INDIAN COALS for SPONGE IRON PROCESS S. BAGCH1, K
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Correlation of Coal Seams in Chirimiri Coalfield, M.P., on the Basis of Sporae Dispersae*
CORRELATION OF COAL SEAMS IN CHIRIMIRI COALFIELD, M.P., ON THE BASIS OF SPORAE DISPERSAE* D. C. BHARADWA} & S. C. SRIVASTAVA Birbal Sahni Institute of Palaeobotany, Lucknow ABSTRACT MA TERIAL AND METHODS Fifteen samples of coal collected from different 15 samples of coal in 72 B.S. mesh size parts of Chirimiri Coalfield, M.P., have been sporo• from all over the area were studied (Table 1). logically investigated. The qualitative and quanti• These samples were subjected to similar tative composition of the samples at generic level indicates that the general dominance is consti• maceration procedure in each case. Five tuted by Lophotriletes, Microbaculispora, Indotri• gms. of material from each sample was radites and Sulcatisporites. In addition to these, treated with HNOa (comm.) for 3 days Horriditriletes, Retusotriletes, Potonieisporites, Fauni• followed by digestion with 10 per cent pollenites and Ginkgocycadophytus are characteristi• cally associated with the dominants. The asso• KOH after thorough washing with water ciation of these genera has enabled segregation of as detailed by Bharadwaj (1962) and Bhara• the samples into three assemblages. Assemblage A dwaj and Salujha (1964). The macerates is dominated by Microbaculispora. Assemblage B were mounted on slides in glycerine jelly. 500 is dominated by Microbaculispora in association with Indotriradites and Assemblage C has the miospores were counted from each sample dominance of Microbaculispora associated with at the generic level. Retusotriletes and Potonieisporites. It is suggested From Table 1 it is apparent that samples that the samples represent three coal seams corres• CACl - (129), (126), (143)E, (145)E and ponding to Assemblages A, B & C. -

A Preliminary Sporological Analysis of Some Carbonaceous Shale Samples from Kamptee Coalfield, Nagpur District, M.S., India* Shripad N
A PRELIMINARY SPOROLOGICAL ANALYSIS OF SOME CARBONACEOUS SHALE SAMPLES FROM KAMPTEE COALFIELD, NAGPUR DISTRICT, M.S., INDIA* SHRIPAD N. AGASHE Department of Botany, Bangalore University, Bangalore, India & SULEKHA R. CHITNIS Department of Botany, Shivaji University, Kolhapur, India ABSTRACT iv. Wardha V<>lleyCoalfield m Wardha and Chandrapur District. The present paper is a part of the paleopalynolo• gical investigation of coal bearing beds of Lower Presently, 10 coal mines are working Gondwana age occurring in the north-eastern in this area and the coat deposits are of region of Maharashtra State. The paper deals second grade as compared to the lharia with the sporological analysis of two bore-core car• grade and are of non-coking variety. bonaceous shale samples geologically belonging to the Barakar Series of the Damuda System of Lower We have made extensive collections of Gondwana group, collected from Dahegaon camp shales containing megafossils and other area in Kamptee Coalfieldin Nagpur District. Both shale and coal samples for microfossil core samples have predominance of trilete spore studies from various coalfields mentioned genera such as Brevitriletes Bharadwaj & Srivastava and Lophotriletes (Naum.) Pot. & Kr. Next in above and started the palynological analysis abundance are the bisaccate grains such as Stria• of SOlne of the samples (Agashe & Chitnis, tites (Pant) Bharadwaj and Suleatisporites Bharad• 1969, 1971). Recently, N.C.D.C. Ltd. has waj. started drilling operations for prospecting of coal in the Kamptee Coalfield in a place INTRODUCTION called Dahegaon which is about 9 Km. from Nagpur. The present paper is a pre• liminary report on the mioflora preserved DURINGlogical studiesthe last havedecadebeenpaleopalyno•done on in two carbonaceous shale-core samples various Lower Gondwana strata by collected from Dahegaon drilling camp area several workers (Bharadwaj, 1960, 1968; through the kind courtesy of N.C.D.C. -

