The In-Vacuum Undulator Is an Insertion Device (ID) Adopted As a Standard Light Source at Spring-8. Because Magnet Arrays Are C
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Undulator Radiation & FEL
U.S. Particle Accelerator School January 25 – February 19, 2021 VUV and X-ray Free-Electron Lasers Introduction, Electron Motions in an Undulator, Undulator Radiation & FEL Dinh C. Nguyen,1 Petr Anisimov,2 Nicole Neveu1 1 SLAC National Accelerator Laboratory 2 Los Alamos National Laboratory LA-UR-21-20610 Monday (Jan 25) Lecture Outline Time • VUV and X-ray FELs in the World 10:00 – 10:30 • Properties of electromagnetic radiation 10:30 – 10:50 • Break 10:50 – 11:00 • Electron motions in an undulator 11:00 – 11:20 • Undulator radiation 11:20 – 11:40 • Introduction to FELs 11:40 – Noon 2 VUV and X-ray FELs in the World 3 World Map of VUV and X-ray FELs FLASH FERMI European XFEL Italy Germany SPARC LCLS Italy SwissFEL POLFEL LCLS-II & LCLS-II-HE Switzerland Poland USA PAL XFEL S. Korea SACLA Japan SDUV-SXFEL SHINE China Blue=VUV to Soft X-ray 4 Purple=Soft to Hard X-ray Sub-systems of an RF Linac Driven X-ray FEL An RF-linac driven XFEL has the following sub-systems in order to produce Low-emittance • PHOTOINJECTOR to generate low-emittance electrons in ps bunches electron beams • RF LINAC to accelerate the electron beams to GeV energy • BUNCH COMPRESSORS to shorten the bunches and produce kA current High peak current • LASER HEATER to reduce the microbunching instabilities • BEAM OPTICS to transport the electron beams to the undulators • UNDULATORS to generate and amplify the radiation in a single pass Single-pass, high- gain X-ray FEL • DIAGNOSTICS to characterize the electron & FEL beams Laser Photoinjector heater L2 BC2 L1 L3 Optics -

FEL Physics Summary
VUV and X-Ray Free Electron Lasers: The Technology and Its Scientific Promise William Barletta and Carlo Rizzuto Sections I & III – Motivations & FEL Physics List of symbols fine structure constant dimensionless vector potential aw horizontal Twiss x bunching parameter b mean resolution error of BPMs BPMres position error of BPMs BPMpos remanent field BR undulator magnetic field strength Bw horizontal Twiss x speed of light c mean phase error in undulator penetration depth δp horizontal dispersion Dx derivative of Dx D´x FEL beam diameter on optic Dw energy chirp from CSR E/E beam emittance electron charge e beam energy E peak electric field in gun Eo normalized emittance n energy in the FEL pulse EPulse longitudinal space charge force Fsc angle of incidence j i 1 2 relativistic factor (E/ me c ) optical function in transport H magnetic coercivity HC Alfven current at =1 IAo beam current Ib BBU threshold current IBBU undulator parameter K mean undulator strength Krms undulator spatial frequency kw gain length LG th m harmonic wavelength m plasma wavelength P radiation wavelength r undulator wavelength w root of gain equation harmonic number m electron mass me number of electrons Ne electron density ne number of undulator periods Nu radiation power P input laser power Plaser noise power Pn pole roll angle error BNP (or Pierce) parameter quantum FEL parameter ´ atom density A quality factor Q dipole quality factor Qdipole FEL energy constraint ratio r1 FEL emittance constraint ratio r2 FEL diffraction constraint ratio r3 classical radius of electron re bend angle in undulator bend angle in achromat 2 th phase of i electron i kick relative to each pole error j mean energy spread of electrons e bunch length z relativistic plasma frequency p distance along undulator z mean longitudinal velocity <vz> impedance of free space Zo Rayleigh range ZR 3 I. -

Chapter 3: Front Ends and Insertion Devices
