Heat Treating Guide
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Rolling Process Bulk Deformation Forming
Rolling Process Bulk deformation forming (rolling) Rolling is the process of reducing the thickness (or changing the cross-section) of a long workpiece by compressive forces applied through a set of rolls. This is the most widely used metal working process because it lends itself high production and close control of the final product. Bulk deformation forming (rolling) Bulk deformation forming (rolling) Rolling typically starts with a rectangular ingots and results in rectangular Plates (t > 6 mm), sheet (t < 3 mm), rods, bars, I- beams, rails etc Figure: Rotating rolls reduce the thickness of the incoming ingot Flat rolling practice Hot rolled round rods (wire rod) are used as the starting material for rod and wire drawing operations The product of the first hot-rolling operation is called a bloom A bloom usually has a square cross-section, at least 150 mm on the side, a rolling into structural shapes such as I-beams and railroad rails . Slabs are rolled into plates and sheets. Billets usually are square and are rolled into various shapes Hot rolling is the most common method of refining the cast structure of ingots and billets to make primary shape. Hot rolled round rods (wire rod) are used as the starting material for rod and wire drawing operations Bars of circular or hexagonal cross-section like Ibeams, channels, and rails are produced in great quantity by hoe rolling with grooved rolls. Cold rolling is most often a secondary forming process that is used to make bar, sheet, strip and foil with superior surface finish and dimensional tolerances. -

Troubleshooting Decorative Electroplating Installations, Part 5
Troubleshooting Decorative Electroplating Installations, Part 5: Plating Problems Caused Article By Heat & Bath Temperature Fluctuations by N.V. Mandich, CEF, AESF Fellow Technical Technical In previous parts of this series, emphasis was given The fast-machining steels must then be carburized to troubleshooting of the sequences for pre-plating or case-hardened to obtain a surface with the hardness and electroplating over metals, Parts 1 and 2;1 required to support the top chromium electroplate. the causes, symptoms and troubleshooting for Case hardening is the generic term covering several pores, pits, stains, blistering and “spotting-out” processes applicable to steel or ferrous alloys. It changes phenomena, Part 3;2 and troubleshooting plating on the surface composition of the top layer, or case, by plastic systems, Part 4.3 Here in Part 5, causes and adsorption of carbon, nitrogen or a mixture of the two. some typical examples of problems that occur in By diffusion, a concentration gradient is created. The electroplating as a result of a) thermal, mechanical heat-treatments and the composition of the steel are surface treatments, b) the metallurgy of the part to additional variables that should be addressed and taken be plated or c) effects of plating bath temperature into account in the electroplating procedure. on plating variables and quality of the deposits When discussing the effect of heat-treatment on are discussed. subsequent electroplating processes it is necessary to zero in on the type of heat-treatment involved. We Nearly every plater has at one time or another had the can defi ne the heat-treatment process as changing the experience of trying to plate parts that simply would characteristics of the parts by heating above a certain not plate. -

Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons Under Similar Hardness
metals Article Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons under Similar Hardness 1,2 2 2 2, , Bingxu Wang , Xue Han , Gary C. Barber and Yuming Pan * y 1 Faculty of Mechanical Engineering and Automation, Zhejiang Sci-Tech University, Hangzhou 310018, China; [email protected] 2 Automotive Tribology Center, Department of Mechanical Engineering, School of Engineering and Computer Science, Oakland University, Rochester, MI 48309, USA; [email protected] (X.H.); [email protected] (G.C.B.) * Correspondence: [email protected] Current address: 201 N. Squirrel Rd Apt 1204, Auburn Hills, MI 48326, USA. y Received: 14 November 2019; Accepted: 4 December 2019; Published: 8 December 2019 Abstract: In this research, an austempering heat treatment was applied on gray cast iron using various austempering temperatures ranging from 232 ◦C to 371 ◦C and holding times ranging from 1 min to 120 min. The microstructure and hardness were examined using optical microscopy and a Rockwell hardness tester. Rotational ball-on-disk sliding wear tests were carried out to investigate the wear behavior of austempered gray cast iron samples and to compare with conventional quenched and tempered gray cast iron samples under equivalent hardness. For the austempered samples, it was found that acicular ferrite and carbon saturated austenite were formed in the matrix. The ferritic platelets became coarse when increasing the austempering temperature or extending the holding time. Hardness decreased due to a decreasing amount of martensite in the matrix. In wear tests, austempered gray cast iron samples showed slightly higher wear resistance than quenched and tempered samples under similar hardness while using the austempering temperatures of 232 ◦C, 260 ◦C, 288 ◦C, and 316 ◦C and distinctly better wear resistance while using the austempering temperatures of 343 ◦C and 371 ◦C. -