Spontaneous Combustibility Characterisation of the Chirimiri Coals, Koriya District, Chhatisgarh, India
International Journal of Geosciences, 2011, 2, 336-347 doi:10.4236/ijg.2011.23036 Published Online August 2011 (http://www.SciRP.org/journal/ijg) Spontaneous Combustibility Characterisation of the Chirimiri Coals, Koriya District, Chhatisgarh, India Durga Shankar Pattanaik1, Purnananda Behera2, Bijay Singh3 1,2P.G. Department of Geology, Utkal University, Bhubaneswar, Orissa, India 3University Department of Geology, Ranchi University, Ranchi, Jharkhand, India E-mail: [email protected], [email protected], [email protected] Received April 24, 2011; revised June 10, 2011; accepted July 19, 2011 Abstract Representative coal samples were collected from different coal seams of the Chirimiri coalfield which cov- ered the entire stratigraphic sequence. These samples were tested for Chemical analysis, Crossing Point Temperature (CPT), Petrography, Infrared studies (IR) and Differential Thermal Analysis (DTA). All the test results vindicated that the aforesaid parameters had a definite relationship with the stratigraphic disposition or the ranks of coal. The low rank coals found as younger seams in the stratigraphic sequence were more prone to spontaneous combustion whereas the higher rank coals found at the bottom of stratigraphic se- quence were less prone to spontaneous combustion. Through combustibility characterisation by different tests, it was found that the upper Duman and Kaperti seams placed as younger seams in the stratigraphic se- quence are highly prone to spontaneous combustion whereas the lower Karakoh and Sonawani seams seem to be least prone to spontaneous combustion. Keywords: Chirimiri Coalfield, Crossing Point Temperature (CPT), Infrared (IR) Studies, Differential Thermal Analysis (DTA), Spontaneous Combustion 1. Introduction raphy of Chirimiri coals. Panigrahi and Sahu [3] contrib- uted significantly on the nature of the spontaneous com- Spontaneous combustion of coal is a major hazard in bustibility in coals and found that seams having crossing coal mines. -
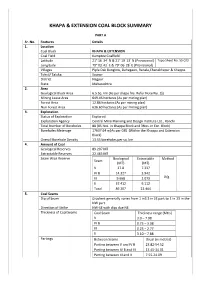
Khappa & Extension Coal Block Summary
KHAPA & EXTENSION COAL BLOCK SUMMARY PART A Sr. No. Features Details 1. Location Coal Block KHAPA & EXTENSION Coal Field Kamptee Coalfield Latitude 21o 16’ 34” N & 21o 19’ 13” N (Provisional) Topo Sheet No. 55 O/3 Longitude 79o 03’ 42” E & 79o 06’ 28” E (Provisional) Villages Pipla Dak Bunglow, Dahegaon, Ranala,Chanakhapur & Khappa. Tehsil/ Taluka Saoner District Nagpur State Maharashtra 2. Area Geological Block Area 6.5 Sq. km (As per shape file. Refer Note No. 3)) Mining Lease Area 649.46 hectares (As per mining plan) Forest Area 12.86 hectares (As per mining plan) Non Forest Area 636.60 hectares (As per mining plan) 3. Exploration Status of Exploration Explored Exploration Agency Central Mine Planning and Design Institute Ltd., Ranchi Total Number of Boreholes 88 (85 Nos. in khappa Block and 3Nos. in Exn. Block) Boreholes Meterage 17637.64 m(As per GR) (Within the Khappa and Extension Block) Overall Borehole Density 13.55 boreholes per sq. km 4. Amount of Coal Geological Reserves 89.207 MT Extractable Reserves 22.463 MT Seam Wise Reserve Geological Extractable Method Seam (MT) (MT) V 27.8 7.337 IV B 14.327 3.942 III 9.668 2.073 U/g II 37.412 9.112 Total 89.207 22.464 5. Coal Seams Dip of Seam Gradient generally varies from 1 in3.3 in SE part to 1 in 13 in the NW part. Direction of Strike NW-SE with dips due NE. Thickness of Coal Seams Coal Seam Thickness range (Mtrs) V 3.0 – 7.98 IV B 0.73 – 3.08 III 0.23 – 2.77 II 3.10 – 7.88 Partings Between Seams Usual (in metres) Parting between V and IV B 23.82-54.52 Parting between IV B and III 13.45-34.01 Parting between III and II 7.55-24.09 Faults Name of Fault Throw (m) F1(13) 0-90 F2 10-70 F3 30-80 F4 20-30 F5 0-60 F6 0-20 F7 30-60 F8 5 F9 15-20 F10 20 F11 30-40 F12 40 F13 0-35 F14 (+)100 Minor Slips SL-1 3 SL-2 2.5 SL-3 3.5 6. -
