper discusses the been applied to the development process of an opposed- potential of opposed-piston two-stroke engines in light of piston two-stroke engine, resulting in an engine design that today's market and regulatory requirements, the methodology has demonstrated a 15.5% fuel consumption improvement used by Achates Power in applying state-of-the-art tools and compared to a state-of-the-art 2010 medium-duty diesel methods to the opposed-piston two-stroke engine engine at similar engine-out emissions levels. -

Viper-Powered 2006 Dodge Ram SRT10 Is Fastest Pickup Truck in the World
Contact: Amy Knight Todd Goyer Viper-Powered 2006 Dodge Ram SRT10 Is Fastest Pickup Truck In The World August 31, 2005, Auburn Hills, Mich. - Viper-Powered 2006 Dodge Ram SRT10 Is Fastest Pickup Truck In The World Ultimate pickup performance combined with either two- or five-passenger seating and towing capability SRT performance: 0-60 mph in mid-5-second range, 0-100-0 mph in mid-22-second range, 60-0 mph in approximately 135 feet Pickup truck aficionados like bragging rights. Having the best is what makes a pickup stand out from the crowd—whether it’s the most outrageous engine, the boldest styling, or the fastest elapsed time. What if there were a pickup truck that had all those things together—and more? There is. And it comes in two versions: The 2006 Dodge Ram SRT10 and 2006 Dodge Ram SRT10 Quad Cab™. With a new-for-2006 hydroformed, fully boxed frame and new interior and exterior designs, the Dodge Ram SRT10 combines the ultimate in performance with extraordinary convenience and utility. “We wanted to offer customers not only the boldest, baddest, fastest pickup truck in the world,” said Dan Knott, Director—Street and Racing Technology (SRT), Chrysler Group. “But also the boldest, baddest, fastest pickup truck with two rows of seating and towing capability. We now offer two choices of the most outrageous pickups ever offered.” Dodge Ram SRT10-Like a Viper With More Space One choice is the Dodge Ram SRT10—the best choice for the performance truck enthusiast who prefers a traditional cab and the ability to shift gears manually. -

Poppet Valve
POPPET VALVE A poppet valve is a valve consisting of a hole, usually round or oval, and a tapered plug, usually a disk shape on the end of a shaft also called a valve stem. The shaft guides the plug portion by sliding through a valve guide. In most applications a pressure differential helps to seal the valve and in some applications also open it. Other types Presta and Schrader valves used on tires are examples of poppet valves. The Presta valve has no spring and relies on a pressure differential for opening and closing while being inflated. Uses Poppet valves are used in most piston engines to open and close the intake and exhaust ports. Poppet valves are also used in many industrial process from controlling the flow of rocket fuel to controlling the flow of milk[[1]]. The poppet valve was also used in a limited fashion in steam engines, particularly steam locomotives. Most steam locomotives used slide valves or piston valves, but these designs, although mechanically simpler and very rugged, were significantly less efficient than the poppet valve. A number of designs of locomotive poppet valve system were tried, the most popular being the Italian Caprotti valve gear[[2]], the British Caprotti valve gear[[3]] (an improvement of the Italian one), the German Lentz rotary-cam valve gear, and two American versions by Franklin, their oscillating-cam valve gear and rotary-cam valve gear. They were used with some success, but they were less ruggedly reliable than traditional valve gear and did not see widespread adoption. In internal combustion engine poppet valve The valve is usually a flat disk of metal with a long rod known as the valve stem out one end. -

Swampʼs Diesel Performance Tips to Help Remove and Install Power
Injectors-Chips-Clutches-Transmissions-Turbos-Engines-Fuel Systems Swampʼs Diesel Performance Competition Parts For Your Diesel 304-A Sand Hill Rd. La Vergne, TN 37086 Tel 615-793-5573 or (866) 595-8724/ Fax 615-793-5572 Email: [email protected] Tips to help remove and install Power Stroke injectors. Removal: After removing the valve covers and the valve cover gaskets, but before removing any injectors, drain the oil rails by removing the drain plugs inside the valve cover. On 94-97 trucks theyʼre just under where the electrical connectors are on the gasket. These plugs are very tight; give them a sharp blow with a hammer and punch to help break them loose, then use a 1/8" Allen wrench. The oil will drain out into the valve train area and from there into the crankcase. Donʼt drop the plugs down the push rod holes! Also remove one of the plugs on top of each oil rail, (beside where the lines from the High Pressure Oil Pump enter) for a vent to allow air to enter so the oil can drain. The plugs are 5/8”. Inspect the plug O-rings and replace if necessary. If the plugs under the covers leak, it will cause a substantial loss of performance. When removing the injectors, oil and fuel from the passages in the cylinder head drains down through the injector bore into the cylinders. If not removed, this can hydro-lock the engine when cranking. There is a ~40cc dish in the center of each piston. Fluid accumulates in it, as well as in the corner on the outside of the piston between the piston top and the cylinder wall, due to the 45* slope of the cylinder bank. -