Ture and Mechanical Properties of Austempered Ductile Cast Iron
Preprints (www.preprints.org) | NOT PEER-REVIEWED | Posted: 5 May 2021 doi:10.20944/preprints202105.0038.v1 Article Influence of Austempering Temperatures on the Microstruc- ture and Mechanical Properties of Austempered Ductile Cast Iron Regita Bendikiene 1*, Antanas Ciuplys 1, Ramunas Cesnavicius 2, Audrius Jutas 2, Aliaksandr Bahdanovich 3, Dzianis Marmysh 3, Aleh Nasan 3, Liudmila Shemet 3 and Sergei Sherbakov 3 1 Department of Production Engineering, Faculty of Mechanical Engineering and Design, Kaunas University of Technology, Studentu str. 56, 51424 Kaunas, Lithuania; [email protected] (R.B.); [email protected] (A.C.) 2 Department of Mechanical Engineering, Faculty of Mechanical Engineering and Design, Kaunas University of Technology, Studentu str. 56, 51424 Kaunas, Lithuania; [email protected] (R.C.); [email protected] (A.J.) 3 Department of Theoretical and Applied Mechanics, Faculty of Mechanics and Mathematics, Belarusian State University, Nezavisimosti ave 4, 220030 Minsk, Belarus; [email protected] (A.B.); [email protected] (D.M.); [email protected] (A.N.); [email protected] (L.S.); [email protected] (S.S.) * Correspondence: [email protected]; Tel.: +370-698-01202 Abstract: The influence of the austempering temperatures on the microstructure and mechanical properties of austempered ductile cast iron (ADI) was investigated. ADI is nodular graphite cast iron, which owing to higher strength and elongation exceeds mechanical properties of conventional spheroidal graphite cast iron. Such a combination of properties is achieved by the heat treatment through austenitization, followed by austempering at different temperatures. The austenitization conditions were the same for all the samples: temperature 890°C, duration 30min, and quenching in a salt bath. -

Evaluation of the Three-Phase, Electric Arc Melting Furnace for Treatment of Simulated, Thermally Oxidized Radioactive and Mixed Wastes (In Two Parts)
PLEASE DO NOT REMOVE FRCM LIBRARY REPORT OF INVESTIGATIONS/1995 Evaluation of the Three-Phase, Electric Arc Melting Furnace for Treatment of Simulated, Thermally Oxidized Radioactive and Mixed Wastes (In Two Parts) 1. Design Criteria and Description of Integrated Waste Lk3 dt.!H':.(ll J '; Mil .~ " Treatment Facility f $ 1 ;~ *.,;;::wr')oMFp.·:~ '" ,,~ ~~f . \N," 00<?0 ,- , l By L. L. Oden, W. K. O'Connor, P. C. Turner, and A. D. Hartman UNITED STATES DEPARTMENT OF THE INTERIOR BUREAU OF MINES u.s. Department of the Interior Mission Statement As the Nation's principal conservation agency, the Department of the Interior has responsibility for most of our nationally-owned public lands and natural resources. This includes fostering sound use of our land and water resources; protecting our fish, wildlife, and biological diversity; preserving the environmental and cultural values of our national parks and historical places; and providing for the enjoyment of life through outdoor recreation. The Department assesses our energy and mineral resources and works to ensure that their development is in the best interests of all our people by encouraging stewardship and citizen participa tion in their care. The Department also has a major responsibility for American Indian reservation communities and for people who live in island territories under U.S. administration. Cover. ThenntJl waste tret1lment facility. T- ~---------- ~1 H Report of Investigations 9528 'I Evaluation of the Three-Phase, Electric Arc Melting Furnace for Treatment of Simulated, Thermally Oxidized Radioactive and Mixed Wastes !' ( (In Two Parts) 1. Design Criteria and Description of Integrated Waste Treatment Facility By L. -