How Coal Mining Is Trashing Tigerland
Author Contact Ashish Fernandes Ashish Fernandes [email protected] Research coordination & North Karanpura case study Nandikesh Sivalingam Kanchi Kohli [email protected] Research Photo Editor Aishwarya Madineni, Vikal Samdariya, Arundhati Sudhanshu Malhotra Muthu and Preethi Herman Design GIS Analysis Aditi Bahri Ecoinformatics Lab, ATREE (Kiran M.C., Madhura Cover image Niphadkar, Aneesh A., Pranita Sambhus) © Harshad Barve / Greenpeace Acknowledgments Image Sudiep Shrivastava for detailed inputs on the Forests of Sanjay Dubri Tiger Hasdeo-Arand and Mandraigarh sections, Kishor Reserve near Singrauli coalfield Rithe for inputs on the Wardha and Kamptee © Dhritiman Mukherjee / Greenpeace sections, Bulu Imam and Justin Imam for their expertise on the North Karanpura section, Biswajit Printed on 100% recycled paper. Mohanty for feedback on the Talcher and Ib Valley sections and Belinda Wright for feedback on the Sohagpur and Singrauli sections. CONTENTS Executive Summary 01 9. Hasdeo-Arand (Chhattisgarh) 51 10. West Bokaro (Jharkhand) 55 Introduction 09 Central India,Tigers, Corridors and Coal 11. North Karanpura (Jharkhand) 60 How Coal is Trashing Tigerland 17 Case Study I 63 The North Karanpura Valley - On the edge Methodology 21 12. Wardha (Maharashtra) 00 Coalfield Analysis 25 13. Kamptee (Maharashtra) 00 1. Singrauli (Madhya Pradesh - Chhattisgarh) 27 Case Study II 87 2. Sohagpur (Madhya Pradesh - Chhattisgarh) 33 Chandrapur’s tigers - Encircled by coal 3. Sonhat (Chhattisgarh) 35 4. Tatapani (Chhattisgarh) 37 Alternatives: Efficiency and Renewables 101 5. Auranga (Jharkhand) 39 References 109 6. Talcher (Odisha) 41 Glossary 7. Ib Valley (Odisha) 47 110 8. Mandraigarh (Chhattisgarh) 49 Endnotes 111 EXECUTIVE SUMMARY As India’s national animal, the Royal Bengal Tiger Panthera tigris has ostensibly been a conservation priority for current and past governments. -

Annual Report 2009-2010
Annual Report 2009-2010 CENTRAL GROUND WATER BOARD MINISTRY OF WATER RESOURCES GOVERNMENT OF INDIA FARIDABAD CENTRAL GROUND WATER BOARD Ministry of Water Resources Govt. of India ANNUAL REPORT 2009-10 FARIDABAD ANNUAL REPORT 2009 - 2010 CONTENTS Sl. CHAPTERS Page No. No. Executive Summary I - VI 1. Introduction 1 - 4 2. Ground Water Management Studies 5 - 51 3. Ground Water Exploration 52 - 78 4. Development and Testing of Exploratory Wells 79 5. Taking Over of Wells by States 80 - 81 6. Water Supply Investigations 82 - 83 7. Hydrological and Hydrometereological Studies 84 - 92 8. Ground Water Level Scenario 93 - 99 (Monitoring of Ground Water Observation Wells) 9. Geophysical Studies 100- 122 10. Hydrochemical Studies 123 - 132 11. High Yielding Wells Drilled 133 - 136 12. Hydrology Project 137 13. Studies on Artificial Recharge of Ground Water 138 - 140 14. Mathematical Modeling Studies 141 - 151 15. Central Ground Water Authority 152 16. Ground Water Studies in Drought Prone Areas 153 - 154 17. Ground Water Studies in Tribal Areas 155 18. Estimation of Ground Water Resources 156 - 158 based on GEC-1997 Methodology 19. Technical Examination of Major/Medium Irrigation Schemes 159 Sl. CHAPTERS Page No. No. 20. Remote Sensing Studies 160 - 161 21. Human Resource Development 162 - 163 22. Special Studies 164 - 170 23. Technical Documentation and Publication 171 - 173 24. Visits by secretary, Chairman CGWB , delegations and important meetings 174 - 179 25. Construction/Acquisition of Office Buildings 180 26. Dissemination and Sharing of technical know-how (Participation in Seminars, 181 - 198 Symposia and Workshops) 27. Research and Development Studies/Schemes 199 28. -