Advanced Photon Source Upgrade Project Final Design Report May 2019 Chapter 3: Front Ends and Insertion Devices Document Number : APSU-2.01-RPT-003 ICMS Content ID : APSU_2032071 Advanced Photon Source Upgrade Project 3–ii • Table of Contents Table of Contents 3 Front Ends and Insertion Devices 1 3-1 Introduction . 1 3-2 Front Ends . 2 3-2.1 High Heat Load Front End . 6 3-2.2 Canted Undulator Front End . 11 3-2.3 Bending Magnet Front End . 16 3-3 Insertion Devices . 20 3-3.1 Storage Ring Requirements . 22 3-3.2 Overview of Insertion Device Straight Sections . 23 3-3.3 Permanent Magnet Undulators . 24 3-3.4 Superconducting Undulators . 30 3-3.5 Insertion Device Vacuum Chamber . 33 3-4 Bending Magnet Sources . 36 References 39 Advanced Photon Source Upgrade Project List of Figures • 3–iii List of Figures Figure 3.1: Overview of ID and BM front ends in relation to the storage ring components. 2 Figure 3.2: Layout of High Heat Load Front End for APS-U. 6 Figure 3.3: Model of the GRID XBPM for the HHL front end. 8 Figure 3.4: Layout of Canted Undulator Front End for APS-U. 11 Figure 3.5: Model of the GRID XBPM for the CU front end. 13 Figure 3.6: Horizontal fan of radiation from different dipoles for bending magnet beamlines. 16 Figure 3.7: Layout of Original APS Bending Magnet Front End in current APS. 17 Figure 3.8: Layout of modified APSU Bending Magnet Front End to be installed in APSU. -
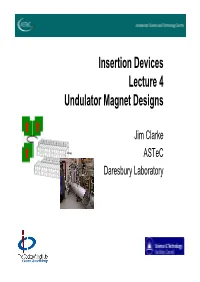
Insertion Devices Lecture 4 Undulator Magnet Designs
Insertion Devices Lecture 4 Undulator Magnet Designs Jim Clarke ASTeC Daresbury Laboratory Hybrid Insertion Devices – Inclusion of Iron Simple hybrid example Top Array e- Bottom Array 2 Lines of Magnetic Flux Including a non-linear material like iron means that simple analytical formulae can no longer be derived – linear superposition no longer works! Accurate predictions for particular designs can only be made using special magnetostatic software in either 2D (fast) or 3D (slow) e- 3 Field Levels for Hybrid and PPM Insertion Devices Assuming Br = 1.1T and gap of 20 mm When g/u is small the impact of the iron is very significant 4 Introduction We now have an understanding for how we can use Permanent Magnets to create the sinusoidal fields required by Insertion Devices Next we will look at creating more complex field shapes, such as those required for variable polarisation Later we will look at other technical issues such as the challenge of in-vacuum undulators, dealing with the large magnetic forces involved, correcting field errors, and also how and why we might cool undulators to ~150K Finally, electromagnetic alternatives will be considered 5 Helical (or Elliptical) Undulators for Variable Polarisation We need to include a finite horizontal field of the same period so the electron takes an elliptical path when it is viewed head on We want two orthogonal fields of equal period but of different amplitude and phase 3 independent variables Three independent variables are required for the arbitrary selection of any polarisation state -

A Review of High-Gain Free-Electron Laser Theory
atoms Review A Review of High-Gain Free-Electron Laser Theory Nicola Piovella 1,* and Luca Volpe 2 1 Dipartimento di Fisica “Aldo Pontremoli”, Università degli Studi di Milano, Via Celoria 16, 20133 Milano, Italy 2 Centro de Laseres Pulsados (CLPU), Parque Cientifico, 37185 Salamanca, Spain; [email protected] * Correspondence: [email protected] Abstract: High-gain free-electron lasers, conceived in the 1980s, are nowadays the only bright sources of coherent X-ray radiation available. In this article, we review the theory developed by R. Bonifacio and coworkers, who have been some of the first scientists envisaging its operation as a single-pass amplifier starting from incoherent undulator radiation, in the so called self-amplified spontaneous emission (SASE) regime. We review the FEL theory, discussing how the FEL parameters emerge from it, which are fundamental for describing, designing and understanding all FEL experiments in the high-gain, single-pass operation. Keywords: free-electron laser; X-ray emission; collective effects 1. Basic Concepts The free-electron laser is essentially a device that transforms the kinetic energy of a relativistic electron beam (e-beam) into e.m. radiation [1–4]. The e-beam passing through a transverse periodic magnetic field oscillates in a direction perpendicular to the magnetic Citation: Piovella, N.; Volpe, L. field and the propagation axis, and emits radiation confined in a narrow cone along the A Review of High-Gain Free-Electron propagation direction. The periodic magnetic field is provided by the so-called undulator, an Laser Theory. Atoms 2021, 9, 28. insertion device usually realized with two arrays of permanent magnets with alternating https://doi.org/10.3390/atoms9020028 polarities (see Figure1) or with two helical coils with current circulating in opposite directions. -