The Ductility Number Nd Provides a Rigorous Measure for the Ductility of Materials Failure
XXV. THE DUCTILITY NUMBER ND PROVIDES A RIGOROUS MEASURE FOR THE DUCTILITY OF MATERIALS FAILURE 1. Introduction There was just one decisive, really pivotal occurrence throughout the entire history of trying to develop general failure criteria for homogenous and isotropic materials. The setting was this: Coulomb [1] had laid the original groundwork for failure and then a great many years later Mohr [2] came along and put it into an easily usable form. Thus was born the Mohr- Coulomb theory of failure. There was broad and general enthusiasm when Mohr completed his formulation. Many people thought that the ultimate, general theory of failure had finally arrived. There was however a complication. Theodore von Karman was a young man at the time of Mohr’s developments. He did the critical experimental testing of the esteemed new theory and he found it to be inadequate and inconsistent [3]. Von Karman’s work was of such high quality that his conclusion was taken as final and never successfully contested. He changed an entire course of technical and scientific development. The Mohr-Coulomb failure theory subsided and sank while von Karman’s professional career rose and flourished. Following that, all the attempts at a general materials failure theory remained completely unsatisfactory and unsuccessful (with the singular exception of fracture mechanics). Finally, in recent years a new theory of materials failure has been developed, one that may repair and replace the shortcomings that von Karman uncovered. The present work pursues one special and very important aspect of this new theory, the ductile/brittle failure behavior. -

Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon As Carburizer
Materials Research, Vol. 12, No. 4, 483-487, 2009 © 2009 Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon as Carburizer Fatai Olufemi Aramidea,*, Simeon Ademola Ibitoyeb, Isiaka Oluwole Oladelea, Joseph Olatunde Borodea aMetallurgical and Materials Engineering Department, Federal University of Technology, Akure, Ondo State, Nigeria bMaterials Science and Engineering Department, Obafemi Awolowo University, Ile-Ife, Osun State, Nigeria Received: July 31, 2009; Revised: September 25, 2009 Due to the complexity of controlling parameters in carburization, there has been relatively little work on process variables during the surface hardening process. This work focuses on the effects of the carburizing temperature and time on the mechanical properties of mild steel carburized with activated carbon, at 850, 900 and 950 °C, soaked at the carburizing temperature for 15 and 30 minutes, quenched in oil, tempered at 550 °C and held for 60 minutes. Prior carburization process, standard test samples were prepared from the as received specimen for tensile and impact tests. After carburization process, the test samples were subjected to the standard test and from the data obtained, ultimate tensile strength, engineering strain, impact strength, Youngs’ moduli were calculated. The case and core hardness of the carburized tempered samples were measured. It was observed that the mechanical properties of mild steels were found to be strongly influenced by the process of carburization, carburizing temperature and soaking time at carburizing temperature. It was concluded that the optimum combination of mechanical properties is achieved at the carburizing temperature of 900 °C followed by oil quenching and tempering at 550 °C. -
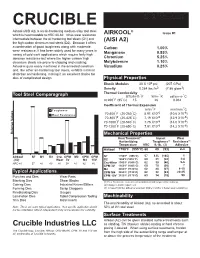
Crucible A2 Data Sheet
CRUCIBLE DATA SHEET Airkool (AISI A2) is an air-hardening medium alloy tool steel ® Issue #1 which is heat treatable to HRC 60-62. It has wear resistance AIRKOOL intermediate between the oil hardening tool steels (O1) and (AISI A2) the high carbon chromium tool steels (D2). Because it offers a combination of good toughness along with moderate Carbon 1.00% wear resistance, it has been widely used for many years in Manganese 0.85% variety of cold work applications which require fairly high abrasion resistance but where the higher carbon/ high Chromium 5.25% chromium steels are prone to chipping and cracking. Molybdenum 1.10% Airkool is quite easily machined in the annealed condition Vanadium 0.25% and, like other air-hardening tool steels, exhibits minimal distortion on hardening, making it an excellent choice for dies of complicated design. Physical Properties Elastic Modulus 30 X 106 psi (207 GPa) Density 0.284 lbs./in3 (7.86 g/cm3) Thermal Conductivity Tool Steel Comparagraph BTU/hr-ft-°F W/m-°K cal/cm-s-°C at 200°F (95°C) 15 26 0.062 Coefficient of Thermal Expansion ° ° Toughness in/in/ F mm/mm/ C ° ° -6 -6 Wear Resistance 70-500 F (20-260 C) 5.91 X10 (10.6 X10 ) 70-800°F (20-425°C) 7.19 X10-6 (12.9 X10-6) 70-1000°F (20-540°C) 7.76 X10-6 (14.0 X10-6) 70-1200°F (20-650°C) 7.91 X10-6 (14.2 X10-6) Relative Values Mechanical Properties Heat Treatment(1) Impact Wear Austenitizing Toughness(2) Resistance(3) Temperature HRC ft.-lb. -