2-Stroke Scavenging in Conventional and Minimally-Modified 4-Stroke
inventions Article 2-Stroke Scavenging in Conventional and Minimally-Modified 4-Stroke Engines for Heavy Duty Applications at Low to Medium Speeds Dirk Rueter Institute of Measurement and Sensor Technology, University of Applied Sciences Ruhr-West, D-45479 Muelheim an der Ruhr, Germany; [email protected] Received: 14 June 2019; Accepted: 7 August 2019; Published: 9 August 2019 Abstract: The transformation of a standard 4-stroke cylinder head into a torque-improved and gradually more efficient 2-stroke design is discussed. The concept with an effective loop scavenging via an extended inlet valve holds promise for engines at low- to medium-rotational speeds for typical designs of conventional 4-stroke cylinder heads. Calculations, flow simulations, and visualizations of experimental flows in relevant geometries and time scales indicate feasibility, followed by a small engine demonstration. Based on presumably long-forgotten and outdated patents, and the central topic of this contribution, an additional jockey rides on the inlet valve’s disk (facing away from the combustion chamber) and reshapes the in-cylinder flow into a reverted tumble. A quick gas exchange with a well-suppressed shortcut into the open exhaust is approached. For overall mechanical efficiency, the required charge pressure for scavenging is of paramount importance due to the short scavenging time and the intake’s reduced cross-section. Herein, still acceptable charging pressures are reported for scavenging periods equivalent to low or medium rotational speeds, as characteristic for heavy-duty applications. Using widely available components (charger, direct injection, variable camshaft angles) an increased engine efficiency is suggested due to the 2-stroke’s downsizing effect (relatively less internal friction as well as the promise of more torque and a decreased size). -

The Four Stroke Engine Name:______
The Four Stroke Engine Name:_________________________________________________________________________ The Four Stroke Engine The sound of a Harley-Davidson® motorcycle is highly recognizable and unmistakable. But what causes that significant sound? The heart of a Harley-Davidson motorcycle is the engine. Harley-Davidson motorcycles are powered by an internal combustion engine. This means the engine burns fuel inside. There are four strokes or stages in the engine cycle. The four strokes of the cycle are intake, compression, ignition, and exhaust. Bike lingo for this is: suck, squeeze, bang and blow. Each 180 degree turn of fly-wheel is one event stroke. The flywheel must make two revolutions to complete one power cycle of the motor. WORD BOX cylinder – A chamber in which a piston slides to compress a fluid exhaust valve – A valve though which burned gases from a cylinder escape flywheel – A heavy wheel that stores kinetic energy and regulates the operation of an engine intake valve – A valve that controls the flow of fuel-air mixture to be drawn into the cylinder piston – A round piece that fits inside a cylinder and moves up and down under fluid pressure spark plug – A device that fits in the head of an engine cylinder that ignites the fuel-air mixture by means of an electric spark S I E P C F In the picture above, label the following parts of the engine: cylinder, intake valve, exhaust valve, piston, flywheel and spark plug. The first letter has been filled in for you. Use one of the following websites to see a four stroke engine in motion. -