Third-Generation Synchrotron X-Ray Diffraction of 6- M Crystal of Raite, Na
Proc. Natl. Acad. Sci. USA Vol. 94, pp. 12263–12267, November 1997 Geology Third-generation synchrotron x-ray diffraction of 6-mm crystal of raite, 'Na3Mn3Ti0.25Si8O20(OH)2z10H2O, opens up new chemistry and physics of low-temperature minerals (crystal structureymicrocrystalyphyllosilicate) JOSEPH J. PLUTH*, JOSEPH V. SMITH*†,DMITRY Y. PUSHCHAROVSKY‡,EUGENII I. SEMENOV§,ANDREAS BRAM¶, CHRISTIAN RIEKEL¶,HANS-PETER WEBER¶, AND ROBERT W. BROACHi *Department of Geophysical Sciences, Center for Advanced Radiation Sources, GeologicalySoilyEnvironmental, and Materials Research Science and Engineering Center, 5734 South Ellis Avenue, University of Chicago, Chicago, IL 60637; ‡Department of Geology, Moscow State University, Moscow, 119899, Russia; §Fersman Mineralogical Museum, Russian Academy of Sciences, Moscow, 117071, Russia; ¶European Synchrotron Radiation Facility, BP 220, 38043, Grenoble, France; and UOP Research Center, Des Plaines, IL 60017 Contributed by Joseph V. Smith, September 3, 1997 ABSTRACT The crystal structure of raite was solved and the energy and metal industries, hydrology, and geobiology. refined from data collected at Beamline Insertion Device 13 at Raite lies in the chemical cooling sequence of exotic hyperal- the European Synchrotron Radiation Facility, using a 3 3 3 3 kaline rocks of the Kola Peninsula, Russia, and the 65 mm single crystal. The refined lattice constants of the Monteregian Hills, Canada (2). This hydrated sodium- monoclinic unit cell are a 5 15.1(1) Å; b 5 17.6(1) Å; c 5 manganese silicate extends the already wide range of manga- 5.290(4) Å; b 5 100.5(2)°; space group C2ym. The structure, nese crystal chemistry (3), which includes various complex including all reflections, refined to a final R 5 0.07. -
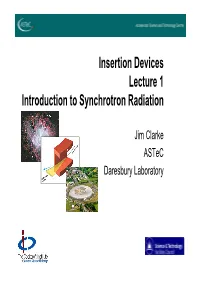
Insertion Devices Lecture 1 Introduction to Synchrotron Radiation
Insertion Devices Lecture 1 Introduction to Synchrotron Radiation Jim Clarke ASTeC Daresbury Laboratory Program 4th Feb 10.30 Introduction to SR 4th Feb 11.45 Wigglers and Undulators 11th Feb 10.30 Undulator Radiation and Realisation 11th Feb 11.45 Undulator Magnet Designs 11th Feb 14.00 Tutorial Please interrupt and ask questions during the lectures !!! 2 Course Book The vast majority of the material presented is from my book, you will find much more detail in there, derivations of all the equations, and also other supplementary information. The Science and Technology of Undulators and Wigglers, J. A. Clarke, Oxford University Press, 2004 (Oxford series on Synchrotron Radiation - 4) It is available in the Daresbury Library 3 Why is Synchrotron Radiation so Important? All accelerator scientists and engineers need to understand SR as it impacts directly on many areas of accelerator design and performance o RF o Diagnostics o Vacuum design o Magnets o Beam Dynamics o It affects all charged particles o Light sources and Free Electron Lasers are a major “customer” of advanced accelerators All processes which change the energy of particles are important – SR is one of the most important processes 4 Introduction to Synchrotron Radiation Synchrotron Radiation (SR) is a relativistic effect Many features can be understood in terms of two basic processes: Lorentz contraction and Doppler shift Imagine that a relativistic charged particle is travelling through a periodic magnetic field (an undulator) In the particles rest frame it sees a magnetic -

Triple Period Undulator