Ats 34 and 154 Cm Stainless Heat Treat Procedure
ATS 34 AND 154 CM STAINLESS HEAT TREAT PROCEDURE This is an oil hardening grade of steel which will require oil quenching. The oil should be a warm, thin quenching oil that contains a safe flash point. Olive oil has been used as a sub stitute. As a rule of thumb, there should be a gallon of oil for each pound of steel. For , warming the oil before quenching, you may heat a piece of steel and drop it in the oil. 1.) Wrap blades in stainless tool wrap and leave an extra two inches on each end of the package. (This will be for handling purposes going into the quench as described below.) We suggest a double wrap for this grade. The edges of the foil should be double crimped, being careful to avoid hav ing even a pin hole in the wrap. 2 . ) Place in the furnace and heat to 1900"F. After reaching this temperature, immediately start timing the soak time of 25-30 minutes. 3.) After the soak time has elapsed, very quickly and carefully pull the package out with tongs~ place over the quench tank and snip the end of the package allowing the blades to drop into the oil. You should have a wire basket in the quench tank for raising and lowering the blades rather than have them lie s till. Gases are released in the quench and would form a "trap" around the steel unless you keep them movi~g for a minute or so. *IMPORTANT--It is very important that the blades enter the oil quench as quickly as possible after leaving the furnace ! Full hardness would not be reached if this step is not followed. -

Effect of Alloying Elements on Heat Treatment Behavior of Hypoeutectic
Materials Transactions, Vol. 47, No. 1 (2006) pp. 72 to 81 #2006 The Japan Institute of Metals Effect of Alloying Elements on Heat Treatment Behavior of Hypoeutectic High Chromium Cast Iron Sudsakorn Inthidech1;*, Prasonk Sricharoenchai1 and Yasuhiro Matsubara2 1Department of Metallurgical Engineering, Faculty of Engineering, Chulalongkorn University, Bangkok10330, Thailand 2Department of Metallurgical Engineering, Faculty of Engineering, Chulalongkorn University, Bangkok10330, Thailand The relationship between hardness and volume fraction of retained austenite (V ) was investigated in heat-treated 16 mass% and 26 mass%Cr hypoeutectic cast irons with and without addition of a third alloying element of Ni, Cu, Mo and V. In as-hardened state, hardness changed remarkably depending on the V . Overall, Ni and Cu decreased hardness but Mo increased it. Hardness increased in 16 mass%Cr cast iron but decreased in 26 mass%Cr cast iron by V addition. The V increased with Ni, Cu and Mo addition but diminished with V addition in 16 mass%Cr cast iron. In 26 mass%Cr cast iron, Ni and Mo increased the V but Cu and V reduced it. Higher austenitization caused more V . Curves of tempered hardness showed an evident secondary hardening due to precipitation of special carbides and transformation of destabilized austenite into martensite. High tempered hardness was obtained in the specimens with high V in as-hardened state. Maximum tempered hardness (HTmax) was obtained when V was less than 20% and it increased with an increase in Mo content. The HTmax slightly increased with V content in 16 mass%Cr cast iron and decreased in 26 mass%Cr cast iron. -