Inventory of Geological Resource of Indian Coal I/ 1
Table-1 INVENTORY OF GEOLOGICAL RESOURCE OF INDIAN COAL (As on 01.04.2010) (Resource in million tonne) State/ Coalfield/ Type of coal Depth Proved Indicated Inferred Inferred Total (Exploration) (Mapping) 1 2 3 4 5 6 7 WEST BENGAL 1.RANIGANJ COALFIELD MEDIUM COKING 0-300 194.70 1.60 0.00 196.30 300-600 15.30 16.90 0.00 32.20 MEDIUM COKING Total 210.00 18.50 0.00 228.50 SEMI-COKING 0-300 45.75 14.19 0.00 59.94 300-600 109.51 113.23 23.48 246.22 600-1200 32.79 305.07 144.75 482.61 SEMI-COKING Total 188.05 432.49 168.23 788.77 NON-COKING COAL 0-300 9544.54 1865.79 260.99 11671.32 300-600 1682.46 3444.57 2345.87 7472.90 600-1200 13.22 1887.28 1668.82 3569.32 NON-COKING Total 11240.22 7197.64 4275.68 22713.54 TOTAL FOR RANIGANJ 11638.27 7648.63 4443.91 23730.81 2.BARJORA COALFIELD NON-COKING COAL 0-300 114.27 0.00 0.00 114.27 NON-COKING Total 114.27 0.00 0.00 114.27 TOTAL FOR BARJORA 114.27 0.00 0.00 114.27 3.BIRBHUM COALFIELD NON-COKING COAL 0-300 0.00 609.96 40.01 649.97 300-600 0.00 3597.38 523.19 4120.57 600-1200 0.00 1173.64 48.58 1222.22 NON-COKING Total 0.00 5380.98 611.78 5992.76 TOTAL FOR BIRBHUM 0.00 5380.98 611.78 5992.76 4.DARJEELING COALFIELD NON-COKING COAL 0-300 0.00 0.00 15.00 15.00 NON-COKING Total 0.00 0.00 15.00 15.00 TOTAL FOR DARJEELING 0.00 0.00 15.00 15.00 TOTAL FOR WEST BENGAL 11752.54 13029.61 5070.69 29852.84 JHARKHAND 5.RANIGANJ COALFIELD MEDIUM COKING 0-300 220.00 8.87 0.00 228.87 300-600 49.23 8.30 0.00 57.53 MEDIUM COKING Total 269.23 17.17 0.00 286.40 SEMI-COKING 0-300 51.40 0.00 0.00 51.40 300-600 0.00 40.00 -

Brick Making from Over Burden Dump, a Mine Waste
ISSN: 2455-2631 © August 2019 IJSDR | Volume 4, Issue 8 Brick Making From Over Burden Dump, a Mine Waste 1Navneet Nunar, 2A.K.Gautam 1M.Tech Student, 2Assistant Professor Maharishi University of Information Technology, Lucknow Abstract: Mineral waste utilization as a construction material for making building bricks and blocks has already started in developed and developing countries. In India, marble slurry, tailings and red mud are being suggested to use as a building material. Utilization of mine spoil for constructional bricks and blocks will generate additional employment during and after mine operation. Waste rock utilization in coal mining area reduce environmental impact, more availability of land resource and reduction in mining cost, which occurs on the maintenance of mine spoil as reclamation, plantation, slope stability etc. The plantation will be more effective and cheap in plain land than unstable sloppy dumps. Utilization of mine spoil for manufacture of constructional bricks will also conserve precious soil used in making clay bricks. Keywords: Over Burden Dump, Mine, Waste, coal Introduction- Coal is a very important resource for India where most of the industries such as thermal power plant, mineral industries are using coal for extracting energy. Around the world, India dominates the third position in the largest production of coal and has the fourth largest coal reserves approx. (197 Billion Tons). It has been estimated that 75% of India’s total installed power is thermal of which the share of coal is about 90%. Nearly about 600 Million tons of coal is produced worldwide every year. Coal based thermal power plant has consumed about 640 million tons of coal in 2015-16 which is about three fourth of the total coal consumed in the country. -

Dump Slope Stability Analysis Based on Rainfall and Soil Characteristics - a Case Study