10th Int. Partile Accelerator Conf. IPAC2019, Melbourne, Australia JACoW Publishing ISBN: 978-3-95450-208-0 doi:10.18429/JACoW-IPAC2019-TUPRB022 TRIPLE PERIOD UNDULATOR A. Meseck ∗ 1 , J. Bahrdt, W. Frentrup, M. Huck, C. Kuhn, C. Rethfeldt, M. Scheer and E. Rial, Helmholtz Zentrum Berlin, Berlin, Germany, 1also at Johannes Gutenberg University Mainz, Germany Abstract Very recently, a 17 mm period CPMU with a 5.5 mm min- imum operational gap (CPMU17) was installed in BESSY Insertion devices are one of the key components of mod- II ring [1]. It was designed and built by HZB as a part of the ern synchrotron radiation facilities. They allow for genera- canted double undulator system for the new Energy Mate- tion of radiation with superior properties enabling experi- rials in-situ Laboratory (EMIL) at BESSY II [2]. EMIL is ments in a variety of disciplines, such as chemistry, biology, also served by a 48 mm period APPLEII undulator (UE48), crystallography and physics to name a few. For future cut- built at HZB. The double undulator system covers an energy ting edge experiments in soft and tender x-rays users require range from 60 eV to 6000 eV. high flux and variable polarization over a wide photon energy range independent of other desired properties like variable UE48 provides radiation with variable polarization, pulse length, variable timing or Fourier transform limited whereas the CPMU17 delivers radiation with a fixed polar- pulses. In this paper, we propose a novel ID-structure, called ization like the other already-existing in-vacuum cryogenic Triple Period Undulator (TPU), which allows us to deliver a undulators. -

Insertion Devices at Diamond Light Source: a Retrospective Plus Future Developments
TUPAB116 Proceedings of IPAC2017, Copenhagen, Denmark INSERTION DEVICES AT DIAMOND LIGHT SOURCE: A RETROSPECTIVE PLUS FUTURE DEVELOPMENTS Z. Patel, E. C. M. Rial, A. George, S. Milward, A. J. Rose, R. P. Walker, and J. H. Williams Diamond Light Source, Didcot, UK Abstract Table 1: Installed IDs for Phase I of DLS. Peak field is given for IVU devices at 5 mm gap and I06 at 15 mm gap. 2017 marks the tenth year of Diamond operation, during which time all insertion device straights have been filled. Di- Beam ID type Period No. of Peak Field amond Light Source is a third generation, 3 GeV facility that -line [mm] Periods [T] boasts 29 installed insertion devices. Most room temperature devices have been designed, manufactured and measured I02 IVU 23 85 0.92 in-house, and progress has been made in structure design I03 IVU 21 94 0.86 and control systems to ensure new devices continue to meet I04 IVU 23 85 0.92 stringent requirements placed upon them. The ‘completion’ I06a APPLE-II 64 33 1.10 of the storage ring is not, however, the end of activity for I15 SCW 60 22.5 3.5 the ID group at Diamond, as beamlines map out potential I16 IVU 27 73 0.98 upgrade paths to Cryogenic Permanent Magnet Undulators I18 IVU 27 73 0.98 (CPMUs) and SuperConducting Undulators (SCUs). This paper traces the progress of ID design at Diamond, and maps Diamond were IVUs of periods 21 mm - 25 mm, and were out future projects such as the upgrade to CPMUs and the a continuation of the design of the Phase I devices, extra challenges of designing a fixed-gap mini-wiggler to replace constraints were being placed on future IDs that meant that a sextupole in the main storage ring lattice. -

Electron Beam Brightness and Undulator Radiation Brilliance for a Laser Plasma Acceleration Based Free Electron Laser
instruments Article Electron Beam Brightness and Undulator Radiation Brilliance for a Laser Plasma Acceleration Based Free Electron Laser Amin Ghaith 1,* , Alexandre Loulergue 1, Driss Oumbarek 1, Olivier Marcouillé 1, Mathieu Valléau 1, Marie Labat 1, Sebastien Corde 2 and Marie-Emmanuelle Couprie 1 1 Synchrotron Source Optimisée de Lumière d’Energie Intermédiaire du LURE (Laboratoire pour l’Utilisation du Rayonnement Electromagnétique) (Synchrotron SOLEIL), L’Orme des Merisiers, 91190 Saint-Aubin, France; [email protected] (A.L.); [email protected] (D.O.); [email protected] (O.M.); [email protected] (M.V.); [email protected] (M.L.); [email protected] (M.