Study the Microstructure and Mechanical Properties of High
Engineering and Technology Journal Vol. 37, Part A. No. 04, 2019 DOI: http://dx.doi.org/10.30684/etj.37.4A.1 Ali H. Ataiwi Study the Microstructure and Mechanical University of Technology, Materials Engineering Properties of High Chromium White Cast Department, Baghdad, Iraq. Iron (HCWCI) under Different Martempering [email protected] Quenching Mediums. Zainab A. Betti University of Technology, Materials Engineering Abstract This study aims to find the effect of hydroxide mixture as a quenching Department, Baghdad, Iraq medium in martempering heat treatment on microstructure and mechanical properties of high chromium white cast iron. This mixture is cheaper and more available than the ordinary nitrate mixture in Iraqi markets. High chromium white cast iron is used in mining, crushing and cement plants as mill liners and Received on: 14/01/2019 it is subjected to extreme conditions of wear and impact that cause failure, Accepted on: 27/02/2019 reduction in life and raise the cost of repairing. Hence it is important to Published online: 25/04/2019 improve its mechanical properties. In this study, two types of quenching mediums were used:(50% NaOH: 50% KOH ) mixture and (50% NaNO3 + 50 % KNO3) mixture. The specimens were austenitized at 950°C for 1 hr then the first group was quenched in nitrate mixture, and the other was quenched in hydroxide mixture both at about 350°C for (1/2, 2,4,6,8) hr. The results showed an increase in hardness and decrease in toughness for both mixtures, and the higher hardness value was found for both of the mixtures at martempering temperature 350°C for 4hr quenching time. -

Effect of Tempering Conditions on Secondary Hardening of Carbides
materials Article Effect of Tempering Conditions on Secondary Hardening of Carbides and Retained Austenite in Spray-Formed M42 High-Speed Steel Bowen Liu 1,*, Tian Qin 2, Wei Xu 1, Chengchang Jia 1,*, Qiuchi Wu 2, Mingying Chen 2 and Zhe Liu 2 1 Institute for Advanced Materials and Technology, University of Science and Technology Beijing, Beijing 100083, China; [email protected] 2 School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China; [email protected] (T.Q.); [email protected] (Q.W.); [email protected] (M.C.); [email protected] (Z.L.) * Correspondence: [email protected] (B.L.); [email protected] (C.J.); Tel.: +86-15-210-565-349 (B.L.) Received: 30 October 2019; Accepted: 7 November 2019; Published: 11 November 2019 Abstract: In this study, the effect of tempering conditions on microstructure, grain size, and carbide phase compositions of spray-formed high-speed steel after quenching at 1180 ◦C was studied. The influence of carbide phase, size of carbides, and retained austenite content on secondary hardening of the steel was analyzed by field emission scanning electron microscope (FESEM), transmission electron microscope (TEM), electron backscattered diffraction (EBSD), and differential scanning calorimetry (DSC); the hardness, microhardness of carbide, and bending strength were tested. The results show that M3C, M6C, M7C3, and MC carbides may precipitate at different tempering temperatures and the transformation of the retained austenite can be controlled by tempering. The phase composition of carbides, microstructure, and retained austenite content strongly influences the performance characteristics of M42 high-speed steel after tempering.