5 IV April 2017 www.ijraset.com Volume 5 Issue IV, April 2017 IC Value: 45.98 ISSN: 2321-9653 International Journal for Research in Applied Science & Engineering Technology (IJRASET) Dump Slope Stability Analysis based on Rainfall and Soil Characteristics - A Case Study B. P. Chelani1, M. S. Tiwari2, P. B. Kulkarni3 1Scholar M. Tech.(Geotechnical Engineering), 2,3Assistant Professor(Department of Civil Engineering) Shri Ramdeobaba College of Engineering and Management, Nagpur (M.S.) Abstract: A case study dealing with the stability of dump slopes of an opencast mine at Nagpur, Maharashtra, India is presented in this paper. The study is based on determination of the shear strength parameters viz. cohesion and angle of internal friction of soil samples and stability analysis of slope by finding out the factor of safety, using numerical modeling software: OASYS by varying slope angle. Stability analysis has also been done by considering pore water pressure distribution in mine slopes. The outcome of the paper can be effectively applied in designing manageable dump heights. Keywords: Angle of Internal Friction, Cohesion, Factor of Safety, OASYS, Slope stability I. INTRODUCTION Opencast mine waste dump is becoming very crucial issue to be evaluated for mining industry. As there is need to make a stable slope for dumping process, it is also needed to design the required stable and cost effective slope for performing smooth operation of mine waste dump. Various studies have been taken out to find the stability of slopes as well as the safety factor for design considering various geotechnical parameters such as bearing capacity of strata, water condition, cohesion and angle of internal friction. -

LOK SABHA DEBA~S (English Version)
Thirteenth Series. Vol. XXIII. :'\0.18 ')olld'l~. April 15. 2002 Chaitra 25.1924 (Sak;l) LOK SABHA DEBA~S (English Version) Ninth Session (Thirteenth Lok Sabha) (Vol. XXIII cOlltains Nos. 11 to 20) LOK SABHA SECRETARIAT NEW DELHI Pnce R.\ 5{){){J EDITORIAL BOARD G.C. Malhotra Secretary-General Lok Sabha Dr. P.K. Sandhu Joint Secretary P.C. Chaudhary Principal Chief Editor Y.K. Abrol Chief Editor Vandna Trivedi Senior Editor P. Mohanty Editor (Onginal English Proceedings included in English Version and Original Hindi Proceedings included in Hindi Version will be treated as authoritative and not the translation thereof) CONTENTS (Thirteenth Series Vol. XXIII, Ninth Session, 200211924 ($aka) No. 18.IIonclay. Aprt115, 2OO2IC ....... 25,1124 (s.ka) SuBJECT COUJMHS WELCOME TO PARLIAMENTARY DELEGATION FROM GHANA OBITUARY REFERENCES 1-3 WRITTEN ANSWER TO QUESTIONS Starred Question Nos. 301 to 320 Unstarred Question Nos. 3240 to 3469 PAPERS LAID ON THE TABLE 401 BUSINESS ADVISORY COMMITTEE Thirty - fourth Report 401 COMMITTEE ON PETITIONS Fifteenth Report 402 STANDING COMMITTEE ON RAILWAYS Tenth Report 402 MOTION RE: JOINT COMMITTEE ON STOCK MARKET 402.403 SCAM AND MATTERS RELATING THERETO MATTERS UNDER RULE 3n 403-409 (i) Need to provide telephone facilities in Singhbhum Parliamentary Constituency, Jhaft(hand Shri Laxman Giluwa 483 (ii) Need to convert rail line between Rewari- Bikaner via Hissar and Ratangam-Degana into broadguage Shri Ram Singh Kaswan 403-404 (iii) Need to raise royally rate of Coal for Orissa Shri Ananta Nayak 404 (iv) Need for early construction of S.Y.L. Canal between Punjab and Haryana Shri Rattan Lal Kataria 404 (v) Need to provide stoppage of Navjeevan and Tapti Express trains at Vyara Railway station, Gujarat Shri Mansinh Patel 404-405 (i) SUBJECT COlUMNS (Vi) Need to provide financial assistance to the Government of Madhya Pradesh for providing relief to the people whose crops have been affected by hailstorms Shrl Virendra Kumar 405 (vii) Need for all-round development in Chanchal Sub-Division Headquarters in Maida District. -
The Working Group on Mineral Exploration and Development (Other Than Coal & Lignite)