Method to Increase the Accuracy of Large Crankshaft Geometry Measurements Using Counterweights to Minimize Elastic Deformations
applied sciences Article Method to Increase the Accuracy of Large Crankshaft Geometry Measurements Using Counterweights to Minimize Elastic Deformations Leszek Chybowski * , Krzysztof Nozdrzykowski, Zenon Grz ˛adziel , Andrzej Jakubowski and Wojciech Przetakiewicz Faculty of Marine Engineering, Maritime University of Szczecin, ul. Willowa 2-4, 71-650 Szczecin, Poland; [email protected] (K.N.); [email protected] (Z.G.); [email protected] (A.J.); [email protected] (W.P.) * Correspondence: [email protected]; Tel.: +48-914-809-412 Received: 26 May 2020; Accepted: 7 July 2020; Published: 9 July 2020 Abstract: Large crankshafts are highly susceptible to flexural deformation that causes them to undergo elastic deformation as they revolve, resulting in incorrect geometric measurements. Additional structural elements (counterweights) are used to stabilize the forces at the supports that fix the shaft during measurements. This article describes the use of temporary counterweights during measurements and presents the specifications of the measurement system and method. The effect of the proposed solution on the elastic deflection of a shaft was simulated with FEA, which showed that the solution provides constant reaction forces and ensures nearly zero deflection at the supported main journals of a shaft during its rotation (during its geometry measurement). The article also presents an example of a design solution for a single counterweight. Keywords: large crankshafts; minimization of elastic deformation; increasing measurement precision; device stabilizing reaction forces; measurement procedures 1. Introduction The geometries of small machine components are easily measured because they are very common in mechanical engineering, and the relevant measurement instruments are available [1,2]. -
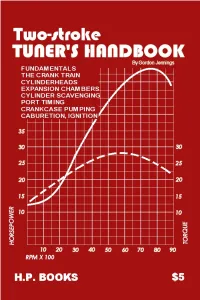
Jennings: Two-Stroke Tuner's Handbook
Two-Stroke TUNER’S HANDBOOK By Gordon Jennings Illustrations by the author Copyright © 1973 by Gordon Jennings Compiled for reprint © 2007 by Ken i PREFACE Many years have passed since Gordon Jennings first published this manual. Its 2007 and although there have been huge technological changes the basics are still the basics. There is a huge interest in vintage snowmobiles and their “simple” two stroke power plants of yesteryear. There is a wealth of knowledge contained in this manual. Let’s journey back to 1973 and read the book that was the two stroke bible of that era. Decades have passed since I hung around with John and Jim. John and I worked for the same corporation and I found a 500 triple Kawasaki for him at a reasonable price. He converted it into a drag bike, modified the engine completely and added mikuni carbs and tuned pipes. John borrowed Jim’s copy of the ‘Two Stoke Tuner’s Handbook” and used it and tips from “Fast by Gast” to create one fast bike. John kept his 500 until he retired and moved to the coast in 2005. The whereabouts of Wild Jim, his 750 Kawasaki drag bike and the only copy of ‘Two Stoke Tuner’s Handbook” that I have ever seen is a complete mystery. I recently acquired a 1980 Polaris TXL and am digging into the inner workings of the engine. I wanted a copy of this manual but wasn’t willing to wait for a copy to show up on EBay. Happily, a search of the internet finally hit on a Word version of the manual. -

Concept of Six Stroke Engine
JOURNAL OF ADVANCEMENT IN ENGINEERING AND TECHNOLOGY Journal homepage: http://scienceq.org/Journals/JAET.php Research Article Open Access Concept of Six Stroke Engine P.Naresh1*, A.V.Hari Babu 2 , 1,2, P Naresh , Asst professor in ME DEPT, AVR&SVR College of Engg&Tech,Nandyal. *Corresponding author: P.Naresh, E.mail : [email protected] Received: November 27, 2015, Accepted: December 18, 2015, Published: December 18, 2015 ABSTRACT One of the most difficult challenges in engine technology today is the urgent need to increase engine thermal efficiency. Higher efficiencies mean less fuel consumption and lower atmospheric emissions per unit of work produced by the engine. In 1862 a Frenchman Alphouse Beau de Rochas gives his theory regarding the ideal cycle of the internal combustion engine. This theory is applied by a German engineer named Nikolaus A. Otto, who firstly built a successful four-stroke SI engine in 1876. The four-stroke combustion cycle later became known as the "Otto cycle". In four stroke engine, the piston executes four complete strokes within the cylinder, and the crankshaft completes two revolutions for each thermodynamic cycle. The disadvantage of the four-stroke cycle is that only half as many power strokes are 2 completed per revolution of the crankshaft. The capacity of the four strokes would be 340cc only. Less torque is generated during the process. Pollution is more in four stroke engine. In six strokes the engine captures the exhausted heat from the four stroke cycle and uses it to get an additional power and exhaust stroke of the piston in the same cylinder. -