-E.C.) 2 École Nationale Supérieure de Techniques Avancées Paris (ENSTA Paris), Centre National de la Recherche Scientifique (CNRS), Ecole Polytechnique, Institut Polytechnique de Paris, 91128 Palaiseau, France; [email protected] * Correspondence: [email protected] Received: 3 December 2019; Accepted: 27 December 2019; Published: 1 January 2020 Abstract: We report here on spontaneous undulator radiation and free electron laser calculations after a 10-m long transport line (COXINEL) using a Laser Plasma acceleration (LPA) source. The line enables the manipulation of the properties of the produced electron beams (energy spread, divergence, dispersion) in view of light source applications. The electron beam brightness and undulator radiation brilliance are addressed by an analytical approach enabling us to point out the influence of chromatic effects in the COXINEL case. Keywords: laser plasma acceleration; electron beam brightness; undulator radiation; free electron laser 1. Introduction Particle accelerators have become a crucial need for advancement in many domains such as nanotechnology, atomic physics, nuclear physics, chemistry and medicine. -
Lecture - Day 8
Fundamentals of Accelerators - 2012 Lecture - Day 8 William A. Barletta Director, US Particle Accelerator School Dept. of Physics, MIT Economics Faculty, University of Ljubljana US Particle Accelerator School What do we mean by radiation? Energy is transmitted by the electromagnetic field to infinity Applies in all inertial frames Carried by an electromagnetic wave Source of the energy Motion of charges US Particle Accelerator School Schematic of electric field From: T. Shintake, New Real-time Simulation Technique for Synchrotron and Undulator Radiations, Proc. LINAC 2002, Gyeongju, Korea US Particle Accelerator School Static charge US Particle Accelerator School Particle moving in a straight line with constant velocity E field Q B field US Particle Accelerator School Consider the fields from an electron with abrupt accelerations At r = ct, ∃ a transition region from one field to the other. At large r, the field in this layer becomes the radiation field. US Particle Accelerator School Particle moving in a circle at constant speed dQ = q dl Field energy flows to infinity US Particle Accelerator School Remember that fields add, we can compute radiation from a charge twice as long dQ = 2q dl The wavelength of the radiation doubles US Particle Accelerator School All these radiate Not quantitatively correct because E is a vector; But we can see that the peak field hits the observer twice as often US Particle Accelerator School Current loop: No radiation Field is static B field US Particle Accelerator School QED approach: Why do particles radiate when accelerated? Charged particles in free space are “surrounded” by virtual photons Appear & disappear & travel with the particles. -

The Free Electron Laser Klystron Amplifier Concept
E.L. Saldin et al. / Proceedings of the 2004 FEL Conference, 143-146 143 THE FREE ELECTRON LASER KLYSTRON AMPLIFIER CONCEPT E.L. Saldin, E.A. Schneidmiller, and M.V. Yurkov Deutsches Elektronen-Synchrotron (DESY), Hamburg, Germany Abstract as short as 10-100 µm have never been measured and are challenging to predict. We consider optical klystron with a high gain per cas- The situation is quite different for klystron amplifier cade pass. In order to achieve high gain at short wave- scheme described in our paper. A distinguishing feature of lengths, conventional FEL amplifiers require electron beam the klystron amplifier is the absence of apparent limitations peak current of a few kA. This is achieved by applying which would prevent operation without bunch compression longitudinal compression using a magnetic chicane. In in the injector linac. As we will see, the gain per cas- the case of klystron things are quite different and gain of cade pass is proportional to the peak current and inversely klystron does not depend on the bunch compression in the proportional to the energy spread of the beam. Since the injector linac. A distinguishing feature of the klystron am- bunch length and energy spread are related to each other plifier is that maximum of gain per cascade pass at high through Liouville’s theorem, the peak current and energy beam peak current is the same as at low beam peak cur- spread cannot vary independently of each other in the injec- rent without compression. Second important feature of the tor linac. To extent that local energy spead is proportional klystron configuration is that there are no requirements on to the peak current, which is usually the case for bunch the alignment of the cascade undulators and dispersion sec- compression, the gain will be independent of the actual tions.