REPORT OF THE WORKING GROUP ON MINERAL EXPLORATION AND DEVELOPMENT (other than Coal and Lignite) FOR THE ELEVENTH FIVE YEAR PLAN OVER VIEW VOL - I GOVERNMENT OF INDIA PLANNING COMMISSION January, 2007 1.0 REVIEW OF THE ACTIVITIES OF THE Xth PLAN 1.1 Geological studies carried out in past half-century have delineated vast area suitable for hosting mineral deposits. However, most of the exploration activity in the country even in the post-independence era remained confined to the stretches traditionally known to be locales of mining activities. Industrialization has led to manifold growth of mineral sector and fast depletion of known and near surface deposits would be the unavoidable result. During the Xth Plan, the need to adopt modern exploration techniques and beneficiation technologies was felt, mainly to locate the concealed mineral deposits and utilize the low-grade ores, which were hitherto being discarded as waste. 1.2 The Indian landmass measures 3.28 million sq.km., of which 2.42 million sq.km is constituted of hard rock. Out of the total hard rock area, approximately 7,00,000 sq km (5,71,000 sq.km. for Schedule Minerals) has been identified to contain geological associations and surface shows indicative of possible mineral occurrences. 1.3 During the Xth Plan (2002-2007) major thrust has been accorded to exploration for high value minerals like gold, diamond and platinum group of elements (PGE). Efforts for augmenting resource base for those mineral commodities having key role in sustaining industrial growth were also continued. Application of state-of-the-art technology for exploration and integrated multi-disciplinary approach were introduced during this period. -

AR1969-70.Pdf
CONTENTS Pre-GondTertiaryQuaternaryLowerMesozoicIntroductionFieldDeputation/Training/StudyResearchTrainingAbstractsPapersHonoursTheLibraryTechnicalFounder'sPublicationsSponsoredMuseumVisitorsTheRepresentationHerbariumTheBuilding WorkGondwanas Governing Staff wanas PublishedBudget and andprovided of AssistanceDay Theses CollaborativeLectures Awards for Body on to1969·70 Committees/Boards outsiders. to and presented outsiders. AbroadTheResearch Finance at Symposia/ Committee 60615558304163626557364559534648546821 Page XVIIIXXIIXVIIXIVXIIIXVIVIIIXIXXXIXIIVIIXXXVIXXIVIXVI IV4.3.2.5. II Papers1. published by the staff III Conferences! Meetings etc. I. INTRODUCTION Under the inspiring guidance of Professor Birbal Sahni, F. R. S. a Palaeobotanical Society was founded at Lucknow in May 1946 and registered under the Societies Rt:ginration Act (XXI of 1860) in June 1946. By a resolution passed on 10th September 1946 the Gove, ning Body of the Palaeobotanical Society established an Institute of Palaeobotany and appointed Professor Sahni as its first Director in an honorary capacity. Pending the acquisition of a permanent home the work of the Institute was carried on in the Department of Botany at the University of Lucknow. In September 1948 the Institute received from the Government of Uttar Pradesh the generous gift of an estate comprising a large bungalow on 3t acres of land at 53 University Road, Lucknow. Soon plans were made for erecting a lIew modeIt'n building for the Institute. On 3rd April 1949 its foundation 5tolle w 1S laid by Pandit Jawaharlal N hru who. besides being the Prime Minister of India, was at that time also the Minister of Scientific Research and Natural Resources. Wi,hin a week of this ceremony the young Institute suffered an irreparable Joss in the sudden and untimely passing away of its Founder Director, Professor Birbal Sahni. The most apt tribute was paid to him when in OCLOber 19-!-9 the Governing Body of the Palaeobotanical Society named the Institute after him as the Birbal Sahni Institute of Palaeobotany.