Development of the CENTURION Jet Fuel Aircraft Engines at TAE
Development of the CENTURION Jet Fuel Aircraft Engines at TAE 25th April 2003, Friedrichshafen, Germany Thielert Group The Thielert group has been developing and manufacturing components for high performance engines, as well as special parts with complex geometries made from high-quality super alloys for various applications. Our engineers are developing solutions to optimize internal combustion engines for the racing-, prototyping- and the aircraft industry. We specialize in manufacturing, design, analysis, R&D, prototyping and testing. We work with our customers from the initial concept through to production. www.Thielert.com Company Structure Thielert AG Thielert Motoren GmbH Thielert Aircraft Engines GmbH Hamburg Lichtenstein High-Performance Engines, Manufacturing of components and Components and Engine Management parts with complex geometries Systems, Manufacturing of Prototype- and Race Cars Design Organisation according to JAR-21 Subpart JA Production Organisation according to JAR-21 Subpart G Aircraft Engines according to JAR-E Engine installation acc. to JAR-23 Turnover 18,0 Mio. EUR 16,0 16,2 14,0 12,0 13,0 10,0 9,6 8,0 6,0 6,9 5,3 4,0 3,3 2,0 0,0 1997 1998 1999 2000 2001 2002 Employees 120 112 100 99 80 71 60 40 41 35 20 27 0 199719981999200020012002 Founded 1989 as a One-Man-Company. Competency has increased steadily due to very low employee turnover. Company Profile Aviation: Production of jet fuel aircraft engines Production of precision components for the aviation industry (including engine components and structural parts) Development and production of aircraft electronics assemblies (Digital engine control units) Automotive (Prototypes, pilot lots, motor racing): Production of engine components (including high-performance cam-and crank shafts) Development and production of electronic assemblies (Engine control units, control software) Engineering Services (including test facilities, optimisation of engine concepts) Current List of Customers Automotive Bugatti Engineering GmbH, Wolfsburg DaimlerChrysler AG, Untertürkheim Dr. -

Computer Power”
”Computer Power” Introduction The content of this article is, as you might guess, not about computer performance but rather how engine power can be predicted through the use of engine simulation tools. Little of detailed information is available on power curves from later Velocette engines like Viper, Venom, Thruxton etc. True, some curves are published like the one in figure 1. However it looks like manually smoothed curves, rather than the rougher curves usually obtained from a dyno. Figure 1 Power-curves from Viper and Venom bottom left and right. (Source: D Quinlan) The claimed power output from the Venom engine varies from about 32 to 38 HP depending on year model, bike version (clubman- scrambler), where the scrambler is rated highest. The Thruxton with all its mods develops around 41 hp. (Ref: 1,2and3) But what was changed in the Venom engine to account for the variation in power? Different compression ratios, different carb model different exhaust system. Was this sufficient to create a 6 HP increase over the years/models? The Viper engine is claimed to develop 27 HP in all versions, even though early engines had a smaller carburetor and different camshaft (17/7) instead of 17/8 used on the later versions. These two very different cams should produce quite different power characteristic. Having access to simulation tools, the idea came up to run power simulations on Velocette engines. In the following it is explained how simulated power curves are obtained and the inputs which are needed. Limitations in the engine modeling will also be covered. -

Addressing Deep Uncertainty in Space System Development Through Model-Based Adaptive Design by Mark A
Addressing Deep Uncertainty in Space System Development through Model-based Adaptive Design by Mark A. Chodas S.B. Massachusetts Institute of Technology (2012) S.M. Massachusetts Institute of Technology (2014) Submitted to the Department of Aeronautics and Astronautics in partial fulfillment of the requirements for the degree of Doctor of Philosophy at the MASSACHUSETTS INSTITUTE OF TECHNOLOGY June 2019 ○c Massachusetts Institute of Technology 2019. All rights reserved. Author................................................................ Department of Aeronautics and Astronautics May 23, 2019 Certified by. Olivier L. de Weck Professor of Aeronautics and Astronautics Certified by. Rebecca A. Masterson Principal Research Engineer, Department of Aeronautics and Astronautics Certified by. Brian C. Williams Professor of Aeronautics and Astronautics Certified by. Michel D. Ingham Jet Propulsion Laboratory Accepted by........................................................... Sertac Karaman Associate Professor of Aeronautics and Astronautics Chair, Graduate Program Committee 2 Addressing Deep Uncertainty in Space System Development through Model-based Adaptive Design by Mark A. Chodas Submitted to the Department of Aeronautics and Astronautics on May 23, 2019, in partial fulfillment of the requirements for the degree of Doctor of Philosophy Abstract When developing a space system, many properties of the design space are initially unknown and are discovered during the development process. Therefore, the problem exhibits deep uncertainty. Deep uncertainty refers to the condition where the full range of outcomes of a decision is not knowable. A key strategy to mitigate deep uncertainty is to update decisions when new information is learned. NASA’s current uncertainty management processes do not emphasize revisiting decisions and therefore are vulnerable to deep uncertainty. Examples from the development of the James Webb Space Telescope are provided to illustrate these vulnerabilities.